一种汽车ABS线圈涂胶设备的制作方法
一种汽车abs线圈涂胶设备
技术领域
[0001]
本实用新型涉及自动涂胶技术领域,尤其是一种汽车abs线圈涂胶设备。
背景技术:
[0002]
汽车abs即防抱死系统,是汽车内安全系统重要组成部件,它的质量优劣直接会影响到汽车行驶的安全性能和驾驶员及乘坐人员的人身安全。abs电机为该系统的核心,在组装过程中内部波簧片需和铁芯、机壳轴承贴合不脱落,这样才能保证组装完成后的产品测试合格率高。现行涂胶工艺普遍为人工作业,先用毛刷在铁芯销轴上涂抹一圈胶再组装,这样不仅造成很高的不良品率,同时造成胶的很大浪费。
技术实现要素:
[0003]
为了解决上述技术问题,本实用新型提出了一种汽车abs线圈涂胶设备,采用自动化控制,对铁芯进行自动涂胶,既可以保证涂抹均匀和每次出胶量恒定,同时也能进一步提高产品组装后的良品率。
[0004]
一种汽车abs线圈涂胶设备,包括工作平台、固定支座、伺服电机、定位块、胶管、胶管支架、角度调节机构、出胶调节仪及电磁阀,所述固定支座安装在工作平台上,所述伺服电机安装在固定支座底部,所述定位块设于固定支座上,与伺服电机的输出轴固定连接,所述定位块内部设有磁铁棒,定位块上表面设有阶梯型定位孔,所述胶管设置在胶管支架上并通过角度调节机构进行位置调节,所述出胶调节仪与胶管连接,所述电磁阀与角度调节机构连接。
[0005]
作为上述技术方案的优选,所述角度调节机构包括伸缩气缸、小支架及大支架,所述伸缩气缸与小支架固定连接,所述小支架与大支架固定连接,所述大支架安装在固定支座上,所述电磁阀与伸缩气缸电性连接。
[0006]
作为上述技术方案的优选,所述大支架上对称设有一组弧形孔,所述小支架能够沿着弧形孔绕大支架转动调节。
[0007]
作为上述技术方案的优选,所述胶管支架上同轴设置有大小两个孔洞,所述胶管通过大小两个孔洞安装在胶管支架上,所述伸缩气缸的活塞杆通过连接块与胶管支架固定连接。
[0008]
作为上述技术方案的优选,小支架、大支架及胶管支架上均设有条形孔,所述伸缩气缸相对于小支架、大支架相对于固定支座及胶管支架相对于连接块分别能够沿着小支架、大支架及胶管支架上的条形孔进行位置调节。
[0009]
作为上述技术方案的优选,所述胶管支架、小支架及大支架均为u型支架,所述小支架设于大支架之间。
[0010]
本实用新型的有益效果在于:
[0011]
1、结构简单,拆装方便,维护成本低。
[0012]
2、实现电机线圈涂胶的自动化控制,能够极大的提高生产效率,降低企业生产成
本。
[0013]
3、能够有效保证每一次的涂胶质量,降低次品率,进而提高产品后期组装的成品率。
附图说明
[0014]
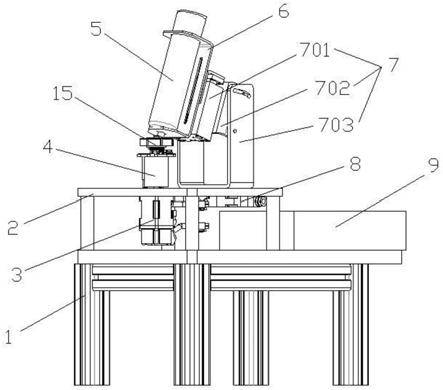
图1为本实用新型的结构示意图一。
[0015]
图2为本实用新型的结构示意图二。
[0016]
图3为定位块的结构示意图。
[0017]
附图标记如下:1-工作平台、2-固定支座、3-伺服电机、4-定位块、5-胶管、6-胶管支架、7-角度调节机构、701-伸缩气缸、702-小支架、703-大支架、8-出胶调节仪、9-电磁阀、10-阶梯型定位孔、11-弧形孔、12-孔洞、13-连接块、14-条形孔、15-铁芯半成品。
具体实施方式
[0018]
下面结合附图详细描述本实施例。
[0019]
如图1至图3所示的一种汽车abs线圈涂胶设备,包括工作平台1、固定支座2、伺服电机3、定位块4、胶管5、胶管支架6、角度调节机构7、出胶调节仪8及电磁阀9,所述固定支座2安装在工作平台1上,所述伺服电机3安装在固定支座2底部,所述定位块4设于固定支座2上,与伺服电机3的输出轴固定连接,所述定位块4内部设有磁铁棒,定位块4上表面设有阶梯型定位孔10,所述胶管5设置在胶管支架6上并通过角度调节机构7进行位置调节,所述出胶调节仪8与胶管5连接,所述电磁阀9与角度调节机构7连接。
[0020]
在本实施例中,所述角度调节机构7包括伸缩气缸701、小支架702及大支架703,所述伸缩气缸701与小支架702固定连接,所述小支架702与大支架703固定连接,所述大支架703安装在固定支座2上,所述电磁阀9与伸缩气缸701电性连接。
[0021]
在本实施例中,所述大支架703上对称设有一组弧形孔11,所述小支架702能够沿着弧形孔11绕大支架703转动调节。
[0022]
在本实施例中,所述胶管支架6上同轴设置有大小两个孔洞12,所述胶管5通过大小两个孔洞12安装在胶管支架6上,所述伸缩气缸701的活塞杆通过连接块13与胶管支架6固定连接。
[0023]
在本实施例中,小支架702、大支架703及胶管支架6上均设有条形孔14,所述伸缩气缸701相对于小支架702、大支架703相对于固定支座2及胶管支架6相对于连接块13分别能够沿着小支架702、大支架703及胶管支架6上的条形孔14进行位置调节。
[0024]
在本实施例中,所述胶管支架6、小支架702及大支架703均为u型支架,所述小支架702设于大支架703之间。
[0025]
本实用新型的工作原理如下。
[0026]
将铁芯半成品15通过阶梯型定位孔10放置在定位块4上,定位块4内的磁铁棒(在附图中未显示)将铁芯半成品15牢牢固定住,防止铁芯半成品15在旋转和涂胶过程中发生转动,然后通过弧形孔11、条形孔14将胶管5调整至合适的位置,使胶管5的出胶口正对于铁芯半成品15的涂胶点。启动伺服电机3,在伺服电机3的驱动下铁芯半成品15开始旋转,然后再启动出胶调节仪8,出胶调节仪8驱动胶管5对铁芯半成品15进行涂胶,伺服电机3的旋转
速度与出胶调节仪8每次设定的出胶量相匹配,保证铁芯半成品15涂胶充分,但是又不会浪费胶水。铁芯半成品15涂胶完毕之后,电磁阀9会控制伸缩气缸701工作,伸缩气缸701会驱动胶管5上升一定的高度,更换完铁芯半成品15之后,伸缩气缸701再恢复到原来的位置,再进行下一次涂胶工艺。
[0027]
本实施例中,伺服电机采用的型号为mr-j4-10a,伸缩气缸采用的型号为mgpm16-50z,电磁阀采用的型号为sy5120-5dzd-c6,出胶调节仪采用的型号为yq983a。
[0028]
以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1