一种成形极限曲线试样制备喷涂固定装置及其使用方法与流程
1.本发明涉及成形极限曲图测定相关技术领域,具体涉及一种成形极限曲线试样制备喷涂固定装置及其使用方法。
背景技术:
2.成型极限图(fld)的提出是板料成型性研究中的一个重要里程碑。根据fld评估不同板料在复杂应变状态下的相对成型性能的优劣,fld在板料成型性分析、板成型工艺和选材中发挥着重要的作用。fld测定目前使用的方法有离线测量方法和在线测量法,离线测量法制备试样时采用电蚀网格法,离线测量时试样已经破裂,裂纹附近的网格不再是连续的,测量应变大小时误差较大。在线测量方法可以准确测量在线位移/应变,得到可靠的fld,试样制备方法是在试样表面喷上具有良好对比度的黑白两种涂料得到随机散斑图案,然后进行冲压再借助在线应变测量软件得到准确的应变数据。请参阅附图9,目前对试样表面进行黑白两种涂料喷涂的时候,均采用人工手持漆瓶手动喷涂的方式进行喷涂,人工手动喷涂的方式存在一些不足之处,首先,人工手动喷涂的过程中因为拿持方式的受限,所以在喷涂过程中存在手肘制约的情况,其次是人工手动喷涂时会出现喷涂的散斑图案不均匀,达不到国家标准,效率低下,继而造成对材料成本和人力资源造成浪费的问题。基于此,现在提出一种能够解决上述问题的成形极限曲线试样制备喷涂固定装置及其使用方法。
技术实现要素:
3.本发明的目的在于提供一种成形极限曲线试样制备喷涂固定装置及其使用方法,解决以下技术问题:
4.人工手动喷涂的方式存在一些不足之处,首先,人工手动喷涂的过程中因为拿持方式的受限,所以在喷涂过程中存在手肘制约的情况,其次是人工手动喷涂时会出现喷涂的散斑图案不均匀,达不到国家标准,效率低下,继而造成对材料成本和人力资源造成浪费的问题。
5.本发明的目的可以通过以下技术方案实现:
6.一种成形极限曲线试样制备喷涂固定装置,包括底座,所述底座上固定连接有连接支架,所述连接支架的上端设置有喷涂组件,所述连接支架上设置有第一限位组件,通过第一限位组件对漆瓶进行限位放置再通过喷涂组件控制漆瓶进行喷漆作业。
7.作为本发明进一步的方案:所述喷涂组件包括上夹体和下夹体,所述下夹体的下端面与连接支架接触,所述上夹体的侧面与下夹体的侧面滑动连接,且所述上夹体和下夹体的侧面穿设有第一螺栓,所述第一螺栓上螺纹连接有第一螺母,所述上夹体、下夹体和连接支架垂直方向上穿设有第二螺栓,所述第二螺栓上螺纹连接有第二螺母,所述第二螺栓的侧面套设有第一弹簧,所述第一弹簧的两侧分别与上夹体和下夹体接触。
8.作为本发明进一步的方案:所述第一限位组件包括与连接支架固定连接的第一连接杆,所述第一连接杆的端部固定连接有第一限位曲板,所述第一限位曲板的侧面通过第
一转轴转动连接有第二限位曲板,所述第一限位曲板和第二限位曲板的上端均开设有第一插孔,所述第一插孔内均插设有第一限位插杆,所述第一限位插杆的上端固定连接有第一连接块,所述第一连接块的侧面固定连接有第一把手,所述第二限位曲板的侧面固定连接有第二把手,所述连接支架的侧面固定连接有对称设置的多个第二连接杆,多个所述第二连接杆之间固定连接有尼龙弹力布。
9.作为本发明进一步的方案:所述第二限位曲板的侧面固定连接有多个阵列分布的海绵软质球。
10.作为本发明进一步的方案:所述底座上开设有用于放置漆瓶的圆形凹槽。
11.作为本发明进一步的方案:所述底座上还设置有对漆瓶进行限位的第二限位组件。
12.作为本发明进一步的方案:所述第二限位组件包括多个阵列设置的第三限位曲板,多个所述第三限位曲板的侧面均固定连接有第三把手,多个所述第三限位曲板的下端均固定连接有第二限位插杆,所述底座上开设有多个与第二限位插杆配合的第二插孔,多个所述第三限位曲板内均开设有连接槽,所述连接槽内滑动连接有第四限位曲板,所述第四限位曲板的内侧通过多个用于提供弹力的第二弹簧与连接槽连接。
13.一种成形极限曲线试样制备喷涂固定装置的使用方法,步骤如下:
14.s1、样品准备:取合适的金属材料,剪切成规定的尺寸大小,将需喷涂的试样表面上的油污和灰尘去除,平放入密封玻璃箱里;
15.s2、喷漆:将白色漆瓶放入底座的圆形凹槽内,白色漆瓶的喷头与连接支架上的第二螺栓接触,并通过第一限位组件和第二限位组件对白色漆瓶进行限位固定,然后按压上夹体和下夹体,将试样表面喷涂上一层完整的厚度均匀的白色散斑;
16.s3、风干:将步骤s2中喷涂白漆的样品放置10分钟左右,待油漆干透,得到样品一;
17.s4、喷漆:将黑色漆瓶放入底座的圆形凹槽内,黑色漆瓶的喷头与连接支架上的第二螺栓接触,并通过第一限位组件和第二限位组件对黑色漆瓶进行限位固定,然后按压上夹体和下夹体,将试样表面喷涂上一层完整的厚度均匀的黑色散斑;
18.s5、风干:将步骤s4中的喷涂黑漆的样品一放置10分钟左右,待油漆干透,得到样品二;
19.s6、取出:将步骤s5中得到的样品二取出,进行下一步冲压,通过在线应变测量软件对样品二获得准确的应变数据。
20.本发明的有益效果:
21.(1)漆瓶放置在底座上,通过第一限位组件对漆瓶进行固定限位,要喷涂的时候,通过喷涂组件进行喷漆作业即可,喷漆组件的设置改变了直接拿持漆瓶进行喷涂作业的方式,不会出现手肘制约的情况,并且通过喷涂组件进行喷涂作业,相比直接用手按压喷涂,喷涂的更加均匀;
22.(2)通过第一限位组件和第二限位组件的设置,能够对漆瓶的侧面和底端均进行稳定的限位固定,保证漆瓶在喷涂作业时的稳定性,方便使用者进行喷涂作业。
附图说明
23.下面结合附图对本发明作进一步的说明。
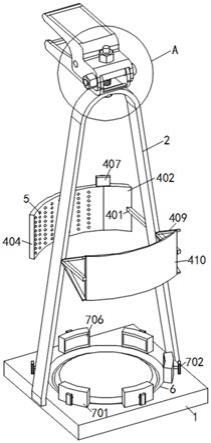
24.图1是本发明成形极限曲线试样制备喷涂固定装置的结构示意图一;
25.图2是图1中a处的放大结构示意图;
26.图3是本发明成形极限曲线试样制备喷涂固定装置的结构示意图二;
27.图4是本发明成形极限曲线试样制备喷涂固定装置的侧面结构示意图;
28.图5是本发明成形极限曲线试样制备喷涂固定装置中第二限位组件的结构示意图一;
29.图6是本发明成形极限曲线试样制备喷涂固定装置中第二限位组件的结构示意图二;
30.图7是本发明成形极限曲线试样制备喷涂固定装置中第一限位组件的结构示意图;
31.图8是图7中b处的放大结构示意图;
32.图9是现有技术中喷漆瓶的结构示意图。
33.图中:1、底座;2、连接支架;301、上夹体;302、下夹体;303、第一螺栓;304、第一螺母;305、第二螺栓;306、第二螺母;307、第一弹簧;401、第一连接杆;402、第一限位曲板;403、第一转轴;404、第二限位曲板;405、第一插孔;406、第一限位插杆;407、第一连接块;408、第一把手;409、第二连接杆;410、尼龙弹力布;411、第二把手;5、海绵软质球;6、圆形凹槽;701、第三限位曲板;702、第三把手;703、第二限位插杆;704、第二插孔;705、连接槽;706、第四限位曲板;707、第二弹簧。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.实施例1
36.请参阅图1-9所示,本发明为一种成形极限曲线试样制备喷涂固定装置,包括底座1,底座1上固定连接有连接支架2,连接支架2的上端设置有喷涂组件,连接支架2上设置有第一限位组件,通过第一限位组件对漆瓶进行限位放置再通过喷涂组件控制漆瓶进行喷漆作业。
37.上述装置实际使用的时候,将漆瓶放置在底座1上,通过第一限位组件对漆瓶进行固定限位,然后要喷涂的时候,通过喷涂组件进行喷漆作业即可,喷漆组件的设置改变了直接拿持漆瓶进行喷涂作业的方式,不会出现手肘制约的情况,并且通过喷涂组件进行喷涂作业,相比直接用手按压喷涂,喷涂的更加均匀。
38.实施例2
39.结合图1、2和3,喷涂组件包括上夹体301和下夹体302,下夹体302的下端面与连接支架2接触,上夹体301的侧面与下夹体302的侧面滑动连接,且上夹体301和下夹体302的侧面穿设有第一螺栓303,第一螺栓303上螺纹连接有第一螺母304,上夹体301、下夹体302和连接支架2垂直方向上穿设有第二螺栓305,所述第二螺栓305与上夹体301和下夹体302的连接处均设置为长条孔的形式,因为长条孔的设置第二螺栓305对上夹体301和下夹体302
进行限位的同时,上夹体301和下夹体302又能够绕着第一螺栓303进行转动,第二螺栓305上螺纹连接有第二螺母306,第二螺栓305的侧面套设有第一弹簧307,第一弹簧307的两侧分别与上夹体301和下夹体302接触。
40.上述喷涂组件实际使用的时候,漆瓶的上盖与第二螺栓305接触,要喷涂的时候,使用者按压上夹体301,使其绕第一螺栓303转动,在上夹体301的转动带动下,第一弹簧307被压缩,第二螺栓305向下移动,继而按压漆瓶的上盖向下移动,喷出漆料,进行喷漆作业。
41.实施例3
42.结合图7,第一限位组件包括与连接支架2固定连接的第一连接杆401,第一连接杆401的端部固定连接有第一限位曲板402,第一限位曲板402的侧面通过第一转轴403转动连接有第二限位曲板404,第一限位曲板402和第二限位曲板404的上端均开设有第一插孔405,第一插孔405内均插设有第一限位插杆406,第一限位插杆406的上端固定连接有第一连接块407,第一连接块407的侧面固定连接有第一把手408,第二限位曲板404的侧面固定连接有第二把手411,连接支架2的侧面固定连接有对称设置的多个第二连接杆409,多个第二连接杆409之间固定连接有尼龙弹力布410。
43.第二限位曲板404的侧面固定连接有多个阵列分布的海绵软质球5。
44.底座1上开设有用于放置漆瓶的圆形凹槽6。
45.上述第一限位组件实际使用的时候,先通过第一把手408将第一连接块407上的第一限位插杆406从第一插孔405内拔出,然后握住第二把手411绕第一转轴403转动第二限位曲板404,此时将漆瓶的底部放置在底座1上的圆形凹槽6内,使漆瓶的侧面与尼龙弹力布410接触,进行初步的限位,再绕第一转轴403转动第二限位曲板404,通过第一把手408将第一连接块407上的第一限位插杆406插入到第一插孔405内,此时,对第一限位曲板402和第二限位曲板404进行限位,第一限位曲板402和第二限位曲板404也对漆瓶的侧面进行限位,漆瓶稳定不能随意进行移动。
46.实施例4
47.结合图4、5、6和8,底座1上还设置有对漆瓶进行限位的第二限位组件。
48.第二限位组件包括多个阵列设置的第三限位曲板701,多个第三限位曲板701的侧面均固定连接有第三把手702,多个第三限位曲板701的下端均固定连接有第二限位插杆703,底座1上开设有多个与第二限位插杆703配合的第二插孔704,多个第三限位曲板701内均开设有连接槽705,连接槽705内滑动连接有第四限位曲板706,第四限位曲板706的内侧通过多个用于提供弹力的第二弹簧707与连接槽705连接。
49.上述第二限位组件实际使用的时候,在第一限位组件对漆瓶进行初步的限位固定之后,通过第三把手702依次将第三限位曲板701上连接的第二限位插杆703插设到第二插孔704内,然后第四限位曲板706在第二弹簧707的弹力作用下与漆瓶的侧面接触,对漆瓶进一步的进行限位固定,保证漆瓶在进行喷涂作业时的稳定性。
50.实施例5
51.一种成形极限曲线试样制备喷涂固定装置的使用方法,步骤如下:
52.s1、样品准备:取合适的金属材料,剪切成规定的尺寸大小,将需喷涂的试样表面上的油污和灰尘去除,平放入密封玻璃箱里;
53.s2、喷漆:将白色漆瓶放入底座1的圆形凹槽6内,白色漆瓶的喷头与连接支架2上
的第二螺栓305接触,并通过第一限位组件和第二限位组件对白色漆瓶进行限位固定,然后按压上夹体301和下夹体302,将试样表面喷涂上一层完整的厚度均匀的白色散斑;
54.s3、风干:将步骤s2中喷涂白漆的样品放置10分钟左右,待油漆干透,得到样品一;
55.s4、喷漆:将黑色漆瓶放入底座1的圆形凹槽6内,黑色漆瓶的喷头与连接支架2上的第二螺栓305接触,并通过第一限位组件和第二限位组件对黑色漆瓶进行限位固定,然后按压上夹体301和下夹体302,将试样表面喷涂上一层完整的厚度均匀的黑色散斑;
56.s5、风干:将步骤s4中的喷涂黑漆的样品一放置10分钟左右,待油漆干透,得到样品二;
57.s6、取出:将步骤s5中得到的样品二取出,进行下一步冲压,通过在线应变测量软件对样品二获得准确的应变数据。
58.本发明的工作原理:漆瓶的上盖与第二螺栓305接触,要喷涂的时候,使用者按压上夹体301,使其绕第一螺栓303转动,在上夹体301的转动带动下,第一弹簧307被压缩,第二螺栓305向下移动,继而按压漆瓶的上盖向下移动,喷出漆料,进行喷漆作业;先通过第一把手408将第一连接块407上的第一限位插杆406从第一插孔405内拔出,然后握住第二把手411绕第一转轴403转动第二限位曲板404,此时将漆瓶的底部放置在底座1上的圆形凹槽6内,使漆瓶的侧面与尼龙弹力布410接触,进行初步的限位,再绕第一转轴403转动第二限位曲板404,通过第一把手408将第一连接块407上的第一限位插杆406插入到第一插孔405内,此时,对第一限位曲板402和第二限位曲板404进行限位,第一限位曲板402和第二限位曲板404也对漆瓶的侧面进行限位,漆瓶稳定不能随意进行移动;在第一限位组件对漆瓶进行初步的限位固定之后,通过第三把手702依次将第三限位曲板701上连接的第二限位插杆703插设到第二插孔704内,然后第四限位曲板706在第二弹簧707的弹力作用下与漆瓶的侧面接触,对漆瓶进一步的进行限位固定,保证漆瓶在进行喷涂作业时的稳定性。
59.以上对本发明的一个实施例进行了详细说明,但内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1