一种电动车塑料件涂装加工工艺的制作方法
1.本发明涉及塑料件加工领域,具体是一种电动车塑料件涂装加工工艺。
背景技术:
2.电动车骑行时都需要佩戴头盔,头盔上都会佩戴面罩塑料件阻风防护使用,面罩塑料件加工时需要涂装生产。
3.涂装需要对塑料件的表面清洁,进行预备处理,后经过处理干净的塑料件开始依次按照工序进行喷涂,将面罩塑料件涂装生产出来用于佩戴。
4.在对面罩塑料件涂装时,由于凝固的涂料灌入涂装机存储容易存积,影响对面罩塑料件喷涂的效果,导致涂料喷涂不均匀,因此,针对上述问题提出一种电动车塑料件涂装加工工艺。
技术实现要素:
5.为了弥补现有技术的不足,解决在对面罩塑料件涂装时,由于凝固的涂料灌入涂装机存储容易存积,影响对面罩塑料件喷涂的效果,导致涂料喷涂不均匀的问题,本发明提出一种电动车塑料件涂装加工工艺。
6.本发明解决其技术问题所采用的技术方案是:本发明所述的一种电动车塑料件涂装加工工艺,该涂装步骤如下;
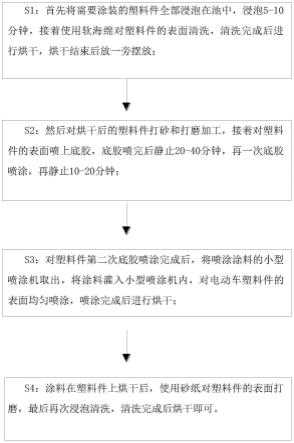
7.s1:首先将需要涂装的塑料件全部浸泡在池中,浸泡5-10分钟,接着使用软海绵对塑料件的表面清洗,清洗完成后进行烘干,烘干结束后放一旁摆放;
8.s2:然后对烘干后的塑料件打砂和打磨加工,接着对塑料件的表面喷上底胶,底胶喷完后静止20-40分钟,再一次底胶喷涂,再静止10-20分钟;
9.s3:对塑料件第二次底胶喷涂完成后,将喷涂涂料的小型喷涂机取出,将涂料灌入小型喷涂机内,对电动车塑料件的表面均匀喷涂,喷涂完成后进行烘干;
10.s4:涂料在塑料件上烘干后,使用砂纸对塑料件的表面打磨,最后再次浸泡清洗,清洗完成后烘干即可;通过先对塑料件浸泡清洗,使其表面更加容易喷涂和吸收,确保表面杂质脱落,接着利用两次喷涂底胶,使得后续的涂料能够更加平滑,最后使用小型喷涂机均匀喷涂烘干,保证产品涂装的质量。
11.优选的,s3中的小型喷涂机包括涂料搅拌罐;所述涂料搅拌罐的内部固接有导流块;所述导流块的侧壁开设有多组通水槽;所述导流块的形状呈s形状;所述导流块的侧壁固接有过滤网板;所述涂料搅拌罐的底端固接有支撑座;所述支撑座的内部固接有电机;所述电机的输出端固接有搅拌叶;所述涂料搅拌罐的内侧壁螺纹连接有密封盖;所述涂料搅拌罐的侧壁固接有抽料盒;所述抽料盒的内部固接有水管;带动搅拌叶转动对涂料搅拌,避免涂料凝固,使得涂料混合更加均匀,抽料盒的内部固接泵,泵与水管连接,将水管的端部与喷头连接,即可使用泵抽取涂料搅拌罐内部搅拌均匀的涂料喷涂,避免涂料凝固导致喷涂不均匀。
12.优选的,所述搅拌叶的端部固接有连接杆;所述连接杆的侧壁固接有固定板;所述固定板的底端固接有多组软刮板;所述导流块的侧壁固接有过滤网;涂料倒入时杂质和凝固的涂料堵塞过滤网板,导致下料较慢,部分涂料从导流块的通水槽下料,部分涂料被过滤网过滤下料,起到辅助过滤的效果。
13.优选的,所述导流块的侧壁转动连接有一号转轴;所述一号转轴的内部固接有扭簧;所述一号转轴的侧壁固接有弯板;所述弯板的侧壁固接有橡胶球;所述过滤网的侧壁固接有弹性块;扭簧带动一号转轴随着涂料的下压而反复来回带动橡胶球对弹性块击打,起到避免过滤网堵塞的效果,增强过滤效果。
14.优选的,所述导流块的内部固接有一号磁性件;所述橡胶球的内部固接有二号磁性件;所述一号磁性件与二号磁性件为磁吸作用;所述软刮板的内部固接有三号磁性件;所述一号磁性件与三号磁性件为磁性反斥作用;一号磁性件反斥三号磁性件使得软刮板的形状弯曲,扩大软刮板的刮擦面积。
15.优选的,所述涂料搅拌罐的内侧壁固接有研磨筒;所述研磨筒的底端开设有多组小型通孔;所述研磨筒的形状呈葫芦形状;导流块的形状与研磨筒的形状配合,形成存积过滤的效果,将稍微大一点的涂料存积在研磨筒的内部,使喷涂的涂料更加均匀。
16.优选的,所述研磨筒的内部固接有固定杆;所述固定杆的侧壁转动连接有转动板;所述转动板的底端固接有磁性研磨块;所述研磨筒的侧壁固接有配合磁块;所述配合磁块与磁性研磨块磁性反斥作用;同时配合磁块与磁性研磨块反斥实现复位效果,对颗粒较大的凝固涂料研磨变小,最后落入涂料搅拌罐的下方被搅拌叶带动搅拌均匀,起到辅助过滤的效果。
17.优选的,所述磁性研磨块的内侧壁固接多组毛刷;所述研磨筒的内侧壁固接有弹性拉绳的一端;所述弹性拉绳的另一端固接转动板侧壁;配合磁性研磨块的转动对研磨筒的底端孔洞清扫,避免孔洞堵塞,增强过滤效果,并且利用弹性拉绳加强复位效果,提高磁性研磨块运动的频率。
18.本发明的有益之处在于:
19.1.本发明通过设置的导流块位于涂料搅拌罐的瓶颈处形成导流和对涂料存积,涂料被过滤网板过滤下落涂料搅拌罐的内部搅拌,起到过滤效果,杂质和凝固涂料在过滤网板的端部附着,搅拌叶转动带动软刮板对凝固涂料和杂质刮擦击打,凝固涂料下落使涂料搅拌更加均匀,同时部分涂料从导流块的通水槽下流被过滤网过滤,水流带动弯板下压,橡胶球击打弹性块的侧壁震动,将凝固涂料震落,并依靠一号磁性件吸引和扭簧力重复复位,使得喷涂的涂料混合更加均匀。
20.2.本发明通过设置的研磨筒对导流块通水槽流下的涂料最后一次过滤,将较小块的涂料存积在研磨筒的底端,涂料对转动板的侧壁冲击,磁性研磨块随着转动板转动在固定杆的侧壁,磁性研磨块配合多组毛刷对研磨筒底端的小块涂料研磨清扫,并通过磁性反斥力和弹性拉绳的拉力反斥研磨,增强涂料混合的均匀效果。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
22.图1为实施例一中的电动车塑料件涂装加工工艺流程图;
23.图2为实施例一中的涂料搅拌罐立体图;
24.图3为实施例一中的涂料搅拌罐剖视图;
25.图4为图3的a处放大图;
26.图5为实施例一中的磁性研磨块结构示意图;
27.图6为实施例二中的密封盖结构示意图。
28.图中:1、涂料搅拌罐;11、导流块;12、过滤网板;13、支撑座;14、电机;15、搅拌叶;16、密封盖;17、抽料盒;18、水管;2、连接杆;21、固定板;22、软刮板;23、过滤网;3、一号转轴;31、弯板;32、橡胶球;33、弹性块;4、一号磁性件;41、二号磁性件;42、三号磁性件;5、研磨筒;6、固定杆;61、转动板;62、磁性研磨块;63、配合磁块;7、毛刷;71、弹性拉绳;8、密封垫。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
30.实施例一
31.请参阅图1-5所示,一种电动车塑料件涂装加工工艺,该涂装步骤如下;
32.s1:首先将需要涂装的塑料件全部浸泡在池中,浸泡5-10分钟,接着使用软海绵对塑料件的表面清洗,清洗完成后进行烘干,烘干结束后放一旁摆放;
33.s2:然后对烘干后的塑料件打砂和打磨加工,接着对塑料件的表面喷上底胶,底胶喷完后静止20-40分钟,再一次底胶喷涂,再静止10-20分钟;
34.s3:对塑料件第二次底胶喷涂完成后,将喷涂涂料的小型喷涂机取出,将涂料灌入小型喷涂机内,对电动车塑料件的表面均匀喷涂,喷涂完成后进行烘干;
35.s4:涂料在塑料件上烘干后,使用砂纸对塑料件的表面打磨,最后再次浸泡清洗,清洗完成后烘干即可;通过先对塑料件浸泡清洗,使其表面更加容易喷涂和吸收,确保表面杂质脱落,接着利用两次喷涂底胶,使得后续的涂料能够更加平滑,最后使用小型喷涂机均匀喷涂烘干,保证产品涂装的质量。
36.s3中的小型喷涂机包括涂料搅拌罐1;所述涂料搅拌罐1的内部固接有导流块11;所述导流块11的侧壁开设有多组通水槽;所述导流块11的形状呈s形状;所述导流块11的侧壁固接有过滤网板12;所述涂料搅拌罐1的底端固接有支撑座13;所述支撑座13的内部固接有电机14;所述电机14的输出端固接有搅拌叶15;所述涂料搅拌罐1的内侧壁螺纹连接有密封盖16;所述涂料搅拌罐1的侧壁固接有抽料盒17;所述抽料盒17的内部固接有水管18;工作时,工作人员螺纹拧下密封盖16,将涂料倒入涂料搅拌罐1的内部涂料倒在过滤网板12的端部过滤,将凝固的涂料和杂质过滤在过滤网板12的端部,当涂料倒入过多时向导流块11的侧壁上溢,并从导流块11侧壁的多组通水槽下落,支撑座13内部的电机14输出端转动,带
动搅拌叶15转动对涂料搅拌,避免涂料凝固,使得涂料混合更加均匀,抽料盒17的内部固接泵,泵与水管18连接,将水管18的端部与喷头连接,即可使用泵抽取涂料搅拌罐1内部搅拌均匀的涂料喷涂,避免涂料凝固导致喷涂不均匀。
37.所述搅拌叶15的端部固接有连接杆2;所述连接杆2的侧壁固接有固定板21;所述固定板21的底端固接有多组软刮板22;所述导流块11的侧壁固接有过滤网23;工作时,搅拌叶15转动带动连接杆2侧壁固接的固定板21转动,固定板21同时带动底端固接的多组软刮板22对过滤网板12端部的涂料渣击打,使得凝固的涂料被打散,落入涂料搅拌罐1的下方被搅拌混合,涂料倒入时杂质和凝固的涂料堵塞过滤网板12,导致下料较慢,部分涂料从导流块11的通水槽下料,部分涂料被过滤网23过滤下料,起到辅助过滤的效果。
38.所述导流块11的侧壁转动连接有一号转轴3;所述一号转轴3的内部固接有扭簧;所述一号转轴3的侧壁固接有弯板31;所述弯板31的侧壁固接有橡胶球32;所述过滤网23的侧壁固接有弹性块33;工作时,部分涂料压弯板31向下转动,橡胶球32随着弯板31转动击打过滤网23侧壁固接的弹性块33上震动,对过滤网23上附着的凝固涂料震动使其下落,扭簧带动一号转轴3随着涂料的下压而反复来回带动橡胶球32对弹性块33击打,起到避免过滤网23堵塞的效果,增强过滤效果。
39.所述导流块11的内部固接有一号磁性件4;所述橡胶球32的内部固接有二号磁性件41;所述一号磁性件4与二号磁性件41为磁吸作用;所述软刮板22的内部固接有三号磁性件42;所述一号磁性件4与三号磁性件42为磁性反斥作用;工作时,橡胶球32击打弹性块33的侧壁,一号磁性件4对二号磁性件41吸引,使得橡胶球32反复复位迅速,软刮板22对过滤网板12的端部刮擦时,一号磁性件4反斥三号磁性件42使得软刮板22的形状弯曲,扩大软刮板22的刮擦面积。
40.所述涂料搅拌罐1的内侧壁固接有研磨筒5;所述研磨筒5的底端开设有多组小型通孔;所述研磨筒5的形状呈葫芦形状;工作时,从导流块11侧壁下落的涂料会进入研磨筒5的内部被最后一次过滤,导流块11的形状与研磨筒5的形状配合,形成存积过滤的效果,将稍微大一点的涂料存积在研磨筒5的内部,使喷涂的涂料更加均匀。
41.所述研磨筒5的内部固接有固定杆6;所述固定杆6的侧壁转动连接有转动板61;所述转动板61的底端固接有磁性研磨块62;所述研磨筒5的侧壁固接有配合磁块63;所述配合磁块63与磁性研磨块62磁性反斥作用;工作时,涂料压在转动板61的侧壁带动磁性研磨块62贴合研磨筒5的内侧壁摩擦,转动板61转动在固定杆6的侧壁,利用水流的冲击带动磁性研磨块62运动,同时配合磁块63与磁性研磨块62反斥实现复位效果,对颗粒较大的凝固涂料研磨变小,最后落入涂料搅拌罐1的下方被搅拌叶15带动搅拌均匀,起到辅助过滤的效果。
42.所述磁性研磨块62的内侧壁固接多组毛刷7;所述研磨筒5的内侧壁固接有弹性拉绳71的一端;所述弹性拉绳71的另一端固接转动板61侧壁;工作时,磁性研磨块62的内侧壁固接有多组毛刷7,配合磁性研磨块62的转动对研磨筒5的底端孔洞清扫,避免孔洞堵塞,增强过滤效果,并且利用弹性拉绳71加强复位效果,提高磁性研磨块62运动的频率。
43.实施例二
44.请参阅图6所示,对比实施例一,作为本发明的另一种实施方式,所述密封盖16的底端固接有密封垫8;所述密封垫8的中部开设有孔洞,且与涂料搅拌罐1端部孔洞相对应;
工作时,为了避免搅拌叶15搅拌时涂料过多从涂料搅拌罐1的端部溢出,通过在密封盖16的底端固接密封垫8起到密封的效果,避免涂料搅拌时溢出,同时对涂料搅拌罐1的端部保护作用。
45.工作原理,工作人员螺纹拧下密封盖16,将涂料倒入涂料搅拌罐1的内部涂料倒在过滤网板12的端部过滤,将凝固的涂料和杂质过滤在过滤网板12的端部,当涂料倒入过多时向导流块11的侧壁上溢,并从导流块11侧壁的多组通水槽下落,支撑座13内部的电机14输出端转动,带动搅拌叶15转动对涂料搅拌,避免涂料凝固,使得涂料混合更加均匀,抽料盒17的内部固接泵,泵与水管18连接,将水管18的端部与喷头连接,即可使用泵抽取涂料搅拌罐1内部搅拌均匀的涂料喷涂,避免涂料凝固导致喷涂不均匀;搅拌叶15转动带动连接杆2侧壁固接的固定板21转动,固定板21同时带动底端固接的多组软刮板22对过滤网板12端部的涂料渣击打,使得凝固的涂料被打散,落入涂料搅拌罐1的下方被搅拌混合,涂料倒入时杂质和凝固的涂料堵塞过滤网板12,导致下料较慢,部分涂料从导流块11的通水槽下料,部分涂料被过滤网23过滤下料,起到辅助过滤的效果;部分涂料压弯板31向下转动,橡胶球32随着弯板31转动击打过滤网23侧壁固接的弹性块33上震动,对过滤网23上附着的凝固涂料震动使其下落,扭簧带动一号转轴3随着涂料的下压而反复来回带动橡胶球32对弹性块33击打,起到避免过滤网23堵塞的效果,增强过滤效果;橡胶球32击打弹性块33的侧壁,一号磁性件4对二号磁性件41吸引,使得橡胶球32反复复位迅速,软刮板22对过滤网板12的端部刮擦时,一号磁性件4反斥三号磁性件42使得软刮板22的形状弯曲,扩大软刮板22的刮擦面积;从导流块11侧壁下落的涂料会进入研磨筒5的内部被最后一次过滤,导流块11的形状与研磨筒5的形状配合,形成存积过滤的效果,将稍微大一点的涂料存积在研磨筒5的内部,使喷涂的涂料更加均匀;涂料压在转动板61的侧壁带动磁性研磨块62贴合研磨筒5的内侧壁摩擦,转动板61转动在固定杆6的侧壁,利用水流的冲击带动磁性研磨块62运动,同时配合磁块63与磁性研磨块62反斥实现复位效果,对颗粒较大的凝固涂料研磨变小,最后落入涂料搅拌罐1的下方被搅拌叶15带动搅拌均匀,起到辅助过滤的效果;磁性研磨块62的内侧壁固接有多组毛刷7,配合磁性研磨块62的转动对研磨筒5的底端孔洞清扫,避免孔洞堵塞,增强过滤效果,并且利用弹性拉绳71加强复位效果,提高磁性研磨块62运动的频率。
46.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
47.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1