一种底涂极片涂布装置的制作方法
1.本实用新型涉及电池生产技术领域,具体涉及一种底涂极片涂布装置。
背景技术:
2.箔材涂布作为电池极片制作的关键工序,主要通过箔材底涂布、底涂布烘烤、底涂布二次涂布、二次涂布烘烤完成电池极片制作,由于二次涂布极片表面无任何处理,若二次涂布厚度偏厚,涂布的粘结性变弱,导致涂布的一致性差;另外,涂布烘烤过程极片容易开裂;其次,涂布完成后到下一工序辊压过程容易掉粉、粘辊,影响极片单体容量及生产效率。
技术实现要素:
3.本实用新型的目的是提供一种底涂极片涂布装置,增加二次涂布的粘结性。
4.本实用新型的目的可以通过以下技术方案来实现:一种底涂极片涂布装置,包括极卷放卷组件、极片过辊组件、激光模组移动组件和涂布组件,底涂极片从极卷放卷组件放卷,极片过辊组件支撑底涂极片,所述的激光模组移动组件设置在极卷放卷组件与涂布组件之间。
5.优选地,所述的激光模组移动组件设置在底涂极片的上方,用于对底涂极片进行表面刻痕。
6.优选地,所述的刻痕平行且等间隔排列,深度0.05mm,宽度1mm,间隙5mm。
7.进一步优选地,所述的激光模组移动组件中的激光模组的移动方向与底涂极片的移动方向垂直。
8.优选地,所述的底涂极片涂布装置还包括ccd反馈组件。
9.进一步优选地,所述的ccd反馈组件包括ccd补光板和ccd镜头。
10.进一步优选地,所述的ccd补光板设置在底涂极片下方,ccd镜头设置在底涂极片上方。
11.进一步优选地,所述的ccd反馈组件设置在极卷放卷组件与激光模组移动组件之间。
12.优选地,所述的极卷放卷组件采用伺服控制。
13.优选地,所述的底涂极片涂布装置还包括x轴伺服移动组件,所述的x轴伺服移动组件调节极卷放卷组件左右位置。
14.优选地,所述的极片过辊组件包括多根平行设置的极片过辊。
15.优选地,所述的涂布组件用于对极片进行二次涂布,涂布厚度最大可达300um。
16.与现有技术相比,本实用新型具有以下优点:
17.1.本实用新型可提高极片涂布厚度,提高极片单体容量,降低极片烘烤开裂风险,降低辊压过程极片掉粉风险,提高下一工序的生产效率;
18.2.本实用新型通过激光模组移动组件对底涂极片进行间隙刻痕,增加底涂布的粗糙度,从而增加二次涂布的粘结性,有效提高极片涂布厚度,进而有效提高极片单体容量;
19.3.本实用新型通过激光模组移动组件对底涂极片进行间隙刻痕,可保证二次涂布的稳固性,从而降低极片烘烤开裂风险和辊压过程极片掉粉风险;
20.4.本实用新型采用伺服放卷及极卷位置调整机构,保证整个放卷速度及位置的一致性;
21.5.本实用新型采用ccd反馈组件及激光模组联动机构,保证底涂极片刻痕的均匀性;
22.6.本实用新型装置可使涂布稳固性增加,辊压过程不容易粘辊,辊的清洁次数减少,可有效提高辊压生产效率。
附图说明
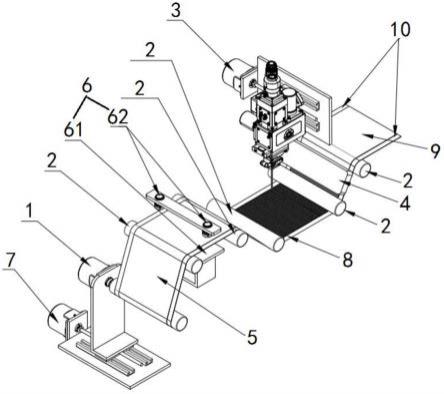
23.图1为本实用新型底涂极片涂布装置的结构示意图;
24.图中:1-极卷放卷组件,2-极片过辊组件,3-激光模组移动组件,4-涂布组件,5-底涂极片,6-ccd反馈组件,61-ccd补光板,62-ccd镜头,7-x轴伺服移动组件,8-刻痕,9-二次涂布区域,10-极片边缘区域。
具体实施方式
25.下面结合附图和具体实施例对本实用新型进行详细说明。以下实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
26.实施例1
27.一种底涂极片涂布装置,如图1所示,包括极卷放卷组件1、极片过辊组件2、激光模组移动组件3、涂布组件4、ccd反馈组件6和x轴伺服移动组件7,经过箔材底涂布和烘烤的底涂极片5从极卷放卷组件1牵出,在极片过辊组件2的支撑下,依次经过ccd反馈组件6、激光模组移动组件3和涂布组件4,进行二次涂布。
28.其中,极卷放卷组件1设置在x轴伺服移动组件7上,由x轴伺服移动组件7调节极卷放卷组件1左右位置,极卷放卷组件1采用伺服控制,控制极卷放卷速度。ccd反馈组件6包括ccd补光板61和ccd镜头62,可联动检测底涂区域位置,反馈x轴伺服移动组件7完成极卷放卷组件1左右位置的调节。
29.激光模组移动组件3用于对底涂极片5进行表面刻痕,形成的刻痕8深度为0.05mm,宽度为1mm,间隙为5mm,随后涂布组件4对刻痕后的底涂极片5进行二次涂布,在其表面形成二次涂布区域9,二次涂布区域9的涂布厚度最大可达300um(单面)。特别的,本实施例底涂极片5左右两侧的极片边缘区域10未进行底涂和二次涂布,可提高极片厚度的一致性,从而提升电池组装后的单体容量。
30.实施例2
31.一种底涂极片涂布装置,在二次涂布区域9处也设置有ccd反馈组件6,其余结构与实施例1相同。
32.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用本实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上
述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
技术特征:
1.一种底涂极片涂布装置,其特征在于,包括极卷放卷组件(1)、极片过辊组件(2)、激光模组移动组件(3)和涂布组件(4),底涂极片(5)从极卷放卷组件(1)放卷,极片过辊组件(2)支撑底涂极片(5),所述的激光模组移动组件(3)设置在极卷放卷组件(1)与涂布组件(4)之间。2.根据权利要求1所述的底涂极片涂布装置,其特征在于,所述的激光模组移动组件(3)设置在底涂极片(5)的上方,用于对底涂极片(5)进行表面刻痕。3.根据权利要求2所述的底涂极片涂布装置,其特征在于,所述的激光模组移动组件(3)中的激光模组的移动方向与底涂极片(5)的移动方向垂直。4.根据权利要求1所述的底涂极片涂布装置,其特征在于,所述的底涂极片涂布装置还包括ccd反馈组件(6)。5.根据权利要求4所述的底涂极片涂布装置,其特征在于,所述的ccd反馈组件(6)包括ccd补光板(61)和ccd镜头(62)。6.根据权利要求5所述的底涂极片涂布装置,其特征在于,所述的ccd补光板(61)设置在底涂极片(5)下方,ccd镜头(62)设置在底涂极片(5)上方。7.根据权利要求4所述的底涂极片涂布装置,其特征在于,所述的ccd反馈组件(6)设置在极卷放卷组件(1)与激光模组移动组件(3)之间。8.根据权利要求1所述的底涂极片涂布装置,其特征在于,所述的极卷放卷组件(1)采用伺服控制。9.根据权利要求1所述的底涂极片涂布装置,其特征在于,所述的底涂极片涂布装置还包括x轴伺服移动组件(7),所述的x轴伺服移动组件(7)调节极卷放卷组件(1)位置。10.根据权利要求1所述的底涂极片涂布装置,其特征在于,所述的极片过辊组件(2)包括多根平行设置的极片过辊。
技术总结
本实用新型涉及一种底涂极片涂布装置,包括极卷放卷组件(1)、极片过辊组件(2)、激光模组移动组件(3)和涂布组件(4),底涂极片(5)从极卷放卷组件(1)放卷,极片过辊组件(2)支撑底涂极片(5),所述的激光模组移动组件(3)设置在极卷放卷组件(1)与涂布组件(4)之间。与现有技术相比,本实用新型可提高极片涂布厚度,提高极片单体容量,降低极片烘烤开裂风险,降低辊压过程极片掉粉风险。压过程极片掉粉风险。压过程极片掉粉风险。
技术研发人员:李彦辉 张亚儒 张亮
受保护的技术使用者:上海兰钧新能源科技有限公司
技术研发日:2021.09.10
技术公布日:2022/6/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1