一种碾米机精度在线控制系统的制作方法
[0001]
本实用新型涉及粮食加工设备技术领域,特别是一种碾米机精度在线控制系统。
背景技术:
[0002]
碾米机在大米加工过程中主要用于开糙、碾白,是生产线上主要加工设备,在碾米过程中,为提高成品质量,要精确控制碾米精度,同时减少碎米形成。目前碾米精度控制可以通过碾白室内的压力控制来实现,传统的碾白室压力控制是通过人工压砣控制出料门来实现的。但是采用压砣控制出料门的方式易受操作员主观能动性影响,其主要是靠操作员凭经验看出机米的白度,然后增减压砣来调整碾米精度,使得操作员需要有较丰富的经验才能控制好米的质量,增减压砣时,碾白室会产生间歇冲击压力,无法连续平稳地调整精度。
[0003]
现有技术中提供了一种立式碾米机中大米精度调节装置,其可以解决传统的因增减压砣而导致的无法连续平稳地调整精度的问题,例如专利号为cn203220928u的专利,其通过气缸装置来调节压力门的开启和关闭,但是出机米的精度判断仍需依靠操作员目测实现,操作员根据目测结果控制气缸和微调气压控制阀的开启及关闭,碾米精度、碎米率和吨米电耗等主要技术指标与操作员的经验、水平密切相关,因人的差异导致主要指标千差万别,既不便于生产过程的管控、也增加运行成本。
技术实现要素:
[0004]
针对现有技术中存在的通过主观目测出机米的精度,手动控制气缸和微调气压控制阀的开启和关闭的方式,易导致碾米精度控制较差,影响出米率和电耗高的问题,本实用新型提供了一种碾米机精度在线控制系统,其自动化程度高,在保证最佳的碾米精度同时,可降低碎米率和电耗。
[0005]
一种碾米机精度在线控制系统,其包括出料斗,所述出料斗内旋转安装有出料门,所述出料门通过气缸驱动,其还包括用于检测碾米机的主电机工作电流的电流传感器,所述电流传感器与plc控制器电连接,其特征在于,所述气缸的气管上安装有电气比例阀,所述电气比例阀与所述plc控制器连接。
[0006]
其进一步特征在于,所述出料门通过凸耳、出料门转轴安装于所述出料斗内,所述凸耳的一端与所述出料门转轴转动连接,所述凸耳的另一端与所述出料门的一侧端固接,所述出料门中部通过销轴与所述气缸的活塞杆铰接,所述气缸通过气缸转轴铰接于出料斗外部的壳体上;
[0007]
所述出料斗的外侧中部设置第一支座,所述气缸转轴穿过所述气缸的本体与所述第一支座铰接,所述出料门中部设置有第二支座,所述气缸的活塞杆与所述第二支座铰接;
[0008]
所述凸耳与所述出料斗之间设置有挡板,所述挡板一端与所述凸耳抵接,所述挡板另一端通过挡板转轴与所述出料斗内端面转动连接;
[0009]
所述挡板转轴上套装有扭簧。
[0010]
采用上述结构可以达到如下有益效果:通过电流传感器检测主电机的电流,并将电流值信息发送给plc控制器,将该电流值信息与控制器内部预先设定的电流阈值进行比较,控制器根据比较结果来控制电气比例阀的开启大小,电气比例阀再来控制气缸的行程,从而通过电气比例阀控制气缸的活塞杆推动出料门顺时针或逆时针转动,当出料门顺时针转动时,出料斗的流出口径变小,碾米机的碾白室内部压力加大,碾米精度提高,反之则降低,从而实现碾米精度的自动控制,其无需人工目测碾米精度,大大提高了自动化程度,避免了因主观差异而导致的碾米精度低的问题出现,确保了产品质量。
附图说明
[0011]
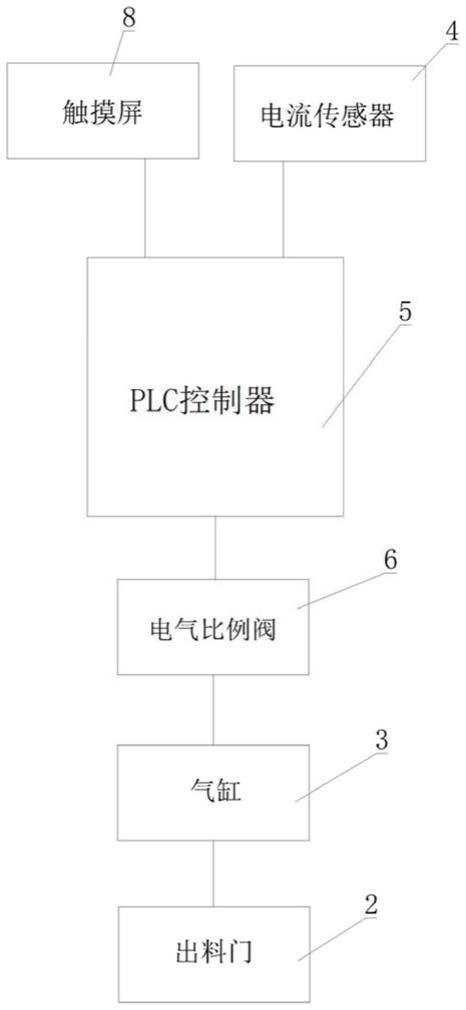
图1为本实用新型的系统结构框图;
[0012]
图2为出料斗主视的剖视结构示意图。
具体实施方式
[0013]
见图1、图2,一种碾米机精度在线控制系统,其包括出料斗1,出料斗1内旋转安装有出料门2,出料门2通过气缸3驱动,其还包括用于检测碾米机的主电机电流的电流传感器4,电流传感器4与plc控制器5电连接,气缸3的气管上安装有电气比例阀6,电气比例阀6用于控制气管内气体的流量,电气比例阀6、气缸3均与plc控制器5连接;
[0014]
出料门2通过凸耳21、出料门转轴22安装于出料斗1内,凸耳21的一端与出料门转轴22转动连接,凸耳21的另一端与出料门2的上端焊接,出料门2中部通过销轴23与气缸3的活塞杆铰接,气缸3通过气缸转轴31铰接于出料斗2的外侧壳体上;
[0015]
出料斗1的外侧中部设置第一支座11,气缸转轴31穿过气缸3的本体与第一支座11铰接,出料门2中部设置有第二支座24,气缸3的活塞杆通过销轴23与第二支座24铰接;
[0016]
凸耳21与出料斗1之间设置有挡板7,挡板7一端通过挡板转轴71转动安装于出料斗内部,且挡板7另一端与凸耳21的侧端面抵接,挡板转轴71上套装有扭簧,挡板7依靠自身重力及扭簧扭力抵接于凸耳21的侧端面上,当凸耳21随出料门转轴22转动时,在挡板7自身重力及扭簧扭力作用下,可确保挡板7另一端紧紧贴在凸耳21上,防止机米沿凸耳21与出料斗1之间的缝隙漏出而影响碾米精度;
[0017]
本实施例中控制器可采用plc控制器,plc控制器内设置有存储器及数据处理模块,存储器及数据处理模块中关于电流阈值的设定及比较程序均可采用现有常规技术手段实现,plc控制器与触摸屏8电控连接,根据米的品种、水分的不同,操作人员通过触摸屏来预先设定电流阈值(电流阈值的确定可采用现有常规技术手段实现),该电流阈值根据碾米精度确定。
[0018]
现有技术研究表明,当外加压力增大时,物料难以排出碾米机的碾白室,造成碾白室压力增大,这时主电机负荷加大,电流也随之上升,碾米精度提高,同时会增加碎米率和吨米电耗;反之,当外加压力减小时,物料容易排出碾白室,碾白室压力降低,主电机负荷和电流也减小,碾米精度降低,同时碎米率和吨米电耗都会降低。由此可见,碾米精度与主电机电流存在一定的正比关系,因此通过检测主电机电流即可确定碾米精度;碾米精度过高或过低都不好,需要将它平衡在最佳精度区间内(此时主电机电流是最佳电流阈值),在保证成品大米质量的同时,碎米率和吨米电耗都低。
[0019]
根据碾米精度与主电机电流存在一定的正比关系,通过电流传感器4在线实时采集主电机电流值,plc控制器与最佳电流阈值(在一个小区间范围)比较,算出补偿值,若低于电流阈值(补偿值为正),plc控制器发出指令让电气比例阀6控制气缸3推出并带动出料门2顺时针转动,将出料门2关小,这时碾白室压力加大,碾白精度也同步提高,同时导致主电机电流升高,直至升到最佳电流阈值范围内时,气缸不再动作并保持出料门平衡,此时碾米机的碎米率低、吨米电耗低;反之则控制气缸3回缩并带动出料门2逆时针方向转动,出机米的流出口径变大,将碾白精度降低。经测试,碾米机精度在线控制技术可以使碎米率降低1.5%,吨米电耗降低5%-6%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1