用于高分子粉末涂料制备的防粘连磨粉设备及生产工艺的制作方法
本发明涉及磨粉设备,具体的,涉及用于高分子粉末涂料制备的防粘连磨粉设备及生产工艺。
背景技术:
1、涂料属于有机化工高分子材料,其所形成的涂膜属于高分子化合物类型,而高分子粉末涂料是以固体树脂和颜料、填料及助剂等组成的固体粉末状合成树脂涂料,其与普通溶剂型涂料及水性涂料不同,它的分散介质不是溶剂和水,而是空气,高分子粉末涂料在制备过程中需要经过磨粉工艺处理,传统的磨粉设备在磨粉过程中,其内部通常会发生高分子粉末涂料粘附在内壁的情况,所以改进了传统的磨粉设备,在其中涂抹了防粘连的涂层,来解决高分子粉末涂料容易粘附的问题,但使用一段时间后,发现磨粉设备还是会存在以下问题:
2、对于不同型号高分子粉末涂料所需研磨的规格要求不同,而现有的磨粉设备无法根据实际要求进行调整。
技术实现思路
1、本发明提出用于高分子粉末涂料制备的防粘连磨粉设备及生产工艺,解决了相关技术中的对于不同型号高分子粉末涂料所需研磨的规格要求不同,而现有的磨粉设备无法根据实际要求进行调整的问题。
2、本发明的技术方案如下:
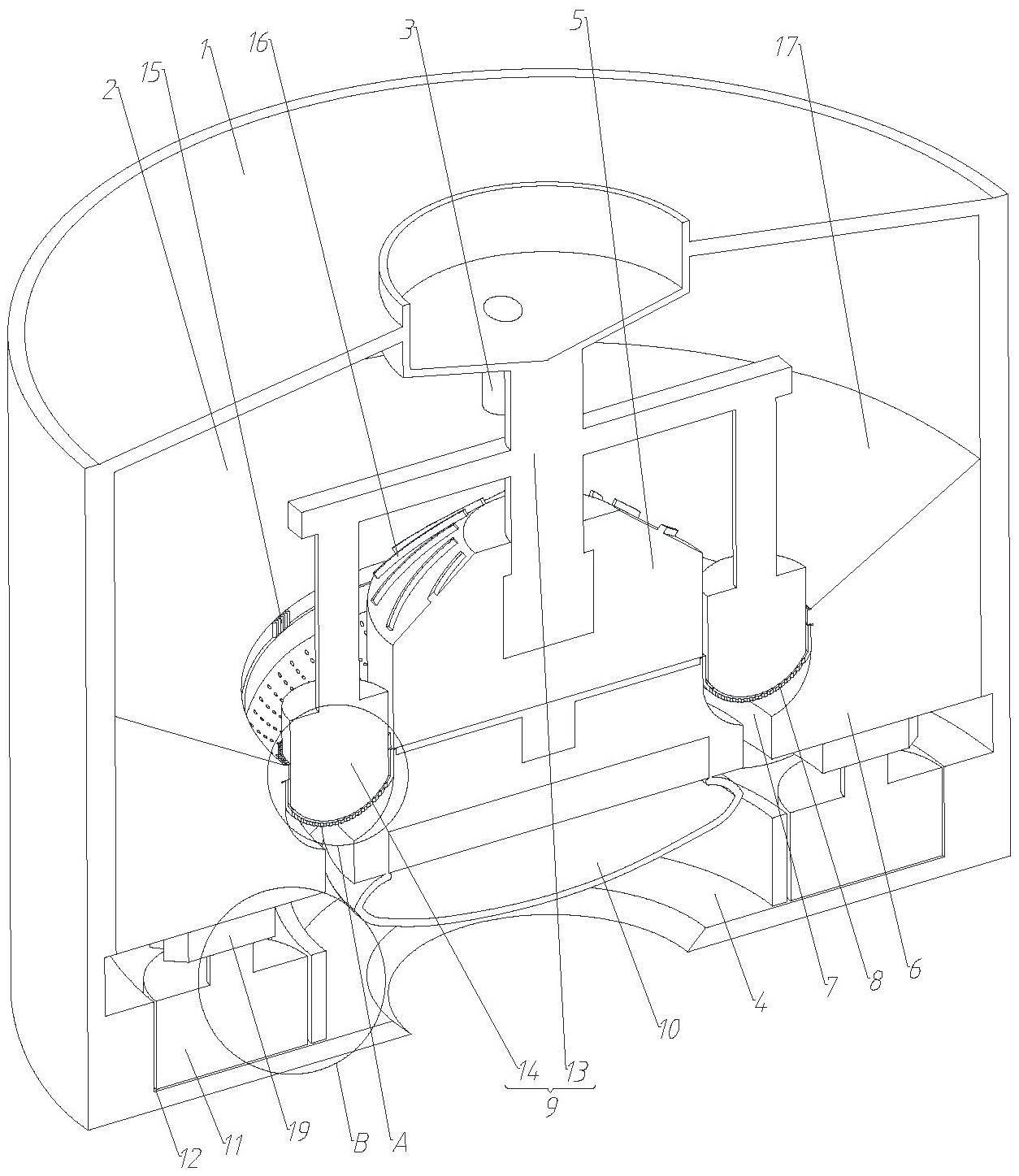
3、用于高分子粉末涂料制备的防粘连磨粉设备,包括:
4、磨粉罐,所述磨粉罐具有磨粉空间,所述磨粉空间具有进料口和出料口;
5、粗磨基体,所述粗磨基体设置在所述磨粉罐上,位于所述磨粉空间内;
6、环形挡料件,所述环形挡料件转动设置在所述磨粉罐上,所述粗磨基体位于所述环形挡料件内,与所述环形挡料件之间形成环形粗磨通槽;
7、粗磨筛网,所述粗磨筛网设置在所述粗磨基体上,位于所述环形粗磨通槽内;
8、粗磨件,所述粗磨件转动设置在所述粗磨基体上,且与所述粗磨筛网间隔设置,所述粗磨件和所述进料口均位于所述粗磨筛网上方;
9、弹性气囊,所述弹性气囊设置在所述粗磨基体底部;
10、细磨件,所述细磨件设置在所述环形挡料件底部,与所述磨粉罐内壁之间具有间隙,所述弹性气囊充气后,所述弹性气囊用于将涂料导向所述间隙内,所述环形粗磨通槽和所述间隙均连通所述出料口。
11、作为进一步的技术方案,所述粗磨筛网转动设置在所述粗磨基体上,所述粗磨筛网与所述环形挡料件转动方向相同,所述粗磨件包括:
12、粗磨架,所述粗磨架转动设置在所述粗磨基体上,所述粗磨筛网与所述粗磨架转动方向相反;
13、粗磨头,所述粗磨头设置在所述粗磨架上,位于所述环形粗磨通槽内,且与所述粗磨筛网间隔设置。
14、作为进一步的技术方案,所述粗磨头转动设置在所述粗磨架上,所述环形挡料件内壁上和所述粗磨基体外壁上均设置有齿牙,所述环形挡料件内壁上的齿牙与所述粗磨基体外壁上的齿牙交错设置,所述粗磨架转动后,所述粗磨头与所述环形挡料件内壁上的齿牙啮合、或与所述粗磨基体外壁上的齿牙啮合、或所述环形挡料件内壁上的齿牙与所述粗磨基体外壁上的齿牙均不与所述粗磨头啮合。
15、作为进一步的技术方案,所述粗磨基体为锥台型,所述粗磨基体锥面上具有螺旋导料部,所述进料口朝向所述螺旋导料部。
16、作为进一步的技术方案,环形挡料件具有导流面,所述导流面横截面积从靠近到远离所述环形粗磨通槽逐渐增大。
17、作为进一步的技术方案,还包括:
18、驱动件,所述驱动件转动设置在所述磨粉罐内壁上,位于所述环形挡料件下方,与所述环形挡料件底部的齿轮件啮合,所述细磨件设置在所述齿轮件上。
19、一种使用上述的用于高分子粉末涂料制备的防粘连磨粉设备的生产工艺,包括以下步骤:
20、s1、判断涂料是否需要经过细磨操作,若不需要细磨则进行s2,若需要细磨则进行s3;
21、s2、驱动粗磨架和粗磨筛网转动,涂料倒入进料口,最终从出料口得到粗磨涂料;
22、s3、弹性气囊内充气,驱动环形挡料件、粗磨架和粗磨筛网转动,涂料倒入进料口,最终从出料口得到细磨涂料。
23、本发明的工作原理及有益效果为:
24、本发明中,在传统磨粉设备经过涂抹了防粘连涂层的改进之后,还是发现改进后的磨粉设备存在无法根据不同型号高分子粉末涂料所需研磨的规格要求不同,从而及时调整磨粉设备研磨程度的问题,所以现有磨粉设备又做了一次调整,在磨粉设备内加设了两层环形通孔的锥形块,并在锥形块上转动设置有两组不同规格的研磨头,每个研磨头分别位于不同的环形通孔内,环形通孔的直径就是所需达到使用要求的涂料直径,通过研磨头的转动,将进入磨粉设备内的沿锥形块锥面流入环形通孔的涂料进行研磨,研磨头与锥形块的间隔设置不同,所产生的研磨力度不同,两层环形通孔分为粗磨和细磨,当不需要细磨时,只需要调整粗磨的环形通孔不与细磨的环形通孔连通即可,当需要细磨时,连通粗磨和细磨的环形通孔,达到粗磨后的涂料继续流至细磨的环形通孔内进行细磨操作,但就会发生一些堵塞的情况,因为研磨头直接与锥形块共同作用于涂料进行研磨,涂料容易在还没有被研磨到所需规格后,就在二者的挤压作用下,卡在环形通孔内,造成堵塞。
25、而本技术在环形粗磨通槽内加设粗磨筛网,粗磨件在粗磨基体上转动后,其与粗磨筛网共同作用于涂料,从而达到被研磨到所需规定的涂料从粗磨筛网上掉落后,可以顺利沿着环形粗磨通槽,从出料口排出磨粉罐,不会发生涂料堵塞在环形粗磨通孔内的情况,粗磨基体起到支撑粗磨筛网和粗磨件的作用,其位于转动设置的环形挡料件内,并与环形挡料件之间形成环形粗磨通槽,粗磨件与粗磨筛网间隔设置,且粗磨件和进料口均位于粗磨筛网上方,方便进入磨粉空间的涂料顺利抵达粗磨筛网上,同时粗磨件、粗磨筛网与粗磨基体共同作用于涂料进行研磨,环形挡料件的设置一方面是为了组成环形粗磨通槽进行涂料筛分,另一方面是能够将进入磨粉空间内准备进行粗磨的涂料均导向至粗磨筛网上,且转动也是为了更好的向设置在环形挡料件底部的细磨件提供细磨所需的动力,细磨件与磨粉罐内壁之间具有间隙,为了方便从环形粗磨通槽掉落的涂料先不通过出料口排出,而是在经过细磨件的细磨之后,再排出磨粉罐,设计在粗磨基体底部设置弹性气囊,在其不充气状态下,从环形粗磨通槽掉落的涂料就可以直接通过出料口排出磨粉罐,在其充气状态下,弹性气囊体积增大,直径大于环形粗磨通槽内径,方便将涂料导向至细磨件与磨粉罐之间的间隙内,进行细磨,再通过出料口排出,可以在出料口之前设置能够通过所需规格大小的通孔,以便涂料通过;至于如何向弹性气囊内充气,可以在位于其上方的粗磨基体内开设凹槽,弹性气囊设置在凹槽处,与凹槽之间形成密闭空间,并在凹槽内移动设置有活动板,活动板移动向弹性气囊靠近,则密闭空间内的空气会被活动板推向弹性气囊内,增大压强,实现充气,反之实现泄气。
26、工作原理:放入涂料之前,先判断好此规格的涂料需不需要细磨,如果不需要细磨,就不需要提前向弹性气囊内充气,直接驱动粗磨架和粗磨筛网转动,向进料口处导入涂料,涂料进入磨粉罐的磨粉空间内,沿着粗磨基体和环形挡料件流入环形粗磨通槽内的粗磨筛网上,粗磨件转动进行粗磨,被筛分出来的涂料从环形粗磨通槽流出后,直接从出料口排出磨粉罐;如果是需要细磨的涂料,就要首先向弹性气囊内充气,再驱动环形挡料件、粗磨架和粗磨筛网转动,向进料口处导入涂料进行粗磨后,从环形粗磨通槽流出的涂料就会在弹性气囊的导向作用下,流至细磨件与磨粉罐之间的间隙内,细磨件在环形挡料件作用下在磨粉空间内转动进行细磨操作,最终从出料口排出。
- 还没有人留言评论。精彩留言会获得点赞!