一种悬空集成烘烤的表面处理生产线的制作方法
1.本实用新型涉及表面处理技术,尤其涉及一种悬空集成烘烤的表面处理生产线。
背景技术:
2.随着工业产品表面处理不断增多,对质量要求的不断提高,造成人工成本成倍的增加,同时国家对环境排放要求的提高,就门窗材料表面处理来讲,对门窗外观质量的要求也越来越高,因此对门窗的表面处理工艺提出了越来越高的要求。
3.目前,门窗的表面处理一般包括设有喷涂和木纹转印两道工序,而喷涂工序和木纹转印工序通常都采用两套设备并分别结合人工作业完成,这就造成喷涂+木纹转印工序设备投入大,工艺复杂,生产效率较低,人工劳动强度大,不适用于大批量、大规模的生产作业。
技术实现要素:
4.针对上述情况,本实用新型的目的在于提供一种悬空集成烘烤的表面处理生产线,它采用集成式转运区两侧分别对称设置喷涂区和木纹转运区的结构设计,从而克服现有技术采用两套设备分开手工作业存在的缺陷,结合烤房呈悬空状设置,可使烤房保持恒温连续作业,能有效提高烘烤作业效率,以及节省能源消耗,并且整体结构科学合理、简单紧凑,安装和使用方便,市场前景广阔,便于推广使用。
5.为了实现上述目的,一种悬空集成烘烤的表面处理生产线,它包括集成烘烤系统、机器人自动表面处理集装箱、工件自动转移传送装置;所述集成烘烤系统包括箱式悬空集成烤房和集成式转运区,所述机器人自动表面处理集装箱包括箱式集成喷涂区和箱式集成木纹转印区,所述箱式集成喷涂区和箱式集成木纹转印区分布于集成式转运区的相对两端,且箱式集成喷涂区和箱式集成木纹转印区分别经工件自动转移传送装置与集成式转运区连接;所述箱式悬空集成烤房位于集成式转运区的上方并呈悬空状设置,所述集成式转运区包括设置若干转运工位,且每个转运工位的底部分别设有顶升机构。
6.为了实现结构、效果优化,其进一步的措施是:所述集成式转运区中的若干转运工位呈相邻间隔并列分布,且集成式转运区中的若干转运工位与箱式集成喷涂区和箱式集成木纹转印区的中心连线在同一直线上。
7.所述集成式转运区中设有2~3个转运工位且相邻间隔并列分布。
8.所述集成式转运区中若干转运工位底部的顶升机构内设有防坠装置。
9.所述箱式悬空集成烤房的顶端设有在线废气处理装置。
10.本实用新型相比现有技术所产生的有益效果:
11.(ⅰ)本实用新型采用集成式转运区的两端对称分布设置箱式集成喷涂区和箱式集成木纹转印区,能集喷涂+木纹转印工序作业于一体,解决了现有技术采用两套设备分开手工作业存在的问题,结合工件自动转移传送,能实现自动化连续作业,有效减轻了人工劳动强度,大幅提升了生产效率,同时占用场地面积小,投资成本低,能满足用户规模化批量生
产的需求,并且整体结构简单,安装和使用方便;
12.(ⅱ)本实用新型采用箱式悬空集成烤房的结构,烘烤作业时,通过转运工位底部设有的顶升机构可将转运工位上待烘烤的工件从烤房底部送入烤房内,现有技术一般采用烤房打开侧门送料,造成烤房内的高温气体大量向外扩散,导致烤房反复升降温能源浪费大,而本技术采用底部送料只需打开烤房底门,同时一般烤房内的高温气体很少通过底门向外扩散,有利于烘烤作业过程中烤房保持恒温不变,解决了烤房反复升降温浪费能源影响烘烤作业效率的问题,有效降低了运行成本低;
13.(ⅲ)本实用新型中的喷涂区、木纹转印区、烤房均采用箱式集成的结构,与现有开放式结构相比,设备的安装和拆卸简单,整体转运方便,极大减少了售后服务人员的现场工作量,用户满意度较高;
14.(ⅳ)本实用新型采用箱式集成烤房的顶端设有在线废气处理装置,能对烘烤作业产生的废气进行及时处理,有利于保护环境,达到节能、环保、高效的目的;
15.(
ⅴ
)本实用新型采用集成式转运区两侧分别对称设置喷涂区和木纹转运区的结构设计,从而克服现有技术采用两套设备手工作业存在的缺陷,结合烤房呈悬空状设置,可使烤房保持恒温连续作业,能有效提高烘烤作业效率,以及节省能源消耗,并且整体结构科学合理、简单紧凑,安装和使用方便,具有显著的经济效益和社会效益。
16.本实用新型广泛适用于表面处理配套使用。
17.下面结合附图和实施例对本实用新型作进一步详细说明。
附图说明
18.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
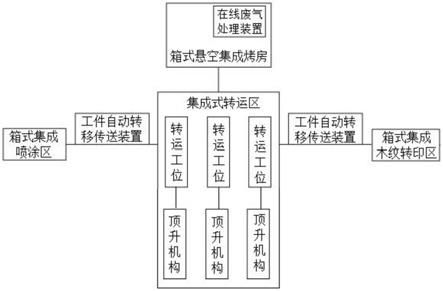
19.图1为本实用新型的整体结构框图。
具体实施方式
20.参照图1,本实用新型是这样实现的:一种悬空集成烘烤的表面处理生产线,它包括集成烘烤系统、机器人自动表面处理集装箱、工件自动转移传送装置;所述集成烘烤系统包括箱式悬空集成烤房和集成式转运区,所述机器人自动表面处理集装箱包括箱式集成喷涂区和箱式集成木纹转印区,所述箱式集成喷涂区和箱式集成木纹转印区分布于集成式转运区的相对两端,且箱式集成喷涂区和箱式集成木纹转印区分别经工件自动转移传送装置与集成式转运区连接;所述箱式悬空集成烤房位于集成式转运区的上方并呈悬空状设置,所述集成式转运区包括设置若干转运工位,且每个转运工位的底部分别设有顶升机构。
21.如图1所示,本实用新型中集成式转运区中的若干转运工位呈相邻间隔并列分布,且集成式转运区中的若干转运工位与箱式集成喷涂区和箱式集成木纹转印区的中心连线在同一直线上,采用设置同一直线的结构,有利于缩短工件转移输送距离,同时方便工件自动转移传送装置的往返运行,达到节能降耗,提高表面处理生产效率的目的;所述集成式转运区中一般设置2~3个转运工位且相邻间隔并列分布,利用相邻间隔并列分布的结构,方便转运工位的轮换作业,有利于烘烤作业的连续运转;所述集成式转运区中若干转运工位底部的顶升机构内设有防坠装置,通过防坠装置可避免顶升机构发生自动降落等意外事
故,从而保障顶升作业过程安全可靠;所述箱式悬空集成烤房的顶端设有在线废气处理装置,方便对烘烤作业产生的废气进行及时处理,达到节能、环保、高效的目的。
22.结合图1所示,利用本实用新型进行表面处理的工艺方法,它包括以下步骤:
23.1)首先将待处理工件输送至箱式集成喷涂区,经机器人对工件表面进行喷涂作业;
24.2)将完成表面喷涂作业的工件经工件自动转移传送装置转移输送至集成式转运区中某个空的转运工位上,所述某个空的转运工位应与该工件喷涂作业区的距离最短,以利于节约转移输送的时间,缩短转移距离;
25.3)待转运工位上的工件放置好后,接着启动其底部的顶升机构,驱动工件向上运行至箱式悬空集成烤房内,对工件进行喷涂烘烤作业,由于烘烤作业时,箱式悬空集成烤房内保持恒温不变,因此烘烤作业时间不长,效率很高,同时安装在箱式悬空集成烤房顶端的在线废气处理装置持续运行并进行废气处理,达到节能、环保、高效的目的;
26.4)完成喷涂烘烤作业后,经顶升机构将工件向下运行从箱式悬空集成烤房中脱离出来,接着可将另一个放置好工件的转运工位顶升向上运行至箱式悬空集成烤房内进行烘烤作业;
27.5)将完成喷涂烘烤作业的工件,经工件自动转移传送装置将工件从集成式转运区输送至箱式集成木纹转印区,由机器人对工件表面进行木纹转印作业;
28.6)将完成表面木纹转印作业的工件经工件自动转移传送装置输送至集成式转运区中某个空的转运工位上,接着启动转运工位底部的顶升机构,驱动工件向上运行至箱式悬空集成烤房内,对工件进行木纹转印烘烤作业;
29.7)完成木纹转印烘烤作业后,经顶升机构将工件向下运行从箱式悬空集成烤房中脱离出来,随后将工件从转运工位的侧面输送入仓库储存;
30.8)重复上述步骤1)~步骤7),实现自动连续循环作业。
31.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,并根据本实用新型的技术方案及其构思加以等同替换或改变,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1