在线自动喷涂粉末的空气净化设备及空气净化方法与流程
本发明涉及一种在线自动喷涂粉末的空气净化设备及空气净化方法。
背景技术:
1、在铸造行业中,一是熔炼除尘、二是浇铸除尘,特别是树脂砂工艺的浇铸除尘,一直以来都没有很好的处理办法,这些处理设备不是无法满足新的环保要求和排放标准,就是故障频繁维护成本很高。产生这种问题的原因如下:
2、一、应用在熔炼除尘:
3、熔炼污染源实际特性:熔炼产生的烟尘,国家相关政策、标准均认定污染性质为颗粒物。而在实际生产中,厂家采购炉料时,会夹杂了大量的铸件加工铁削和废机械生铁,炉料中含有许多切削液和机油混合,而切削液主要含基础油和各种添加剂混合而成。当含切削液的铁削投入炉内时,会发生沸腾并产生蒸汽,形成水汽和所谓的油雾,燃烧完成后,烟气中除含“油焦”颗粒物外,还含一定的vocs气体。也就是熔炼时会产生“油焦”颗粒物、挥发性有机物(vocs)和氮氧化物等气体。
4、以上污染介质,不但会在很短的时间内(三个月左右),因是水蒸汽结露、与“尘”结成“浆”,又或是粘度极高的“油焦”颗粒物,附着在滤材(布袋或滤筒)上。发生堵塞滤材(布袋、滤芯)造成糊袋现象,导致除尘器阻力急剧升高,直至过滤处理功能失效,不但不幅度缩短(布袋或滤筒)的使用寿命,而且有vocs气体外排的现象。简单来说:污染介质以颗粒物为主,伴随一定的气体。
5、二、应用在浇铸除尘:
6、浇铸污染源实际特性:在铸行业砂型工艺中,主要为无机物粘土和有机物粘结剂作为粘结砂成型。下面将常见的两种造型工艺浇铸产生污染烟气简单说明。
7、1、常见无机物粘土砂型:用膨润土做黏结剂再加水及其他添加剂(煤粉等)混匀,砂型(芯)不用烘干,可直接浇注的砂(称潮模砂)。浇注时,当高温的金属液浇入砂型中,大量的热量传入砂型,使靠近铸件表面的型砂温度升高到接近铸件温度的红热状态,并燃烧的火焰出现。这是因为砂型的添加剂(煤粉等)在燃烧,会产生so2、co等。该工艺以气体为主。
8、2、常见有机物粘结剂的(呋喃树脂和酚醛树脂砂型):树脂砂型浇注时,除了粉尘颗粒物外,高温热分解、反应及在砂型不同厚度的氧气供应情况不同,发生干馏,燃烧,焦化等反应析出。浇铸和冷却过程,会随时间、温度变化产生不同的污染物,大致可归纳为以下污染物。
9、浇铸前混砂造型合箱待浇时污染源性质:
10、树脂和固化剂在混砂机混砂过程中发生聚合反应,析出挥发出游离糠醇,甲醛,酚和其他衍生物。
11、①金属液浇注时段:因有机物粘结的砂型,遇明火或高温机物会燃烧生成碳水化合物的特性,砂型高温燃烧时段,产生的污染物以颗粒物为主。即高温的金属液浇入砂型中,大量的热量传入砂型引燃砂型中的有机物粘剂(引燃温度420℃),燃烧时分解物为:主要是粘度高的粉体(颗粒物)、一氧化碳和二氧化碳。在远离金属液的型砂,因分解温度不低260℃,因此只有少量释放出苯酚和甲醛。
12、②完成浇注冷却时段:准确的说当砂型停止燃烧,砂型温度在600℃~300℃之间的时段,其间有机物在不完全反应或燃烧的情况下,会产生大量的一氧化碳及二氧化硫、硫化氢、氨、氰化物、苯、甲苯、二甲苯和各种环芳烃等。
13、③浇注完成后期:换问话说,砂型降至300℃以下时,砂型树脂本身基本上不发生分解,这一阶段产生的气体主要是水分,还有少量树脂硬化时束缚于树脂中未能释放的甲醛。
技术实现思路
1、针对现有技术中的不足,本发明的目的是提供一种不但能精密过滤颗粒物,将滤筒寿命从过去三到六个月左右延长达三年以上,且亦具备一定的除vocs等污染气体功能的在线自动喷涂粉末的空气净化设备及空气净化方法。
2、本发明解决其技术问题所采用的技术方案是:
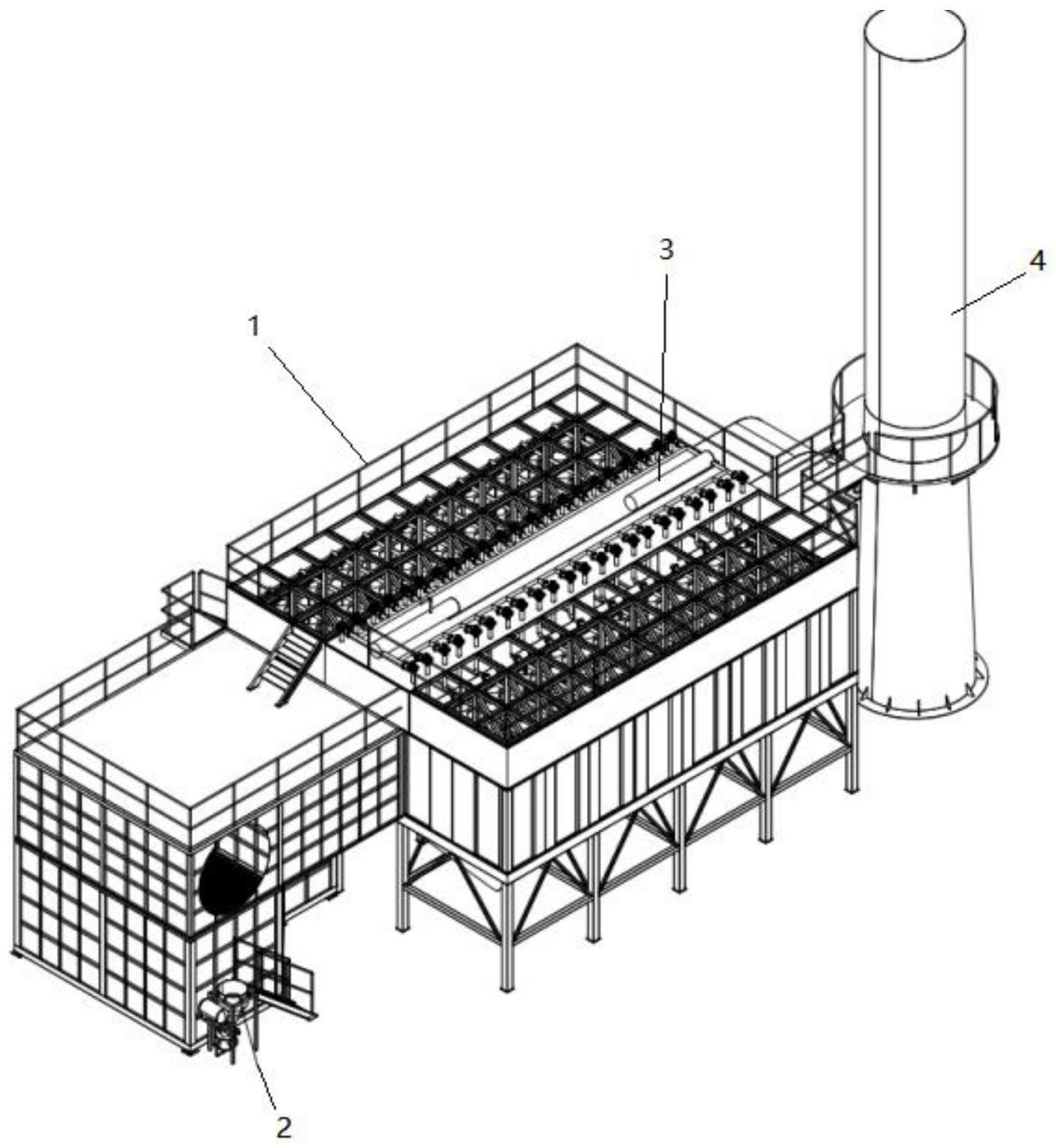
3、一种在线自动喷涂粉末的空气净化设备,包括有滤芯除尘设备,及与滤芯除尘设备进风口连通的粉末喷涂设备,及与滤芯除尘设备出风口连通的出风管道,该粉末喷涂设备包括有用于吸收废气的吸风口,及用于用于压缩废气的压缩机,及用于添加粉尘的储存仓,及用于将粉尘及压缩废气送入滤芯除尘设备的出风装置。
4、作为优选,该滤芯除尘设备包括有用于除尘的除尘袋,与出风装置连通的、朝向与除尘袋的除尘进口,及与除尘袋连通的除尘出口管道。
5、作为优选,还包括有用于清理滤芯除尘设备表面固化油焦的脉冲设备,该脉冲设备设置于除尘袋的上方,并朝向与除尘袋位置进行脉冲作业。
6、作为优选,该滤芯除尘设备的下方设有用于排出固化油焦的出料口。
7、作为优选,该滤芯除尘设备的下方设有可使滤芯除尘设备的出料口形成悬空的支脚。
8、作为优选,该除尘袋设有一个以上,并在除尘出口管道的下方位置呈竖向阵列分布。
9、作为优选,该出风装置包括有出风座,及安装于出风座上的出风口,该吸风口连通于出风座的一侧,该压缩机连通于出风座的另一侧,该储存仓连通于出风座的上方。
10、作为优选,该粉末喷涂设备还包括有用于支起储存仓和压缩机的支架,及安装于支架一侧的、朝向于储存仓的爬梯。
11、作为优选,该除尘出口管道还连有排放塔,该排放塔位于滤芯除尘设备的一侧,该滤芯除尘设备设有一个以上,并集成于一除尘箱内。
12、本发明所要解决的另一技术问题为提供一种在线自动喷涂粉末的空气净化设备的空气净化方法,包括以下步骤:
13、在喷涂过程中,使废气通过吸风口进入粉末喷涂设备;
14、通过压缩机将废气与粉末充分混合,并将其送入储存仓;
15、粉尘被添加到储存仓中,混合成带有粉尘的废气;
16、通过出风装置将废气和粉尘被送入滤芯除尘设备;
17、滤芯除尘设备中的除尘袋对废气进行过滤,并在除尘袋外捕捉和收集粉尘形成固化油焦;
18、净化后的废气通过除尘袋进入除尘出口管道,并排放至排放塔内;
19、在除尘袋上形成固化油焦时,通过脉冲设备进行脉冲作业,清除除尘袋表面的沉积物,使固化油焦从除尘袋表面脱落并掉入出料口中进行排出。
20、本发明的有益效果是:
21、针对以上污染介质既含颗粒物,又含气体的除尘系统,本方案选择一种既无污染又能飞扬且粒径>25um具有吸附性且粘度低的粉料,喷涂在布袋(或滤筒)外表面的“粉”,靠內层负压固定附着于布袋(或滤筒)外层。捕集到的颗粒物和vocs等气体进入除尘器(过滤处理室)过滤时,必将先通过布袋(或滤筒)外表面的粉料,再进入布袋(或滤筒)最后精密过滤。烟气中含“油焦”颗粒物只能粘在“粉”中,“粉”将“油焦”吸附并与滤材隔离。vocs等气体也同样会经过“粉”再排出除尘器(过滤处理室),“粉”就这样也可以吸附烟气中的vocs等气体。
22、当布袋(或滤筒)表面附着的“粉”和吸附物越来越多,会反应为除尘器阻力升高,此时,除尘器将自动控制产生反向脉冲气流喷吹,将布袋(或滤筒)表面附着的“粉”与vocs等气体的混合物和吸附“油焦”颗粒物混合物清落在集灰室中,定期按固废相关要求排出处理。从集灰室排出来的灰,含有许多“油”及“臭”味来看,和实际检测证明,该办法取得预想的效果,不但能精密过滤颗粒物,延长滤筒寿命从过去三~六个月左,延长达三年以上,从检测结果来看亦具备一定的除vocs等污染气体功能。
- 还没有人留言评论。精彩留言会获得点赞!