一种厨具冷喷涂智能系统的制作方法
1.本实用新型涉及冷喷涂技术领域,尤其涉及一种厨具冷喷涂智能系统。
背景技术:
2.冷喷涂技术,又称为气体动力喷涂技术,是指当具有一定塑性的高速固态粒子与基体碰撞后,经过强烈的塑性变形而发生沉积形成涂层的方法。
3.上述冷喷涂技术能够应用于对餐厨具的防锈、防腐、耐磨等功能的加工处理,但目前应用于餐厨具加工中的冷喷涂技术还存在自动化程度低的弊端,加工过程中还需要耗费相当部分的人力,效率低。
4.为此,提出了一种厨具冷喷涂智能系统,用于解决餐厨具加工中冷喷涂技术存在自动化程度低、效率低的弊端。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种厨具冷喷涂智能系统,以解决现有技术中厨具冷喷涂加工自动化程度低、效率低的弊端。
6.为实现上述目的,本实用新型采用以下技术方案:
7.本实用新型的实施例提供了一种厨具冷喷涂智能系统,其包括:上料系统、作业传送带、下料系统、送粉系统、喷涂系统、气体处理系统,所述上料系统连接于所述作业传送带,所述作业传送带又连接于所述下料系统;所述气体处理系统连接于所述送粉系统,所述送粉系统又连接于所述喷涂系统,所述喷涂系统还连接于所述作业传送带;
8.所述气体处理系统用于向所述送粉系统提供高速高压气体,所述送粉系统用于向所述喷涂系统提供涂层粉末,所述喷涂系统用于向所述作业传送带上的待加工厨具喷射涂层。
9.其中,所述上料系统包括:厨具清洗装置和上料传送带,所述厨具清洗装置连接于所述上料传送带。
10.其中,所述上料系统还包括:产品上料装置,所述产品上料装置设置于所述上料传送带与所述作业传送带之间,所述产品上料装置用于移动所述待加工厨具。
11.其中,所述上料传送带上设有第一ccd视觉检测系统,所述第一ccd视觉检测系统设置于所述厨具清洗装置的输出端后。
12.其中,所述作业传送带为首尾相连的循环传送带。
13.其中,所述下料系统包括:产品下料装置和下料传送带,所述产品下料装置设置于所述下料传送带与所述作业传送带之间,所述产品下料装置用于移动加工后厨具。
14.其中,所述作业传送带上设有第二ccd视觉检测系统,所述第二ccd视觉检测系统设置于所述喷涂系统与所述产品下料装置之间。
15.其中,还包括除尘装置,所述除尘装置设置于所述作业传送带中间,所述除尘装置用于吸取所述喷涂系统溅射出的所述涂层粉末。
16.其中,还包括粉尘处理装置,所述粉尘处理装置连接于所述除尘装置。
17.其中,还包括冷却系统,所述冷却系统连接于所述喷涂系统,所述冷却系统用于冷却喷涂系统工作过程中产生的热量。
18.与现有技术相比,本实用新型的厨具冷喷涂智能系统,通过在作业传送带前后设置上料系统、下料系统,在所述作业传送带上设置喷涂系统,再与喷涂系统连接设置气体处理系统与送粉系统,完成了一整个厨具冷喷涂处理的自动化设置,使整个冷喷涂过程自动化程度升高,效率更强。
19.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型技术手段,可依照说明书的内容予以实施,并且为了让本实用新型的上述和其它目的、特征及优点能够更明显易懂,以下特举较佳实施例,详细说明如下。
附图说明
20.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
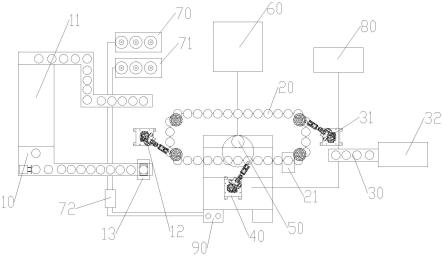
21.图1为本实用新型一种厨具冷喷涂智能系统的结构示意图;
22.图中标识说明:
23.10、上料传送带;11、厨具清洗装置;12、产品上料装置;13、第一ccd 视觉检测系统;20、作业传送带;21、第二ccd视觉检测系统;30、下料传送带;31、产品下料装置;32、仓储库;40、喷涂系统;50、除尘装置;60、粉尘处理装置;70、氢气站;71、氦气站;72、气体处理装置;80、冷却系统; 90、送粉系统。
具体实施方式
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,下面结合附图和具体实施方式对本实用新型作进一步详细说明。
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所述的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
28.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
29.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
30.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行结合和组合。
31.请参阅图1本实用新型的实施例提供了一种厨具冷喷涂智能系统,其包括:上料系统、作业传送带20、下料系统、送粉系统、喷涂系统40、气体处理系统,所述上料系统连接于所述作业传送带20,所述作业传送带20又连接于所述下料组件;所述气体处理系统连接于所述送粉系统90,所述喷涂系统40还连接于所述送粉系统90,所述喷涂系统40还连接于所述作业传送带20;
32.所述气体处理系统用于向所述喷涂系统40提供高速高压气体,所述送粉系统90用于向所述喷涂系统40提供涂层粉末,所述喷涂系统40用于向所述作业传送带20上的待加工厨具喷射涂层。一般的,在工作状态下,待加工厨具会从所述上料系统进入,经过所述上料系统到达所述作业传送带20,由所述作业传送带20上的喷涂系统40对其进行喷涂涂层;而喷涂系统40所喷出的涂层粉末来自于送粉系统90,喷涂系统40用于喷出涂层粉末所需要的压力来自于气体处理系统,由此,喷涂系统40对作业传送带20上的待加工厨具进行高压高速的喷涂,以致形成喷涂涂层,喷涂完成后的加工后厨具由作业传送带20传递至下料系统,最终完成下料,其一整套厨具冷喷涂系统40自动化程度高,涵盖了整个厨具加工的全过程,大大提高了生产效率。
33.进一步的,所述上料系统包括:厨具清洗装置11和上料传送带10,所述厨具清洗装置11连接于所述上料传送带10,具体的,所述上料传送带10穿过所述厨具清洗装置11。一般的,在工作状态下,待加工厨具由上料传送带10进行传递,在传递过程中将经过厨具清洗装置11,可选的,所述厨具清洗装置11内先后设有除油区、第一热水洗区、水洗区、酸洗区、水洗区、热水洗区、碱洗区、热水洗区、热水洗区、水分烘干区、冷却区,待加工厨具经过所述厨具清洗装置11后达到喷涂要求。
34.其中,所述上料系统还包括:产品上料装置12,所述产品上料装置12设置于所述上料传送带10与所述作业传送带20之间,所述产品上料装置12用于移动所述待加工厨具,可
选的,所述产品上料装置12为搬运机器人。
35.进一步的,所述上料传送带10上设有第一ccd视觉检测系统13,所述第一 ccd视觉检测系统13设置于所述厨具清洗装置11的输出端后。
36.可选的,在另一实施例中,该厨具冷喷涂智能系统还包括数据中台、中控系统、pc端智能控制系统,所述数据中台连接于所述第一ccd视觉检测系统13,用于收集其反应的状态数据,并将所述状态数据传递至所述pc端智能控制系统。所述pc端智能控制系统用于利用数据中台收集的状态数据进行判断,判断经过所述第一ccd视觉检测系统13的清洗后厨具是否达到喷涂要求,若达到喷涂要求,则判断所述清洗后厨具下一步传递至作业传送带20;若未达到喷涂要求,则判断所述清洗后厨具下一步传递至上料传送带10的上料端,重新经过清洗装置。所述中控系统连接于所述产品上料装置12,所述中控系统用于接收pc端智能控制系统的判断并下发对应的执行指令,在本实施例中为控制产品上料装置 12将待加工厨具放置于上料传送带10的上料端或作业传送带20的上料端上。通过设置数据中台、中控系统、pc端智能控制系统,对待加工厨具进行加工前质量检测,判断其是否达到喷涂要求,若未达到喷涂要求则令产品上料装置12 将其放至上料传送带10的上料端,使其重新经过厨具清洗装置11清洗,有效减少了废品加工、无效加工,避免了不必要的资源浪费。
37.其中,所述作业传送带20为首尾相连的循环传送带。
38.其中,所述下料系统包括:产品下料装置31和下料传送带30,所述产品下料装置31设置于所述下料传送带30与所述作业传送带20之间,所述产品下料装置31用于移动加工后厨具。可选的,所述产品下料装置31为搬运机器人。可选的,所述下料传送带30后还接有仓储库32,所述下料传送带30将其上的加工后厨具运输至所述仓储库32。
39.其中,所述作业传送带20上设有第二ccd视觉检测系统21,所述第二ccd 视觉检测系统21设置于所述喷涂系统40与所述产品下料装置31之间。
40.可选的,在另一实施例中,该厨具冷喷涂智能系统还包括数据中台、中控系统、pc端智能控制系统,所述数据中台连接于所述第二ccd视觉检测系统21,用于收集其反应的状态数据,并将所述状态数据传递至所述pc端智能控制系统。所述pc端智能控制系统用于利用数据中台收集的状态数据进行判断,判断经过所述第二ccd视觉检测系统21的加工后厨具是否达到成品要求,若达到成品要求,则判断所述加工后厨具下一步传递至下料传送带30;若未达到喷涂要求,则判断所述加工后厨具继续随所述作业传送带20移动,重新经过喷涂系统40。所述中控系统连接于所述产品下料装置31,所述中控系统用于接收pc端智能控制系统的判断并下发对应的执行指令,在本实施例中为控制所述产品下料装置 31将加工后产品抓取至下料传送带30或无视所述加工后产品,令其随作业传送带20移动。通过设置数据中台、中控系统、pc端智能控制系统,对待加工厨具进行加工后质量检测,判断其是否达到成品要求,若未达到成品要求则令其继续随作业传送带20运动,使其重新喷涂系统40喷涂,有效减小了废品生产率,代替了传统的需要人工挑拣、人工重新加工的人力劳动,省去了人力资源的同时还提高了生产效率。
41.其中,还包括除尘装置50,所述除尘装置50设置于所述作业传送带20中间,所述除尘装置50用于吸取所述喷涂系统40溅射出的所述涂层粉末。
42.具体地,该厨具冷喷涂智能系统还包括粉尘处理装置60,所述粉尘处理装置60连接于所述除尘装置50,所述粉尘处理装置60用于收集并处理所述除尘装置50吸取的涂层粉
末。
43.具体地,所述送粉系统90连接于所述气体处理系统与所述喷涂系统40之间,所述送粉系统90用于提供涂层粉末,随所述气体处理系统输出的高速高压气体一同输送至喷涂系统40。
44.可选的,所述气体处理系统包括:氢气站70、氦气站71以及气体处理装置72,所述气体处理装置72连接于所述氢气站70、氦气站71以及喷涂系统40,所述气体处理装置72用于按照设定比例均匀混合氢气与氦气,并将其增压增速的传递至所述送粉系统90与喷涂系统40;所述氢气站70、氦气站71用于提供氢气、氦气以组成氢氦混合气,所述氢氦混合气能够令涂层粉末在喷涂过程中能有效与外界空气隔绝,有效保护冷喷涂过程的稳定进行。
45.进一步的,还包括冷却系统80,所述冷却系统80连接于所述喷涂系统40,所述冷却系统80用于冷却喷涂系统40工作过程中产生的热量,保证喷涂系统 40的稳定工作。
46.与现有技术相比,本实用新型的厨具冷喷涂智能系统,通过在作业传送带前后设置上料系统、下料系统,在所述作业传送带上设置喷涂系统,再与喷涂系统连接设置气体处理系统与送粉系统,完成了一整个厨具冷喷涂处理的自动化设置,使整个冷喷涂过程自动化程度升高,效率更强。
47.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1