一种无气式梳齿出胶阀模块的制作方法
1.本实用新型涉及点胶领域,具体涉及一种无气式梳齿出胶阀模块。
背景技术:
2.点胶是生产过程中常用的一种加胶方式,胶阀是点胶工序中用于点胶的元件,胶阀的工作过程是将熔化的热熔胶加到需要的位置处。
3.现在常用的热熔胶纤维出胶模块均采用压缩空气辅助,将熔化状态的热熔胶经过纤维出胶模块在高压空气的作用下以细丝纤维的形式喷出,由于气压不稳定喷出的细丝纤维状胶水不均匀。
技术实现要素:
4.本实用新型的目的是:提供一种无气式梳齿出胶阀模块,解决以上问题。
5.为了实现上述目的,本实用新型提供如下的技术方案:
6.一种无气式梳齿出胶阀模块,包括针阀、基座、夹块以及梳齿;所述针阀上设置有上胶道和顶针,所述基座上设置有安装孔、下胶道以及侧槽,所述针阀的上胶道与下胶道连通,所述下胶道和侧槽连通,所述针阀与基座连接,所述夹块通过基座与针阀连接,所述梳齿具体位于基座和夹块之间,所述梳齿上设置有镂空部,所述侧槽与梳齿位置相对应,所述夹块上设置有胶槽、通孔以及储胶槽,所述顶针具体位于上胶道内。
7.进一步的,所述针阀通过安装孔与基座连接,所述顶针与上胶道和下胶道的交汇处位置相对应,所述胶槽通过通孔与储胶槽连通,所述通孔有多个,所述通孔与镂空部位置相对应。
8.进一步的,所述安装孔与上胶道同心,所述下胶道包括上槽、下槽以及横槽,所述胶槽和侧槽位置相对应,所述胶槽通过镂空部与侧槽连通,所述镂空部有多个。
9.进一步的,所述下槽通过上槽与上胶道连通,所述下槽通过侧槽与镂空部连通,所述镂空部在梳齿长度方向上呈直线阵列状分布,所述横槽与侧槽的中部连通。
10.进一步的,所述顶针与上胶道和上槽尺寸相配合,所述侧槽和胶槽均呈长条状,所述侧槽和胶槽位于梳齿的两侧。
11.本实用新型的有益效果为:提供一种无气式梳齿出胶阀模块,通过针阀、基座、夹块、梳齿、胶槽、通孔以及储胶槽相互配合使用,通过将胶水经过有多个镂空部的梳齿将胶水排出,实现不需要高压空气辅助,靠多镂空部梳齿输出细丝纤维状胶水的效果,提高了输出细丝纤维状胶水形状的稳定性,提高了粘接后产品的品质。
附图说明
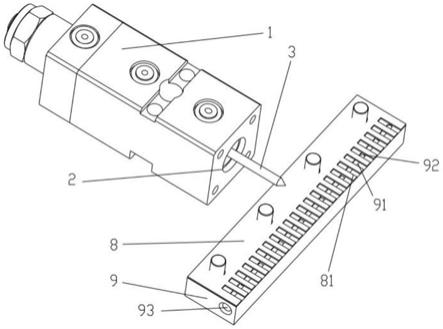
12.图1为本实用新型一种无气式梳齿出胶阀模块的整体结构轴测图。
13.图2为本实用新型一种无气式梳齿出胶阀模块的部分结构轴测图。
14.图3为本实用新型一种无气式梳齿出胶阀模块的又一部分结构轴测图。
15.图4为本实用新型一种无气式梳齿出胶阀模块的部分结构轴侧的剖视图。
16.图中:1、针阀;2、上胶道;3、顶针;4、基座;5、安装孔;6、下胶道;61、上槽;62、下槽;63、横槽;7、侧槽;8、梳齿;81、镂空部;9、夹块;91、胶槽;92、通孔;93、储胶槽。
具体实施方式
17.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
18.参考图1至图4,一种无气式梳齿出胶阀模块,包括针阀1、基座4、夹块9以及梳齿8;所述针阀1上设置有上胶道2和顶针3,所述基座4上设置有安装孔5、下胶道6以及侧槽7,所述安装孔5用于安装针阀1,所述针阀1的上胶道2与下胶道6连通,用于向基座4提供胶水,所述下胶道6和侧槽7连通,用于向侧槽7内提供胶水,所述针阀1与基座4连接,所述夹块9通过基座4与针阀1连接,所述梳齿8具体位于基座4和夹块9之间,所述梳齿8上设置有镂空部81,用于将侧槽7提供的胶水排出,并确保经过镂空部81排出的胶水成细丝纤维状,所述侧槽7与梳齿8位置相对应,所述夹块9上设置有胶槽91、通孔92以及储胶槽93,用于储存多于的胶水,并确保镂空部81提供的胶水持续稳定,所述顶针3具体位于上胶道2内,用于控制上胶道2向下胶道6提供胶水。
19.所述针阀1通过安装孔5与基座4连接,所述顶针3与上胶道2和下胶道6的交汇处位置相对应,用于方便将下胶道6堵上,阻断胶水的输送,所述胶槽91通过通孔92与储胶槽93连通,所述通孔92有多个,所述通孔92与镂空部81位置相对应,用于储存多于的胶水,并确保镂空部81提供的胶水持续稳定。
20.所述安装孔5与上胶道2同心,所述下胶道6包括上槽61、下槽62以及横槽63,所述胶槽91和侧槽7位置相对应,所述胶槽91通过镂空部81与侧槽7连通,用于充当胶路,所述镂空部81有多个,用于提供多条细丝状胶水。
21.所述下槽62通过上槽61与上胶道2连通,用于充当胶路,所述下槽62通过侧槽7与镂空部81连通,用于充当胶路,所述镂空部81在梳齿8长度方向上呈直线阵列状分布,所述横槽63与侧槽7的中部连通。
22.所述顶针3与上胶道2和上槽61尺寸相配合,所述侧槽7和胶槽91均呈长条状,所述侧槽7和胶槽91位于梳齿8的两侧。
23.本实用新型的工作原理为:当开始加胶工作前,将装置和热熔胶机连接,然后开始加胶步骤:首先热熔胶机将熔化的热熔胶通过针阀1的上胶道2流入下胶道6内,进而胶水依次经过上槽61、下槽62以及横槽63倒到侧槽7内,进而胶水将侧槽7内布满,进一步的胶水经过镂空部81排出装置到达产品上,在此过程中多于的胶水经过镂空部81到达胶槽91内,进而胶槽91内多于的胶水进入储胶槽93内,在热熔胶机提供的胶水的压力下不断的向产品提供胶水,当完成点胶步骤时在外部控制系统的控制下针阀1工作带动顶针3将下胶道6堵上,此时缺少热熔胶机提供的压力,此时热熔胶机不能向装置继续供胶。
24.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种无气式梳齿出胶阀模块,其特征在于:包括针阀(1)、基座(4)、夹块(9)以及梳齿(8);所述针阀(1)上设置有上胶道(2)和顶针(3),所述基座(4)上设置有安装孔(5)、下胶道(6)以及侧槽(7),所述针阀(1)的上胶道(2)与下胶道(6)连通,所述下胶道(6)和侧槽(7)连通,所述针阀(1)与基座(4)连接,所述夹块(9)通过基座(4)与针阀(1)连接,所述梳齿(8)具体位于基座(4)和夹块(9)之间,所述梳齿(8)上设置有镂空部(81),所述侧槽(7)与梳齿(8)位置相对应,所述夹块(9)上设置有胶槽(91)、通孔(92)以及储胶槽(93),所述顶针(3)具体位于上胶道(2)内。2.根据权利要求1所述的一种无气式梳齿出胶阀模块,其特征在于:所述针阀(1)通过安装孔(5)与基座(4)连接,所述顶针(3)与上胶道(2)和下胶道(6)的交汇处位置相对应,所述胶槽(91)通过通孔(92)与储胶槽(93)连通,所述通孔(92)有多个,所述通孔(92)与镂空部(81)位置相对应。3.根据权利要求2所述的一种无气式梳齿出胶阀模块,其特征在于:所述安装孔(5)与上胶道(2)同心,所述下胶道(6)包括上槽(61)、下槽(62)以及横槽(63),所述胶槽(91)和侧槽(7)位置相对应,所述胶槽(91)通过镂空部(81)与侧槽(7)连通,所述镂空部(81)有多个。4.根据权利要求3所述的一种无气式梳齿出胶阀模块,其特征在于:所述下槽(62)通过上槽(61)与上胶道(2)连通,所述下槽(62)通过侧槽(7)与镂空部(81)连通,所述镂空部(81)在梳齿(8)长度方向上呈直线阵列状分布,所述横槽(63)与侧槽(7)的中部连通。5.根据权利要求1所述的一种无气式梳齿出胶阀模块,其特征在于:所述顶针(3)与上胶道(2)和上槽(61)尺寸相配合,所述侧槽(7)和胶槽(91)均呈长条状,所述侧槽(7)和胶槽(91)位于梳齿(8)的两侧。
技术总结
本实用新型涉及一种无气式梳齿出胶阀模块,包括针阀、基座、夹块以及梳齿;所述针阀上设置有上胶道和顶针,所述基座上设置有安装孔、下胶道以及侧槽,所述针阀的上胶道与下胶道连通,所述下胶道和侧槽连通,所述针阀与基座连接,所述夹块通过基座与针阀连接,所述梳齿具体位于基座和夹块之间,所述梳齿上设置有镂空部,所述侧槽与梳齿位置相对应,所述夹块上设置有胶槽、通孔以及储胶槽,所述顶针具体位于上胶道内。本实用新型提供一种无气式梳齿出胶阀模块,提高了输出细丝纤维状胶水形状的稳定性,提高了粘接后产品的品质。提高了粘接后产品的品质。提高了粘接后产品的品质。
技术研发人员:童礼兵
受保护的技术使用者:苏州博伦热熔胶机械有限公司
技术研发日:2021.02.04
技术公布日:2021/10/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1