一种电子零部件加工运输装置的制作方法
1.本实用新型涉及一种运输装置,尤其涉及一种电子零部件加工运输装置。
背景技术:
2.随着电子技术的不断发展,计算机给人们的工作与生活带来极大的便利,鼠标是计算机设备中非常重要的组成部分,使计算机的操作更加便捷,鼠标也是电子零部件中极其重要的一部分,喷涂在鼠标外壳上的logo及文字标识是鼠标重要的一部分,因此对鼠标外壳喷涂logo时,对鼠标外壳运输也是生产工艺中极其重要的环节,目前大部分是操作工人一手拿着鼠标外壳,一手拿着喷枪对外壳进行喷涂,喷涂完成后,再将外壳放置集盒内,由此反复;这种运输方式具有费时费力、率较低的缺点。
技术实现要素:
3.(1)要解决的技术问题
4.本实用新型为了克服人工运输费时费力、效率较低的缺点,本实用新型要解决的技术问题是提供一种省时省力,效率较高的电子零部件加工运输装置。
5.(2)技术方案
6.为了解决上述技术问题,本实用新型提供了这样一种电子零部件加工运输装置,包括有底座、后侧板、空心管、圆盘、定位模具、连接板和弧形限位杆,底座上中部连接有后侧板,后侧板中部前端面连接有空心管,空心管前端转动式连接有圆盘,圆盘设置在空心管正前方,圆盘外侧沿其周向均匀间隔地连接有四个定位模具,后侧板前端面均匀间隔地连接有四块连接板,左侧的两块连接板前后对称式连接有两根弧形限位杆,右侧的两块连接板也前后对称式连接有两根弧形限位杆,左右两侧的弧形限位杆之间留有空隙。
7.优选地,还包括有支架、电机、缺口盘、拨杆、连接杆和间歇槽轮,底座后侧顶部连接有支架,支架顶部连接有电机,电机输出轴连接有缺口盘,缺口盘设置在后侧板与支架中间,缺口盘上连接有拨杆,圆盘中部连接有连接杆,连接杆的后端连接有间歇槽轮,缺口盘和拨杆均与间歇槽轮配合。
8.优选地,还包括有连接柱、四通管、导气管和空心橡胶管,后侧板左前下部连接有连接柱,连接柱前端连接有四通管,四通管左端口与上端口均连接有导气管,四通管下端口为进气端口,两根导气管上端均连接有空心橡胶管,两个空心橡胶管分别环绕连接在左侧的两根弧形限位杆上。
9.优选地,还包括有气阀门和喷气管,四通管右端口连接有气阀门,气阀门与四通管连接,气阀门右端连接有喷气管,喷气管右端连接在左侧下部连接板上。
10.优选地,弧形限位杆的材质为不锈钢。
11.优选地,电机为步进电机。
12.(3)有益效果
13.本实用新型通过圆盘、定位模具、连接板及弧形限位杆的配合可以实现对鼠标曲
面外壳的logo喷涂与运输工作,通过电机、缺口盘、拨杆及间歇槽轮的配合作用,提升了曲面外壳的logo喷涂与运输的效率,具有省时省力的优点。
附图说明
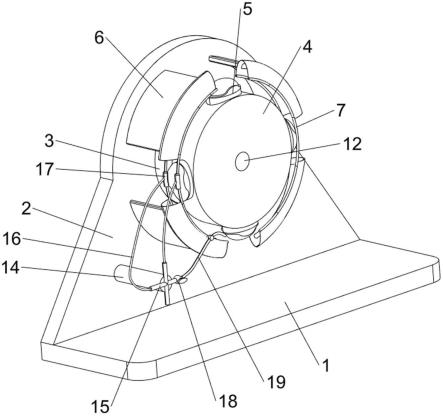
14.图1为本实用新型第一视角的立体结构示意图。
15.图2为本实用新型第二视角的立体结构示意图。
16.图3为本实用新型的局部立体结构示意图。
17.附图中的标记为:1-底座,2-后侧板,3-空心管,4-圆盘,5-定位模具,6-连接板,7-弧形限位杆,8-支架,9-电机,10-缺口盘,11-拨杆,12-连接杆,13-间歇槽轮,14-连接柱,15-四通管,16-导气管,17-空心橡胶管,18-气阀门,19-喷气管。
具体实施方式
18.下面结合附图和实施例对本实用新型作进一步的说明。
19.实施例1
20.一种电子零部件加工运输装置,如图1所示,包括有底座1、后侧板2、空心管3、圆盘4、定位模具5、连接板6和弧形限位杆7,底座1上中部通过螺栓连接的方式连接有后侧板2,后侧板2中部前端面连接有空心管3,空心管3前端转动式连接有圆盘4,圆盘4设置在空心管3正前方,圆盘4外侧沿其周向均匀间隔地连接有四个定位模具5,后侧板2前端面均匀间隔地连接有四块连接板6,左侧的两块连接板6前后对称式连接有两根弧形限位杆7,弧形限位杆7的材质为不锈钢,右侧的两块连接板6也前后对称式连接有两根弧形限位杆7,左右两侧的弧形限位杆7之间留有空隙,该空隙的大小刚好可以容下定位模具5。
21.当需要对鼠标曲面外壳进行logo喷涂时,将曲面外壳放置于圆盘4顶部的定位模具5上,人工逆时针转动圆盘4,圆盘4带动定位模具5逆时针转动,在连接板6与弧形限位杆7的限位作用下,定位模具5带动曲面外壳一起逆时针转动,待定位模具5与曲面外壳转至左侧两连接板6之间的空隙处时,停止转动圆盘4,按住曲面外壳,然后对曲面外壳进行logo喷涂工作,喷涂完成后,停止按压曲面外壳,再次逆时针转动圆盘4,待定位模具5与曲面外壳逆时针转动至底部两连接板6之间的空隙处时,曲面外壳向下掉落至底座1上,由此反复,可实现对曲面外壳的加工运输工作,当加工运输完成,停止转动圆盘4即可。
22.如图2-3所示,还包括有支架8、电机9、缺口盘10、拨杆11、连接杆12和间歇槽轮13,底座1后侧顶部连接有支架8,支架8顶部通过螺栓连接的方式连接有电机9,电机9为步进电机,电机9输出轴连接有缺口盘10,缺口盘10设置在后侧板2与支架8中间,缺口盘10上通过螺栓连接的方式连接有拨杆11,圆盘4中部连接有连接杆12,连接杆12的后端连接有间歇槽轮13,圆盘4与间歇槽轮13平行设置,缺口盘10和拨杆11均与间歇槽轮13配合。
23.曲面外壳放置于圆盘4顶部的定位模具5上后,启动电机9,电机9转动带动缺口盘10顺时针转动,缺口盘10带动拨杆11顺时针转动,拨杆11带动间歇槽轮13逆时针转动90度,连接杆12带动圆盘4逆时针转动90度,圆盘4带动定位模具5与曲面外壳转动90度,间歇槽轮13完成旋转后,在缺口盘10的作用下,间歇槽轮13被固定,此时定位模具5与曲面外壳正处于左侧两连接板6之间的空隙处,对曲面外壳进行喷涂工作,曲面外壳完成喷涂工作后,在缺口盘10、拨杆11和间歇槽轮13的配合作用下,再次转动90度,将曲面外壳运送到底部两连
接板6之间的空隙处,运输完成后,关闭电机9即可。
24.实施例2
25.在实施例1的基础之上,如图1所示,还包括有连接柱14、四通管15、导气管16和空心橡胶管17,后侧板2左前下部连接有连接柱14,连接柱14材质为塑料,连接柱14前端连接有四通管15,四通管15左端口与上端口均连接有导气管16,四通管15下端口为进气端口,导气管16的直径小于四通管15进气口直径,两根导气管16上端均连接有空心橡胶管17,两个空心橡胶管17分别环绕连接在左侧的两根弧形限位杆7上。
26.将四通管15底部端连接进气管,对进气管供气,气体通过两根导气管16进入空心橡胶管17内,空心橡胶管17膨胀,膨胀后的空心橡胶管17将左侧定位模具5上曲面外壳进行固定,不要人工手动按压曲面外壳,提升喷涂效率。
27.如图1所示,还包括有气阀门18和喷气管19,四通管15右端口通过丝扣连接的方式连接有气阀门18,气阀门18与四通管15连接,气阀门18右端连接有喷气管19,喷气管19右端连接在左侧下部连接板6上。
28.当喷涂完成,喷涂完成后的曲面外壳被转动至底部两连接板6之间的空隙处,打开气阀门18,气体通过喷气管19喷出,喷出的气体喷向曲面外壳与定位模具5,可使曲面外壳与定位模具5迅速分离,避免曲面外壳粘黏在定位模具5上。
29.以上所述实施例仅表达了本实用新型的优选实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形、改进及替代,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1