一种成膜雾化型H型钢静电喷蜡装置的制作方法
一种成膜雾化型h型钢静电喷蜡装置
技术领域
1.本实用新型涉及一种成膜雾化型h型钢静电喷蜡装置,属于型钢加工技术领域。
背景技术:
2.h型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材,因其断面与英文字母“h”相同而得名。由于h型钢的各个部位均以直角排布,因此h型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。目前,h型钢通常使用万能轧机轧制生产,轧制后的h型钢产品通过喷水将其冷却到室温。由于h型钢的表面积大、存水量多,喷水冷却后非常容易导致型钢表面生红锈;另外,在h型钢在运输和现场储存的过程中,空气中的水分也会与h型钢基体慢慢反应、导致生锈,尤其是在湿度较大的夏季发生率很高,轻则影响型钢的外观,重则侵蚀钢基体,降低型钢的力学性能、甚至导致型钢直接报废不能使用,十分麻烦。
3.目前,绝大部分的h型钢生产厂家为防止h型钢生锈,通常向冷却用水中加入防锈剂,但实际证明该方法预防型钢生锈效果不明显,且严重污染环境;个别厂家会因为客户要求而对h型钢外表面涂装防锈油,但由于防锈油成本较高、涂装过程繁杂,会耗费企业大量的人力、物力,生产成本升高;而且,当客户在使用型钢时,还需要碱液清洗除去防锈油、才能刷涂油漆,清洗除油过程麻烦又不环保,因而,涂装防锈油来防止型钢生锈的方法一直未能大规模推广。有鉴于此,业内一直渴望解决目前h型钢锈蚀的难题。
技术实现要素:
4.本实用新型的目的在于针对现有技术之弊端,提供一种成膜雾化型h型钢静电喷蜡装置,它以石油蜡为涂覆原料,喷涂在型钢表面上,以克服现有h型钢容易生锈的问题。
5.本实用新型所述问题是以下述技术方案实现的:
6.一种成膜雾化型h型钢静电喷蜡装置,包括机架、熔蜡箱、喷蜡室;所述熔蜡箱包括熔蜡腔、电加热层、中置电加热块和过滤网,熔蜡腔底部的出口通过送蜡管与喷蜡室相连通;所述喷蜡室的前后两侧分别设置有用于h型钢通过的进料口和出料口,在进料口和出料口的外侧对应设置有型钢输送辊;在所述喷蜡室内部设置喷蜡用的刀梁,所述刀梁靠近h型钢的一侧开设有狭缝,狭缝通过设置在刀梁内部的内腔与送蜡管相连通,送蜡管另一端连接熔蜡箱的出口,在所述送蜡管上设有输送泵;所述刀梁内还设置有布膜机构;所述刀梁与高压电源的负极连接,高压电源的正极接地,正极通过机架、型钢输送辊连接至h 型钢上,刀梁与h型钢之间形成高压电场。
7.本实用新型的进一步改进在于:所述内腔包括依次连通的进料腔、容纳腔和狭缝,进料腔顶部与送蜡支管相连通,容纳腔和狭缝之间呈逐渐收缩状。
8.本实用新型的进一步改进在于:所述布膜机构设置在容纳腔内。
9.本实用新型的进一步改进在于:所述布膜机构包括沿刀梁长度方向并排设置的主动辊和从动辊,主动辊与从动辊反向转动。
10.本实用新型的进一步改进在于:所述进料腔底部对应从动辊上方,所述狭缝顶部对应主动辊下方。
11.本实用新型的进一步改进在于:所述从动辊的辊轴高度低于主动辊的辊轴高度,所述容纳腔内壁与主动辊和从动辊间隙配合。
12.本实用新型的进一步改进在于:所述刀梁的数量为四个,分别为上刀梁、下刀梁、左刀梁、右刀梁,环绕h型钢均布;所述左刀梁、右刀梁上的狭缝向斜上方倾斜,上刀梁、下刀梁上的狭缝为竖直状。
13.本实用新型的进一步改进在于:所述喷蜡室内还设置有用于调整左刀梁、右刀梁喷蜡角度的角度调节机构。
14.由于采用了上述技术方案,本实用新型取得的技术进步是:
15.本实用新型提供了一种成膜雾化型h型钢静电喷蜡装置,它以石油蜡为涂覆原料,通过熔蜡箱将固体石油蜡加热融化,通过环绕型钢的刀梁狭缝喷出,在将液体蜡液以液滴雾化时,带上电荷,在喷蜡室内通过高压电场、利用电荷的正负相吸的原理均匀地涂覆在型钢的表面,形成一层薄薄的防锈蜡膜层;喷涂后既不遮盖钢基体的金属本色,又能有效防止型钢生锈。
16.本实用新型采用石油蜡作为涂覆材料,既能够提供对型钢表面的保护,同时,又由于石油蜡在正常环境温度下为固态,它不会像防锈油那样容易污染周围环境,也改善了工人的操作条件。另外,石油蜡价格便宜,每吨价格约在8500 元左右,而防锈油约为15000元,价格相差几乎一倍,替代后生产成本显著降低。
17.本实用新型将左刀梁、右刀梁上的狭缝设置为向斜上方的倾斜状,蜡液向斜上方喷出,在重力作用下做微微上翘的平抛运动,当到达型钢表面时,是以几乎垂直的角度涂覆其上,使石油蜡保护层更为均匀。
18.本实用新型限定下刀梁的狭缝宽度小于上刀梁的狭缝宽度,且再与下刀梁相连通的送蜡支管上设置二次加压泵,使下刀梁喷出的蜡液微粒具有更高的速度和压强,抵消重力作用,保证h型钢下部分的均匀涂覆。
19.本实用新型在刀梁和h型钢之间还设置加速高压丝,加速高压丝的作用是为荷电微粒提供加速力,加大了荷电微粒水平喷射的冲力,有效地提高了蜡液喷涂速度和均匀度。左刀梁、右刀梁相对应的加速高压丝设置在刀梁竖直方向的上半部,以配合狭缝的倾斜设计,使喷出的蜡液均能被加速高压丝过渡吸附。
20.本实用新型还设置有长度调节机构和角度调节机构,可对刀梁与h型钢之间的距离,以及左刀梁、右刀梁的蜡雾喷射角度进行调节,使其适应不同批次、不同粘度的蜡液喷涂,适应性广。
21.本实用新型的熔蜡腔外围设有电加热丝、熔蜡腔内部设有中置电加热块,同时由腔体的外壁和内部加热,确保固态石油蜡充分受热、快速熔化。在熔蜡腔和送蜡管上设置有二级过滤,能彻底滤除杂质和未充分熔化的蜡块,避免堵塞泵体和管道,保证蜡液喷射雾化效果。
22.本实用新型刀梁的内腔内还设置有布膜机构,蜡液经过布膜机构后,呈薄膜状由狭缝喷出,喷出的蜡雾液滴更小,更容易被静电化,并被高压吸附在型钢表面,所形成的蜡膜的厚度更薄、更均匀。
附图说明
23.下面结合附图对本实用新型作进一步说明。
24.图1是本实用新型的整体结构示意图;
25.图2是熔蜡箱的结构示意图;
26.图3是喷蜡室的结构示意图;
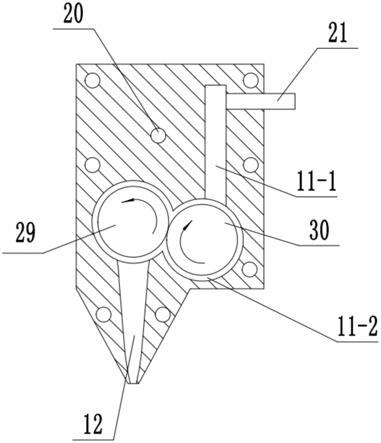
27.图4是图3中刀梁的横向剖视示意图;
28.图中各标号清单为:
[0029]1‑
喷蜡室,2
‑
熔蜡箱,3
‑
型钢输送辊,4
‑
集气管,5
‑
抽风机,6
‑
上刀梁,7
‑ꢀ
下刀梁,8
‑
左刀梁,9
‑
右刀梁,10
‑
送蜡管,11
‑1‑
进料腔,11
‑2‑
容纳腔,12
‑
狭缝,13
‑
过滤器,14
‑
输送泵,15
‑
计量泵,16
‑
箱盖,17
‑
h型钢,18
‑
蜡液,19
‑
高压丝, 20
‑
电加热丝,21
‑
送蜡支管,22
‑
活塞杆,23
‑
调节螺杆,24
‑
手轮,25
‑
电中置加热块,26
‑
过滤网,27
‑
固态石油蜡,28
‑
二次加压泵,29
‑
主动辊,30
‑
从动辊。
具体实施方式
[0030]
下面通过参考附图来详细说明本实用新型。
[0031]
如图1~图4所示,一种成膜雾化型h型钢静电喷蜡装置,包括机架、熔蜡箱2和喷蜡室1,所述熔蜡箱2和喷蜡室1之间通过送蜡管10相连接。所述喷蜡室1设置在h型钢17的输送线上,在喷蜡室1的前后两侧对应开设有h型钢17穿过的进料口和出料口,型钢输送辊3对应设置在进料口和出料口外侧;熔蜡箱2设置在喷蜡室1上方。
[0032]
如图2所示,所述熔蜡箱2为金属箱体,熔蜡箱内部开设有熔蜡腔,用于固态石油蜡27的加热熔化。所述熔蜡箱2的顶部设置为便于固体加料的漏斗状,在箱顶设置可闭合的箱盖16;熔蜡箱2下部设置为便于液体流出的锥形,其底部设置与送蜡管10相连接的出口。所述熔蜡箱2还包括电加热层,例如本实施例所使用的的环绕箱体的电加热丝20,电加热丝20加热使箱内的石油蜡固体熔化,熔化后的蜡液18通过送蜡管10流入喷蜡室1中进行喷涂。在熔蜡腔内还设置有热电偶测温探头和液位计,来实时监测熔蜡箱2内的液体温度和液位。
[0033]
所述熔蜡腔内部设置有过滤网26,过滤网26水平固定在腔体侧壁上,进一步的,所述过滤网26水平固定于熔蜡腔柱形部分与锥形部分的连接处。过滤网26对蜡液18中包含的小块固态石油蜡进行初步过滤,避免堵塞送蜡管10。在所述熔蜡腔内部还设置有中置电加热块25,中置电加热块25为内部设有电加热丝20的金属块,通电后发热,增加固态石油蜡27的受热面积、加快熔化速度;所述中置电加热块25优选固定在过滤网26的中央,避免蜡液在滤网处凝结固化。所述中置电加热块25优选为表面积较大的锥形加热块。
[0034]
在所述送蜡管10上沿流动方向依次设置过滤器13、输送泵14和计量泵15,过滤器13可滤除蜡液中所夹杂的杂质和未完全熔化的蜡块,避免损坏泵体、堵塞刀梁。输送泵14和计量泵15为蜡液提供流动动力、并根据需求调节流量。为了避免蜡液在运输过程中冷却固化,在送蜡管10外壁还设置有电加热层,例如本实施例所使用的环绕送蜡管10的环绕设置电加热丝20。
[0035]
所述喷蜡室1的中部设置喷蜡用的刀梁,刀梁通过长度调节机构固定在喷蜡室1的内壁上,长度调节机构的端部与喷蜡室1内壁之间设置有绝缘瓷瓶。具体来说,环绕h型钢17均设有四根刀梁,分别为上刀梁6、下刀梁7、左刀梁8、右刀梁9。如图4所示,所述刀梁的内部
设有内腔,内腔通过送蜡管10 与熔蜡箱2相连通,所述刀梁靠近h型钢17的一侧沿长度方向开设有狭缝12,狭缝12与内腔相连通。所述刀梁内部还环绕内腔设置加热层,例如本实施例中所使用的电加热丝20,通过加热刀梁确保蜡液在喷涂过程中不发生凝固。所述内腔与狭缝12之间呈逐渐收缩状,且内腔容积较大,能够适应蜡液压力的波动变化,保证喷出蜡液的流量稳定。所述喷蜡室1的顶部出气口通过抽风机5与大气连通。
[0036]
所述刀梁与高压电源的负极相连接,高压电源的正极接地,正极通过机架、型钢输送辊3连接至h型钢17上,刀梁与h型钢17之间形成高压电场。来自熔蜡箱2的蜡液流入刀梁内腔后荷电、再由狭缝12喷出,带负电的蜡雾在高压电场的静电作用下被牢牢吸附在h型钢17表面,形成保护薄膜。
[0037]
优选的,所述位于上刀梁6、下刀梁7上的狭缝12为竖直状,蜡液分别向正下、正上方喷出;位于左刀梁8、右刀梁9上的狭缝12呈向上倾斜状,倾斜角度优选为45
°
~60
°
,蜡液喷出后在重力作用下做微微上翘的平抛运动、当到达型钢表面时,是以几乎垂直的角度涂覆其上,使石油蜡保护层更为均匀。
[0038]
具体来说,所述送蜡管10远离熔蜡箱2的一端分支为四个送蜡支管21,每根送蜡支管21连接一根刀梁。在每根送蜡支管21上均设置有可独立控制的阀门4,工作时可自由控制阀门4开合,即可实现向h型钢表面单面涂蜡、也可实现双面涂蜡,通用性强。
[0039]
所述下刀梁7上的狭缝宽度小于上刀梁6上的狭缝宽度,并且在与下刀梁 7相连接的送蜡支管21上还设置二次加压泵29,使下刀梁7喷出的蜡雾具有更高的速度和压强,抵消重力作用。
[0040]
如图4所示,所述内腔包括由上至下依次连通的进料腔11
‑
1、容纳腔11
‑
2 和狭缝12,所述进料腔11
‑
1顶部与送蜡支管21相连通;所述进料腔11
‑
1、狭缝12分别设置在容纳腔11
‑
2宽度的两侧,在所述容纳腔11
‑
2内还设置有布膜机构。
[0041]
所述布膜机构包括沿刀梁长度方向并排设置的主动辊29和从动辊30,主动辊29与从动辊30反向转动。所述主动辊29由固定在刀梁外壁上的动力机构提供旋转动力,从动辊30通过主动辊29的压紧摩擦而从动旋转。如图4所示,所述进料腔11
‑
1位于容纳腔11
‑
2的右侧顶部,其下方对应从动辊30,所述狭缝12位于容纳腔11
‑
2的左侧底部,其上方对应主动辊29。蜡液由从动辊30 顶部流入,以液膜形态在从动辊30、主动辊29的接触面之间传输,并以薄薄的液膜形态由狭缝12内壁喷出,蜡液更容易荷电、并得到粒径更小的蜡液微粒,静电吸附速度加快,蜡膜厚度降低。
[0042]
所述长度调节机构为螺杆调节机构或液压调节机构。为了提高设备运行的安全性,所述长度调节机构的端部与喷蜡室1内壁之间、长度调节机构的端部与刀梁后端之间均设置有绝缘瓷瓶。
[0043]
当长度调节机构为液压调节机构时,油缸末端通过绝缘瓷瓶固定在喷蜡室 1的内壁上,活塞杆22前端连接刀梁中部,通过活塞杆22的伸缩来实现刀梁与h型钢17之间距离的调整。所述左刀梁8、右刀梁9与相应的活塞杆22前端铰接,左刀梁8、右刀梁9可以铰接轴为轴发生转动,以适应刀梁角度调节时的旋转要求;所述上刀梁6、下刀梁7与相应的活塞杆22前端之间固定连接,不相对旋转。
[0044]
蜡液温度或蜡液批次的改变,都可能造成蜡液粘度的变化,从而使蜡雾的运动轨迹发生变化;为了提高设备的通用性,所述喷蜡室1内还设置有用于调整左刀梁8、右刀梁9
喷射角度的角度调节机构。所述角度调节机构包括调节螺杆23,调节螺杆23一端铰接在刀梁上、另一端贯穿喷蜡室1侧壁后连接手轮24,工人旋转手轮24,就可改变调节位于喷蜡室1内部的调节螺杆23的长度,刀梁也随之以铰接轴为轴进行旋转,从而使狭缝12的喷射角度随之发生变化。所述调节螺杆23、手轮24均为绝缘制品,喷蜡室1内壁与调节螺杆23相接触的内壁上还设置有绝缘垫片;所述刀梁后端面上还设有走绝缘层,调节螺杆23与刀梁后端面的连接处设置有绝缘瓷瓶,以充分绝缘,保证工人操作安全。
[0045]
所述与每根刀梁相连接的调节螺杆23优选设置为两根,对称布置在左刀梁 8、右刀梁9的上下两端,使刀梁均匀受力。
[0046]
所述刀梁与h型钢17之间还设置有加速高压丝19。所述加速高压丝19设置在刀梁与h型钢17的中央,沿型钢的长度方向布置;加速高压丝19连接高压电源负极的一个接头,所述加速高压丝19的电压高于与其对应的刀梁的电压,其数值为高压电源负极电压的三分之一。加速高压丝的作用是为荷电微粒提供加速力,加大了荷电微粒水平喷射的冲力,有效地提高了蜡液喷涂速度;同时,带电的蜡液微粒经加速高压丝后会发生二次微粒化,形成粒径更小的蜡液微粒,使型钢表面的蜡膜厚度进一步降低,更薄更均匀。
[0047]
为了保证蜡液的喷涂方向和效果,所述上刀梁6、下刀梁所对应的加速高压丝19均设置在刀梁水平方向中央,左刀梁8、右刀梁9所对应的加速高压丝 19设置在刀梁竖直方向的上半部,以配合狭缝的倾斜设计,使喷出的蜡液均能被加速高压丝过渡吸附。
[0048]
所述熔蜡箱2的外部、送蜡管10的外部、刀梁的外部均包覆有保温层,例如石棉层,保温隔热,避免热量散失和人员烫伤。
[0049]
所述喷蜡室1外部还设置有操作面板和电气柜,电气柜用于放置相关的电源和电器元件,所述操作面板包括蜡液温度、电压等信息的显示模块,以及设定设备动作的驱动按钮,操作面板连接plc控制器输入端,plc控制器输出端连接电加热丝等可控制部件,plc控制器接收操作面板的控制指令后、驱动部件依令而动。所述plc控制器可选用西门子s7
‑
1200系列,其具体的控制方式并非本实用新型的主体,该领域技术人员可以根据需要自行选择,在此不做详细描述。
[0050]
本实用新型的工作原理为:
[0051]
固态的石油蜡投入熔蜡箱内,在电加热丝和中置电加热块的双重加热下快速熔化,液态石油蜡经送蜡管进入刀梁内腔,在布膜机构的带动下以液膜状流动、并沿狭缝壁喷出,喷出的蜡液荷电、并被分散成更小的微粒,在静电作用下,蜡液微粒经加速高压丝过渡后均匀吸附于型钢表面,形成薄且均匀的蜡膜。
[0052]
实际生产中,通过长度调节机构来调节刀梁与h型钢的相对位置,通过调节螺杆来调节左刀梁、右刀梁的喷射角度,确保蜡液能全面、均匀地包覆h型钢。
[0053]
以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1