一种基于均匀度的喷涂方法与流程
1.本发明涉及涂料喷涂方法领域,具体而言,涉及一种基于均匀度的喷涂方法。
背景技术:
2.传统的喷涂作业主要通过喷涂工人手持喷枪进行人工喷涂完成,其喷涂质量容易受到喷涂工人经验、情绪等的影响,难以保持稳定。同时喷涂环境中容易挥发大量有害的气体会严重影响喷涂工人的身心健康。随着工业化生产,对自动化水平,优化程度和涂料的喷涂质量需求日益提高,引入一些设备进行自动化喷涂使得喷涂工艺更加环保节能、健康以及安全,但虽然大部分工厂引入一些自动化喷涂设备,能在一定程度上能提高喷涂的效率,但由于型材运行过程中,没有选择合适的速度,在喷涂过程中未喷涂完整的周期,使得型材的上端以及型材的下端存在不同膜厚,同时现有技术中的喷涂设备中存在涂料喷涂不合理、均匀性差的问题,不能保证喷涂质量的一致性,且涂料的损耗大,因此,需要对喷涂的工艺进行改进,从而获得更加均匀的涂层。
3.综上,在涂料喷涂的技术领域,仍然存在亟待解决的上述问题。
技术实现要素:
4.基于此,为了解决现在技术中涂料喷涂不合理、均匀性差的问题,本发明提供了一种基于均匀度的喷涂方法,具体技术方案如下:
5.一种基于均匀度的喷涂方法,包括以下步骤:
6.在型材的测试区域进行横向单行喷涂一次;
7.对喷涂后的单行进行竖向激光测厚,得到一个竖向位置与涂层厚度的关系数据;
8.所述关系数据放置于坐标轴上,对数据点拟合得到曲线;
9.曲线按照正态分布规则,建立正态分布模型,通过模拟重叠喷涂得到两个相邻的喷枪喷涂后的叠加涂层的关系,在保证所述叠加涂层的厚度相同的情况下,获得所述两个相邻的喷枪之间的喷涂距离s;
10.根据型材的长度l1和所述喷枪的运动速度v1,获得喷枪往返一次的周期t1;
11.根据所述喷枪的个数n,所述喷枪到型材的距离为h,以及所述喷枪的喷射角2θ,得到n个所述喷枪一次可喷的宽度d,进而得到每个所述型材的喷涂时间t2,其中v2为所述型材的运动速度;
12.根据所述喷枪的喷涂周期m、所述喷枪往返一次的时间t1以及每个型材的喷涂时间t2,在型材上进行喷涂获得厚度均匀的涂层。
13.优选地,根据所述正态分布获得粉末在坐标轴上的有效喷涂范围为6σ。
14.优选地,所述正态分布的模型为其中
‑
3σ≤x≤3σ。
15.优选地,为了保证两个相邻的喷枪喷出的粉末叠加后的涂层厚度相同,使得f(x)
=f(x)+f(x
‑
s)在叠加区域的数值趋于一条直线,令从而求得相邻两个相邻的喷枪之间的距离s,所述两个相邻的喷枪之间的喷涂距离s为:s=2σ,即
16.优选地,所述喷枪往返一次的时间t1为:t1=l/v1;其中,l为所述喷枪往返一次的行程,l=2*(l1+l1+l2),所述型材的长度为l1,喷枪在喷涂粉末的时,超出所述型材一端的长度为l1,超出所述型材另一端的长度为l2。
17.优选地,n个所述喷枪一次可喷的宽度d满足以下公式:d=(n
‑
1)*s+2*h*tanθ。
18.优选地,所述喷枪的喷涂周期数m、所述喷枪往返一次的时间t1以及所述每个型材的喷涂时间t2满足以下公式:mt1=t2。
19.优选地,每个所述型材的喷涂时间t2满足以下公式:
20.优选地,所述喷枪到型材的距离h为20cm
‑
30cm。
21.优选地,每个所述型材上所述喷枪的喷涂周期数均为整数。
22.上述方案中,通过构建正态曲线,对喷涂方法进行改进,能有效改进现在技术中喷涂设备设置不合理,喷涂效率低以及喷涂效果差的问题;通过本发明的喷涂方法,能获得显著的喷涂均匀性,且能明显提高喷涂效率,保证喷涂有效面积,减少涂料的损耗,进而降低喷涂的成本。另外,本发明的喷涂方法可操作性强,安全性高。
附图说明
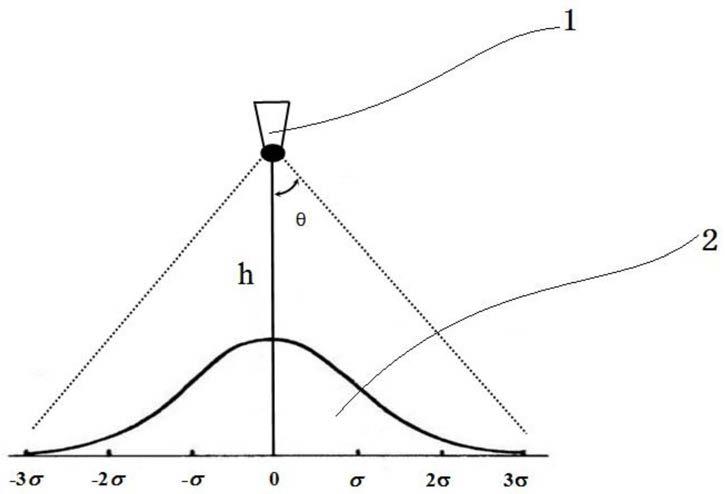
23.图1是本发明一实施例中一种基于均匀度的喷涂方法的喷枪与涂层厚度的示意图;
24.图2是本发明一实施例中一种基于均匀度的喷涂方法的两个喷枪的涂层厚度叠加示意图;
25.图3是本发明一实施例中一种基于均匀度的喷涂方法的涂料在型材上的喷涂轨迹示意图。
26.附图标记说明:
27.1、喷枪;2、涂层厚度。
具体实施方式
28.为了使得本发明的目的、技术方案及优点更加清楚明白,以下结合其实施例,对本发明进行进一步详细说明。应当理解的是,此处所描述的具体实施方式仅用以解释本发明,并不限定本发明的保护范围。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.如图1
‑
3所示,本发明一实施例中提供一种基于均匀度的喷涂方法,包括以下步骤:
31.在型材的测试区域进行横向单行喷涂一次;
32.对喷涂后的单行进行竖向激光测厚,得到一个竖向位置与涂层厚度的关系数据;
33.将所述关系数据放置于坐标轴上,对数据点拟合得到曲线;
34.将所述曲线按照正态分布规则建立正态分布模型,通过模拟重叠喷涂得到两个相邻的喷枪喷涂后的叠加涂层的关系,在保证所述叠加涂层的厚度相同的情况下,获得所述两个相邻的喷枪之间的喷涂距离s;
35.根据所述型材的长度l1和所述喷枪的运动速度v1,获得喷枪往返一次的周期t1;
36.根据所述喷枪的个数n、所述喷枪到型材的距离h以及所述喷枪的喷射角2θ,得到n个所述喷枪一次可喷的宽度d,d=(n
‑
1)*s+2*h*tanθ,进而得到每个所述型材的喷涂时间其中v2为所述型材的运动速度;
37.根据所述喷枪的喷涂周期数m、所述喷枪往返一次的时间t1以及每个型材的喷涂时间t2,在型材上进行喷涂获得厚度均匀的涂层。
38.通过本发明的喷涂方法,能获得显著的喷涂均匀性,且能明显提高喷涂效率,保证喷涂有效面积,减少涂料的损耗,进而降低喷涂的成本。另外,本发明的喷涂方法可操作性强,安全性高。
39.在其中一个实施例中,所述关系数据符合正态分布:n(0,σ2)。
40.在其中一个实施例中,在所述正态分布中,在坐标轴上左边选取涂层厚度最小处坐标为(
‑
3σ,0)。
41.在其中一个实施例中,在所述正态分布中,在坐标轴上右边选取涂层厚度最小处坐标为(3σ,0)。
42.在其中一个实施例中,根据所述正态分布获得粉末在坐标轴上的有效喷涂范围为6σ。
43.在其中一个实施例中,所述正态分布的模型为其中
‑
3σ≤x≤3σ。
44.在其中一个实施例中,所述两个相邻的喷枪之间的喷涂距离s为:s=2σ,即为了保证两个相邻的喷枪喷出的粉末叠加后的涂层厚度相同,使得f(x)=f(x)+f(x
‑
s)在叠加区域的数值趋于一条直线,令从而求得相邻两个相邻的喷枪之间的距离s。
45.在其中一个实施例中,所述喷枪往返一次的时间t1为:t1=l/v1;其中,l为所述喷枪往返一次的行程,l=2*(l1+l1+l2),所述型材的长度为l1,喷枪在喷涂粉末的时,超出所述型材一端的长度为l1,超出所述型材另一端的长度为l2。
46.在其中一个实施例中,所述喷枪的喷涂周期数m、所述喷枪往返一次的时间t1以及所述每个型材的喷涂时间t2满足以下公式:mt1=t2。
47.在其中一个实施例中,当满足以下公式时,能保证涂层厚度的一致:
[0048][0049][0050][0051]
其中,所述d为n个喷枪一次可喷的宽度;所述v2为链条速度;所述m为喷涂周期;所述l为喷枪往返一次的行程;所述v1为喷枪运动速度。
[0052]
在其中一个实施例中,所述喷涂周期数m为所述喷枪往返一次的周期数。
[0053]
在其中一个实施例中,所述涂料在所述型材上的喷涂轨迹呈震荡波形状。
[0054]
在其中一个实施例中,所述喷枪的运动方向和型材的运动方向相垂直。
[0055]
在其中一个实施例中,每个所述型材上所述喷枪的喷涂周期数均为整数。如此设置能有效保证喷涂的效果,获得更高的喷涂均匀性;同时,通过设置所述喷涂周期数m,能获得不同的涂层厚度。
[0056]
在其中一个实施例中,所述喷枪到型材的距离h为20
‑
30cm。
[0057]
上述方案中,设定h、θ、n、l1、l2、v1为定值,通过调整两个相邻的喷枪之间的喷涂距离s为根据所述型材的长度l1以及所需涂层的厚度选择喷涂周期数m,调整型材运动的速度v2就能可以保证涂层厚度的均匀性,具有容易操作的优点。
[0058]
如
[0059]
为了进一步阐述上述的方案,举例说明。
[0060]
一排喷枪的支数为n=10个,喷枪到型材表面的距离为h=30cm,喷枪的喷射角为2θ=60
°
,喷枪运动速度v1=55m/min,相邻的喷枪之间的喷涂距离超出所述型材一端的长度为l1=20cm,超出所述型材另一端的长度为l2=20cm,得到具体的调控参数如表1所示。
[0061]
表1:
[0062]
l1(m)m(周期数)v
2(
m/min
)
622.985.623.184.623.814.632.54
[0063]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0064]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护
范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1