一种网格布浸涂胶系统的制作方法
1.本实用新型属于玻璃纤维浸涂胶技术领域,尤其涉及一种网格布浸涂胶系统。
背景技术:
2.玻璃纤维网格布由玻璃纤维经纱和纬纱织造,经涂覆高分子材料而成,一般用于增强石膏、石材、外墙薄抹灰保温体系。涂覆高分子材料的过程称为网格布涂胶。涂胶的目的有二个,一是定型网格布,使网格布具有一定的软硬度,固结经纬节点,使网格布定型,方便使用;二是高分子材料具有一定的耐碱性能,通过涂胶,高分子材料包覆玻璃纤维纤维,保护纤维不受水泥类弱碱性的侵蚀,使玻璃纤维网格布强度保持较长时间。因此,涂胶时纤维充分包覆高分子材料并且布面均匀涂胶对玻璃纤维网格布的质量意义重大。
3.公开专利文件“一种可使多根纤维表面连续浸润上浆剂的浸胶装置”(申请号:cn201220481916.x)提供了一种包含波形导辊组引导纤维束呈波浪形走线的装置,克服了纤维束中残留有气泡的缺陷,精确控制纤维束中上浆量,达到上浆均匀的目的。然而,该结构无法调节胶量,对于网格布进行浸涂胶处理时无法产生良好的定型效果。
技术实现要素:
4.为解决现有技术的以上缺陷,以及针对网格布提供一种充分浸胶的装置,本实用新型提供一种网格布浸涂胶系统,技术方案如下所述:
5.一种网格布浸涂胶系统,包括机架、以及设置在机架上的涂覆装置、胶槽和胶槽升降控制装置;
6.机架包括方形框架结构的主机架和涂胶机架,所述主机架采用方钢材料制作;
7.所述涂胶机架设置于主机架内部下方,采用不锈钢制作,所述胶槽设置于涂胶机架内部、涂胶机架上部横梁的下方。
8.优选的,所述涂覆装置包括设置于胶槽内部的涂胶辊、位于胶槽上方的两根挤压辊,两根所述挤压辊分别为横向设置的升降胶辊和固定钢辊,所述固定钢辊通过第一轴承固定于主机架上,所述升降胶辊可升降地设置于固定钢辊的垂直上方,升降胶辊与固定钢辊之间的距离可调,通过调整升降胶辊与固定钢辊之间的距离调整和控制网格布涂胶量。
9.优选的,所述涂覆装置还包括数字控胶系统,所述数字控胶系统用于控制升降胶辊的升降高度,包括设置于主机架上的伺服电缸、竖向槽体和移动滑块,以及plc控制柜,所述竖向槽体为固定于主机架上的底板、竖向挡板、移动导轨和盖板围成的槽体,移动导轨位于竖向挡板内侧,所述移动滑块卡在移动导轨之间可以沿移动导轨垂直移动,所述伺服电缸固定于盖板上;所述plc控制柜与伺服电缸连接,控制伺服电缸内的升降杆的伸缩;
10.所述升降胶辊通过第二轴承固定至移动滑块上,所述伺服电缸通过升降杆连接升降胶辊两端的移动滑块,通过数控伺服电缸运转联动移动滑块连同升降胶辊上下运动,调节升降胶辊与固定钢轴间距来精确调整网格布涂胶量大小。
11.优选的,所述升降胶辊外部包覆5
‑
8mm厚度的橡胶层,升降压轴下压时有一定的受
压变形和弹性,有利于控制网格布涂胶量并起到一定的保护作用。
12.优选的,所述涂胶辊通过塑料轴套固定在轴托板上,轴托板固定于涂胶机架上。
13.优选的,胶槽置于胶槽托板上,所述胶槽升降控制装置具体为于胶槽托板下方固定连接的两个升降气缸,所述胶槽托板下方两端固定至升降气缸的伸缩杆上,胶槽随升降气缸伸缩杆的伸缩实现升降;所述升降气缸分别通过连接缸体的l型拐臂进一步固定于涂胶机架上。
14.两个升降气缸分置左右,与压缩空气管路连接,有开关把手控制压缩空气开关;打开压缩空气,气缸顶起,胶槽托盘和胶槽一并托起,胶槽两端顶部上顶涂胶机架,胶槽到达工作位置。需要放下胶槽时,可逐渐关闭压缩空气,气缸连同胶槽一同缓缓落下。
15.优选的,所述涂胶机架下部设置转向轴a,上部横梁上设置转向轴b,用于对送入浸涂胶系统的网格布进行导向,导引网格布由下而上,由上斜下,进入胶槽。
16.与现有技术相比,本实用新型的有益效果在于:
17.1、使用本浸涂胶和涂覆系统生产玻璃纤维网格布,浸胶充分,数控压辊升降,胶量控制精确,高分子材料包覆纤维充分,网格布定型效果好;
18.2、所述主机架用于固定两根挤压辊;所述涂胶机架设置于主机架内部下方,采用不锈钢制作,所述胶槽设置于涂胶机架内部、涂胶机架上部横梁的下方,涂胶机架用于固定转向轴a、转向轴b和涂胶辊,涂胶机架上部横梁还起压制胶槽作用;
19.3、使用本涂胶槽升降控制装置生产玻璃纤维网格布,气动控制胶槽升降,准确到位,结构紧凑,操作简洁,使用方便;气动控制胶槽升降,操作简洁;
20.4、本浸涂胶系统结构紧凑,烘箱可以装在主机架上,在主机架上方,网格布涂胶后直接进入烘箱烘干。
附图说明
21.构成本实用新型的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
22.图1为本实用新型提供的网格布浸涂胶系统中涂覆装置的主视图;
23.图2为本实用新型提供的网格布浸涂胶系统中涂覆装置的侧视图;
24.图3为本实用新型提供的网格布浸涂胶系统中数字控胶系统的侧视图;
25.图4为本实用新型提供的网格布浸涂胶系统中胶槽升降控制装置的主视图;
26.图5为本实用新型提供的网格布浸涂胶系统中胶槽升降控制装置的侧视图;
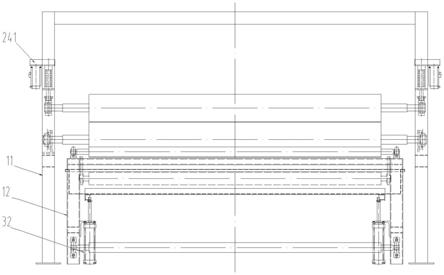
27.图6为本实用新型提供的网格布浸涂胶系统完整结构主视图;
28.图7为本实用新型提供的网格布浸涂胶系统完整结构侧视图;
29.图8为本实用新型提供的网格布浸涂胶系统中手动控制阀的工作原理示意图。
30.其中,1
‑
机架,2
‑
涂覆装置,3
‑
胶槽,4
‑
网格布;
31.11
‑
主机架,12
‑
涂胶机架,21
‑
涂胶辊,22
‑
升降胶辊,23
‑
固定钢辊,24
‑
数字控胶系统,31
‑
胶槽托板,32
‑
升降气缸;
32.121
‑
转向轴a,122
‑
转向轴b;
33.211
‑
轴托板,221
‑
第二轴承,222
‑
橡胶层,231
‑
第一轴承,241
‑
伺服电缸,242
‑
竖向
槽体,243
‑
移动滑块,2421
‑
底板,2422
‑
竖向挡板,2423
‑
移动导轨,2424
‑
盖板。
具体实施方式
34.应该指出,以下详细说明都是示例性的,旨在对本实用新型提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本实用新型所属技术领域的普通技术人员通常理解的相同含义。
35.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本实用新型的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
36.一种网格布浸涂胶系统,包括机架1、以及设置在机架上的涂覆装置2、胶槽3和胶槽升降控制装置。
37.如图1所示,机架1包括方形框架结构的主机架11和涂胶机架12,所述主机架11采用方钢材料制作;
38.所述涂胶机架12设置于主机架11内部下方,采用不锈钢制作,所述胶槽3设置于涂胶机架12内部、涂胶机架12上部横梁的下方。
39.如图1和图2所示,所述涂覆装置2包括设置于胶槽3内部的涂胶辊21、位于胶槽3上方的两根挤压辊,两根所述挤压辊分别为横向设置的升降胶辊22和固定钢辊23,所述固定钢辊23通过第一轴承231固定于主机架11上,所述升降胶辊22可升降地设置于固定钢辊23的垂直上方,通过调整升降胶辊22与固定钢辊23之间的距离调整和控制网格布涂胶量。
40.如图1、图2和图3所示,所述涂覆装置还包括数字控胶系统24,所述数字控胶系统24用于控制升降胶辊22的升降高度,所述数字控胶系统24包括设置于主机架11上的伺服电缸241、竖向槽体242和移动滑块243,以及plc控制柜,所述竖向槽体242为固定于主机架上的底板2421、竖向挡板2422、移动导轨2423和盖板2424围成的槽体,移动导轨2423位于竖向挡板2422内侧,所述移动滑块243卡在移动导轨2423之间可以沿移动导轨2423垂直移动,所述伺服电缸241固定于盖板2424上;所述plc控制柜与伺服电缸连接,控制伺服电缸内的升降杆的伸缩;
41.伺服电缸241包括伺服电机、丝杠和升降杆,伺服电机和丝杠通过同步带平行同步联结在一起,丝杠与升降杆串联,伺服电机带动丝杠转动,丝杠带动升降杆上下折返移动;
42.所述升降胶辊22通过第二轴承221固定至移动滑块243上,所述伺服电缸241通过升降杆连接升降胶辊两端的移动滑块,通过数控伺服电缸运转联动移动滑块243连同升降胶辊22上下运动,调节升降胶辊22与固定钢轴23间距来精确调整网格布涂胶量大小。所述plc控制柜与伺服电缸连接,在数显面板上输入数据,规定升降胶轴上下位置,对应伺服电缸的运转,升降胶辊的垂直高度数据可精确至0.01mm。
43.作为一个典型的实施例,如图3所示,升降胶辊22外部包覆5
‑
8mm厚度的橡胶层222,升降压轴下压时有一定的受压变形和弹性,有利于控制网格布涂胶量并起到一定的保护作用。
44.图4为涂胶机架12的主视图,图5为涂胶机架的侧视图,如图4和图5所示,所述涂胶辊21通过塑料轴套固定在轴托板211上,轴托板211固定于涂胶机架12上。
45.如图6所示,胶槽3置于胶槽托板31上,所述胶槽升降控制装置具体为于胶槽托板31下方固定连接的两个升降气缸32,所述胶槽托板31下方两端固定至升降气缸32的伸缩杆上,胶槽3随升降气缸伸缩杆的伸缩实现升降;所述升降气缸32分别通过连接缸体的l型拐臂进一步固定于涂胶机架12上。胶槽托板31采用角钢制作,长度比胶槽稍短。胶槽托板下方两端固定于两个升降气缸伸缩杆上,气缸伸缩杆分别与胶槽托板通过螺栓联结,胶槽托板与气缸伸缩杆同上下。
46.两个升降气缸分置左右,与压缩空气管路连接,有开关把手控制压缩空气开关;打开压缩空气,气缸顶起,胶槽托盘和胶槽一并托起,胶槽两端顶部上顶涂胶机架,胶槽到达工作位置。需要放下胶槽时,可逐渐关闭压缩空气,气缸连同胶槽一同缓缓落下。
47.如图8所示,升降气缸上下气口分别与手动控制阀a、b出气孔连接,手动控制阀进气孔与压缩空气管路连接;手动控制阀控制压缩空气开关;手动控制阀手柄拨至中间位置位置,气缸稳定不动;手动控制阀手柄拨至01位置,气缸收缩;手动控制阀手柄拨至02位置,气缸顶起;胶槽托板和胶槽随气缸同步上下。气缸顶起后,胶槽两端顶部上顶涂胶机架,胶槽到达上限位置,即胶槽工作位置,可以加入胶水,涂胶生产。生产结束,需要放下胶槽时,压缩空气控制阀手柄拨至01位置,气缸伸缩,气缸连同胶槽一同缓缓落下。本升降装置使用压缩空气压力4
‑
6mpa。
48.如图2所示,所述涂胶机架12下部设置转向轴a121,上部横梁上设置转向轴b122,用于对送入浸涂胶系统的网格布进行导向,导引网格布由下而上,由上斜下,进入胶槽3。
49.利用本实用新型提供的浸涂胶系统进行浸涂胶的方法为:玻璃纤维网格布经两根转向轴进入装有特定高分子乳液的胶槽中浸透,过沉入胶槽的涂胶辊转向,进入两根上下轴组成的s型辊轴,通过上部胶辊和下部钢棍的挤压,多余胶乳集聚在上部胶辊和下部钢棍圆周形成的夹角区域,网格布在挤压前再一次涂覆,然后网格布进入烘箱烘干定型,形成稳定的高分子材料涂覆保护膜。
50.所述主机架11用于固定两根挤压辊;所述涂胶机架12设置于主机架11内部下方,采用不锈钢制作,所述胶槽3设置于涂胶机架12内部、涂胶机架12上部横梁的下方,涂胶机架12用于固定转向轴a、转向轴b和涂胶辊,涂胶机架12上部横梁还起压制胶槽作用。
51.使用本涂胶槽升降控制装置生产玻璃纤维网格布,气动控制胶槽升降,准确到位,结构紧凑,操作简洁,使用方便。
52.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1