一种新型的大尺寸双屏组装机的制作方法
1.本实用新型提供一种新型的大尺寸双屏组装机,属于双屏组装领域。
背景技术:
2.目前,大尺寸车载背光和模组贴合时,传统背光点胶方式结构单一,效率低等缺点,常规背光点胶组装机,只能兼容单屏点胶组装,采用单工位机构进行操作,整体操作效率低,不能够进行快速的不同产品的切换,在针对大尺寸屏时,不能够对大尺寸形成连续的点胶。
技术实现要素:
3.本实用新型一种新型的大尺寸双屏组装机,提供的一种通过利用设置两组点胶阀进行双屏的独立点胶组装的组装机。结构简单,使用方便。
4.本实用新型一种新型的大尺寸双屏组装机是这样实现的,本实用新型一种新型的大尺寸双屏组装机:包括固定架、移动组件、涂胶组件,移动组件置于固定架上,涂胶组件置于移动组件上,移动组件设置有两组,且对称置于固定架上,移动组件设置有横向移动结构和竖向移动结构,涂胶组件置于移动组件上,固定架底部设置有固定座,固定架上设置有沿着固定架移动的滑轨,两组移动组件置于滑轨上,且相对移动,移动组件包括垂直置于固定架上,且向外延伸的横向移动轨道,横向移动轨道上设置有对应的移动组件,位于传感器置于横向移动轨道上,且和移动组件对应,移动组件上设置有单轴机器人,单轴机器人沿着移动组件上下移动,固定架上设置有贴合平台,贴合平台置于移动组件正下方,涂胶组件包括点胶阀、工业相机,工业相机置于移动组件上,点胶阀置于移动组件上,点胶阀设置有和外部连接的胶管,点胶阀为电磁阀体;
5.所述移动组件为直线电机,且和横向移动轨道形成线性传动;
6.所述位移传感器为红外激光传感器;
7.所述工业相机镜头向下,且位于点胶阀一侧;
8.所述点胶阀一侧设置有调节阀组;
9.作为一种改进,增加sensor检测胶管内剩余胶量,余量不足时机台报警提示更换;
10.作为一种改进,点胶后的产品增加3d线扫对点胶的高度和宽度进行检查测量;
11.作为一种改进,双工位同时点胶,点胶后立马擦胶,节省调机时间。
12.有益效果:
13.一、能够通过两组点胶阀进行双工位作业,提高作业效率;
14.二、采用双工位,对不同的大尺寸屏进行独立的操作点胶;
15.三、结构简单,使用方便。
附图说明
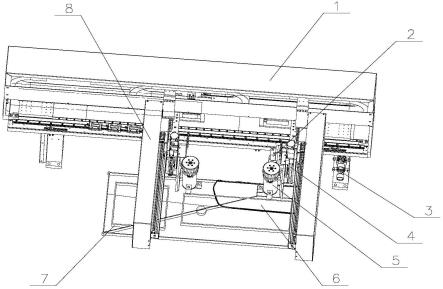
16.图1为本实用新型一种新型的大尺寸双屏组装机的立体结构图。
17.图2为本实用新型一种新型的大尺寸双屏组装机的局部放大图,其仅仅展示了点胶组件的立体结构图。
18.附图中:
19.1、固定架;2、工业相机;3、固定座;4、位移传感器;5、点胶阀;6、背光产品;7、贴合平台;8、横向移动轨道。
具体实施方式
20.下面结合附图对本实用新型进一步说明。
21.根据图1-2所示:本实用新型一种新型的大尺寸双屏组装机是这样实现的,本实用新型一种新型的大尺寸双屏组装机:包括固定架1、移动组件、涂胶组件,移动组件置于固定架1上,涂胶组件置于移动组件上,移动组件设置有两组,且对称置于固定架1上,移动组件设置有横向移动结构和竖向移动结构,涂胶组件置于移动组件上,固定架1底部设置有固定座3,固定架1上设置有沿着固定架1移动的滑轨,两组移动组件置于滑轨上,且相对移动,移动组件包括垂直置于固定架1上,且向外延伸的横向移动轨道8,横向移动轨道8上设置有对应的移动组件,位于传感器置于横向移动轨道8上,且和移动组件对应,移动组件上设置有单轴机器人,单轴机器人沿着移动组件上下移动,固定架1上设置有贴合平台7,贴合平台7置于移动组件正下方,涂胶组件包括点胶阀5、工业相机2,工业相机2置于移动组件上,点胶阀5置于移动组件上,点胶阀5设置有和外部连接的胶管,点胶阀5为电磁阀体;
22.所述移动组件为直线电机,且和横向移动轨道8形成线性传动;
23.所述位移传感器4为红外激光传感器;
24.所述工业相机2镜头向下,且位于点胶阀5一侧;
25.所述点胶阀5一侧设置有调节阀组;
26.作为一种改进,增加sensor检测胶管内剩余胶量,余量不足时机台报警提示更换;
27.作为一种改进,点胶后的产品增加3d线扫对点胶的高度和宽度进行检查测量;
28.作为一种改进,双工位同时点胶,点胶后立马擦胶,节省调机时间;
29.使用时,大尺寸双屏点胶,双屏产品通过吸取搬运于贴合平台7上,双工位点胶阀5通过直线电机运动至背光屏外边缘,y轴移动胶路指引通过ccd拍照,胶高使用激光传感器,点胶头z轴下移开始点胶,双工位点胶阀5也同时动作点另一款背光屏;单屏大尺点胶,单屏产品通过吸取搬运于贴合平台7上,双工位点胶阀51通过直线电机运动至背光外边缘,y轴移动胶路指引通过ccd拍照,胶高使用激光传感器,点胶头z轴下移开始点胶,兼容多种产品,并且切换单层背光和双层背光时快捷方便,减少调机时间,提高了换线效率,极大的节约成本,点胶轨迹、大小和点胶位置可以自定义设置,双工位点胶效率高,配置2套独立的点胶阀5,且各自有独立的伺服控制,满足同时点胶功能,点胶外观一致性良好,达到双工位进行涂胶的目的。
30.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
技术特征:
1.一种新型的大尺寸双屏组装机,其特征在于:包括固定架(1)、移动组件、涂胶组件,移动组件置于固定架(1)上,涂胶组件置于移动组件上,移动组件设置有两组,且对称置于固定架(1)上,移动组件设置有横向移动结构和竖向移动结构,涂胶组件置于移动组件上,固定架(1)底部设置有固定座(3),固定架(1)上设置有沿着固定架(1)移动的滑轨,两组移动组件置于滑轨上,且相对移动,移动组件包括垂直置于固定架(1)上,且向外延伸的横向移动轨道(8),横向移动轨道(8)上设置有对应的移动组件,位移传感器(4)置于横向移动轨道(8)上,且和移动组件对应,移动组件上设置有单轴机器人,单轴机器人沿着移动组件上下移动,固定架(1)上设置有贴合平台(7),贴合平台(7)置于移动组件正下方,涂胶组件包括点胶阀(5)、工业相机(2),工业相机(2)置于移动组件上,点胶阀(5)置于移动组件上,点胶阀(5)设置有和外部连接的胶管,点胶阀(5)为电磁阀体。2.根据权利要求1所述的一种新型的大尺寸双屏组装机,其特征在于:所述移动组件为直线电机,且和横向移动轨道(8)形成线性传动。3.根据权利要求1所述的一种新型的大尺寸双屏组装机,其特征在于:所述位移传感器(4)为红外激光传感器。4.根据权利要求1所述的一种新型的大尺寸双屏组装机,其特征在于:所述工业相机(2)镜头向下,且位于点胶阀(5)一侧。5.根据权利要求1所述的一种新型的大尺寸双屏组装机,其特征在于:所述点胶阀(5)一侧设置有调节阀组。
技术总结
本实用新型提供一种新型的大尺寸双屏组装机,属于双屏组装领域。包括固定架、移动组件、涂胶组件,移动组件置于固定架上,涂胶组件置于移动组件上,移动组件设置有两组,且对称置于固定架上,移动组件设置有横向移动结构和竖向移动结构,涂胶组件置于移动组件上,固定架底部设置有固定座,固定架上设置有沿着固定架移动的滑轨,两组移动组件置于滑轨上,且相对移动,移动组件包括垂直置于固定架上,且向外延伸的横向移动轨道,横向移动轨道上设置有对应的移动组件,采用双工位,对不同的大尺寸屏进行独立的操作点胶。屏进行独立的操作点胶。屏进行独立的操作点胶。
技术研发人员:来火平 王国华 徐灿
受保护的技术使用者:深圳市集银科技有限公司
技术研发日:2022.06.17
技术公布日:2023/2/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1