一种用于胶带生产的布胶装置的制作方法
本发明涉及胶带生产设备,具体涉及一种用于胶带生产的布胶装置。
背景技术:
1、常用的胶带为热熔型胶带,其为在带状基材上附着热熔型胶黏剂的产品。在生产过程中,需采用上胶机或其他布胶装置,将胶水涂布在基材上并冷却,然后卷成母卷,再通过分条机分切成规格不等的小卷,以形成产品。现有技术中,通过大都是通过传胶辊和/或涂胶辊的配合将胶黏剂涂覆在带状基材上,部分产品的生产中设置有匀胶辊,虽然能够有效的将胶黏剂涂布在基材上,但是受环境和与带状基材热交换的影响,生产一段时间后,传胶辊、涂胶辊和匀胶辊,均存在胶团的情况,从而影响布胶的均匀性。
2、针对上述的问题,目前通常通过在对应的位置设置刮刀以确保相应的胶辊能够正常工作,但是刮刀在长期使用后,磨损较大,需要及时的更换刮刀。而刮刀磨损后,存在更换不及时的情况,并且需要停机更换,影响生产的正常进行。
技术实现思路
1、针对现有胶带生产用的布胶装置存在刮刀更换不及时和需停机更换刮刀的技术问题;本发明提供了一种用于胶带生产的布胶装置,通过喷头直接将热熔型胶黏剂喷涂支带状基材上,再由匀胶辊压匀胶黏剂,且能够及时对存在胶团的匀胶辊进行在线清洁,不需要停机维护,可确保生产的连续进行,从而提高胶带的生产效率。
2、本发明通过下述技术方案实现:
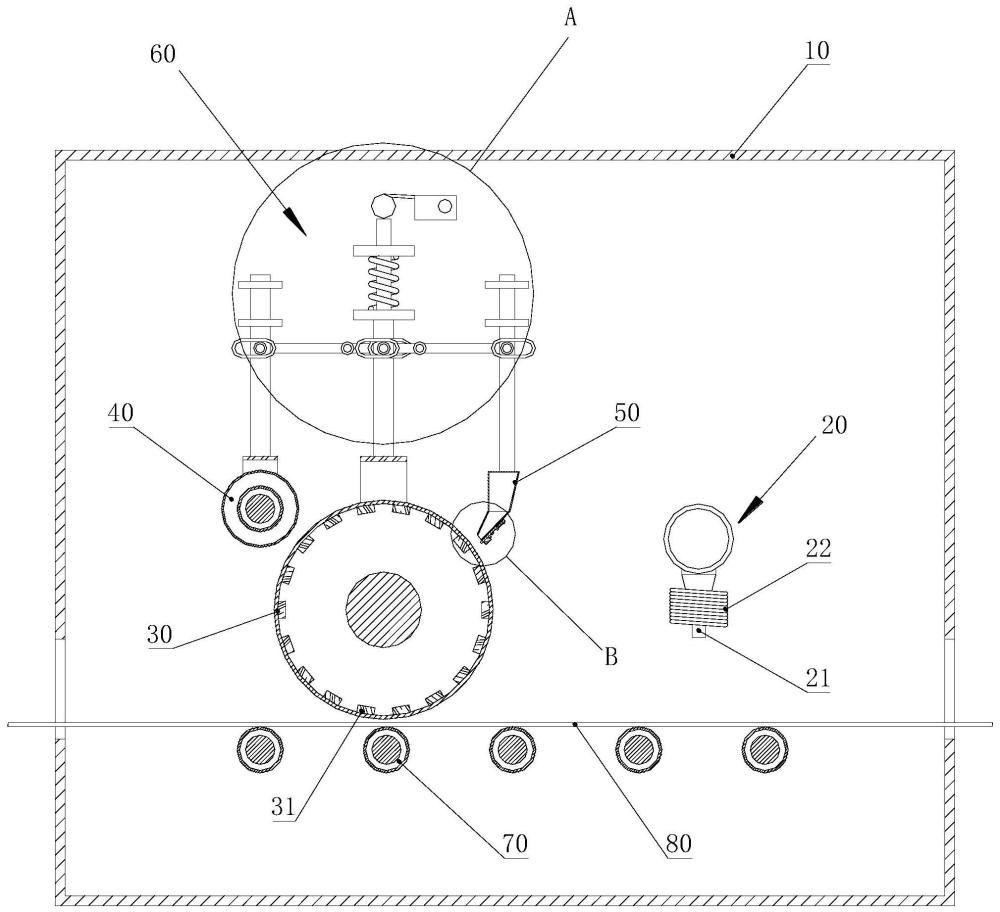
3、本发明提供了一种用于胶带生产的布胶装置,包括:机箱,长度方向的两侧分设有供带状基材穿过的进料口和出料口;喷胶机构,设置在所述机箱内,能够将热熔型胶黏剂喷涂在位于所述机箱内的带状基材的上表面;匀胶辊,设置在所述机箱内,沿所述带状基材的送料方向,位于所述喷胶机构后侧,且适配有阻尼弹簧,在所述阻尼弹簧的作用下能够压贴在带状基材的上表面;电热辊,设置在所述机箱内,且位于所述匀胶辊的侧上方;负压吸胶盒,设置在所述机箱内,且位于所述匀胶辊的侧上方;其中,在所述匀胶辊侧壁附着有胶团时,所述匀胶辊能够向上压缩阻尼弹簧,并驱动所述电热辊抵触在所述匀胶辊的侧壁、所述负压吸胶盒的吸附口向所述匀胶辊的侧壁移动,且将所述电热辊与电源相连和将所述负压吸胶盒与负压源相连。
4、本发明提供的用于胶带生产的布胶装置,机箱长度方向的两侧分设有供带状基材穿过的进料口和出料口,机箱内部设置喷胶机构、匀胶辊、电热辊和负压吸胶盒,喷胶机构够将热熔型胶黏剂喷涂在位于所述机箱内的带状基材的上表面,匀胶辊位于喷胶机构后侧、且适配有阻尼弹簧,能够将喷胶机构喷涂在带状基材上的热熔型胶黏剂压均,而电热辊位于匀胶辊的侧上方、负压吸胶盒位于匀胶辊的侧上方,在正常工况下,匀胶辊上无胶团并在阻尼弹簧的作用下抵触在带状基材的上表面,带状基材在复卷辊的收卷下,在机箱从进料口向出料口移动,喷胶机构够将热熔型胶黏剂喷涂带状基材位机箱内的一段的上表面,然后通过匀胶辊压匀,便能够将热熔型胶黏剂均压的布设在带状基材上。
5、当匀胶辊上有胶团时,胶团不能被压离、带状基材紧绷在匀胶辊下侧,从而在胶团的作用下将匀胶辊向上顶并压缩阻尼弹簧,从而驱动电热辊抵触在匀胶辊的侧壁、负压吸胶盒的吸附口向匀胶辊的侧壁移动,同时将电热辊与电源相连和将负压吸胶盒与负压源相连,而电热辊在连通电源后温度升高,并在匀胶辊的带动下旋转并对匀胶辊加热,从而将匀胶辊上存在的胶团融合成液体,然后通过负压吸胶盒内的负压将多余的液态热熔型胶黏剂吸走,以达到清洁匀胶辊的效果,实现了对匀胶辊及时的在线清洁。而多余的的液态热熔型胶黏剂被负压吸胶盒吸走,能够避免对带状基材上的热熔型胶黏剂的均匀性造成影响。
6、其中,在胶团的作用下将匀胶辊向上顶并压缩阻尼弹簧,以驱动电热辊抵触在匀胶辊的侧壁、负压吸胶盒的吸附口向匀胶辊的侧壁移动,使得匀胶辊与对应的电热辊初始距离为匀胶辊上移的距离与电热辊下移的距离之和、匀胶辊与负压吸胶盒的初始距离为匀胶辊上移的距离与负压吸胶盒下移的距离之和,使得在正常工况下匀胶辊与电热辊和负压吸胶盒之间有足够的间距,避免电热辊和负压吸胶盒对匀胶辊的正常工作造成影响。
7、综上,本发明提供的布胶装置,能够将热熔型胶黏剂均匀的布设在带状基材上,且能够及时对存在胶团的匀胶辊进行在线清洁,不需要停机维护,可确保生产的连续进行,从而提高胶带的生产效率。
8、在一可选的实施方式中,所述机箱内还设置有触发机构,所述触发机构包括:匀胶滑杆,与所述机箱滑动连接,且能够上下滑动,所述阻尼弹簧套设在所述匀胶滑杆外、所述匀胶辊设置在所述匀胶滑杆下端;微动开关,设置在所述匀胶滑杆的上方,在所述匀胶滑杆上移触动的情况下,能够将所述电热辊与电源相连和将所述负压吸胶盒与负压源相连;加热滑杆,与所述机箱滑动连接,且能够上下滑动,所述电热辊设置在所述加热滑杆下端;第一连杆,一端与所述匀胶滑杆传动连接、中部与所述机箱内侧壁铰接、另一端与所述加热滑杆传动连接;吸胶滑杆,与所述机箱滑动连接,且能够上下滑动,所述负压吸胶盒设置在所述吸胶滑杆下端;第二连杆,一端与所述匀胶滑杆传动连接、中部与所述机箱内侧壁铰接、另一端与所述吸胶滑杆传动连接;其中,在所述匀胶辊向上压缩阻尼弹簧的情况下,所述加热滑杆和所述吸胶滑杆同时向下滑动,从而使得匀胶辊向上压缩阻尼弹簧时,电热辊抵触在所述匀胶辊的侧壁、负压吸胶盒的吸附口向匀胶辊的侧壁移动,且将电热辊与电源相连和将负压吸胶盒与负压源相连。
9、在一可选的实施方式中,所述第一连杆与所述机箱铰接处到所述加热滑杆的距离大于到所述匀胶滑杆的距离,以使得加热滑杆同时向下滑动的距离大于匀胶滑杆向上滑动的距离,确保在正常工况下电热辊与匀胶辊有足够的间距。
10、在一可选的实施方式中,所述第二连杆与所述机箱铰接处到所述吸胶滑杆的距离大于到所述匀胶滑杆的距离,以使得吸胶滑杆同时向下滑动的距离大于匀胶滑杆向上滑动的距离,确保在正常工况下负压吸胶盒与匀胶辊有足够的间距。
11、在一可选的实施方式中,所述第一连杆的两端分设有第一长条孔和第二长条孔,所述第一长条孔和所述第二长条孔均沿所述第一连杆的长度方向延伸;所述匀胶滑杆上端设置有第一插销,所述第一插销的杆部设在所述第一长条孔内,且所述第一插销能够沿所述第一长条孔长度方向滑动;所述加热滑杆上端设置有第二插销,所述第二插销一端插设在所述第二长条孔内,且所述第二插销能够沿所述第二长条孔长度方向滑动,以确保在匀胶辊向上压缩阻尼弹簧的情况下,加热滑杆同时向下滑动。
12、在一可选的实施方式中,所述第二连杆的两端分设有第三长条孔和第四长条孔,所述第三长条孔和所述第四长条孔均沿所述第二连杆的长度方向延伸;所述第一插销的杆部插设在所述第三长条孔内,且所述第一插销能够沿所述第三长条孔长度方向滑动;所述吸胶滑杆上端设置有第三插销,所述第三插销一端插设在所述第四长条孔内,且所述第三插销能够沿所述第四长条孔长度方向滑动,以确保在匀胶辊向上压缩阻尼弹簧的情况下,吸胶滑杆同时向下滑动。
13、在一可选的实施方式中,沿所述带状基材的送料方向,所述负压吸胶盒位于所述电热辊前侧,以使得经电热辊加热后多余的热熔型胶黏剂,一部分被负压吸胶盒吸走后,匀胶辊再与带状基材接触,而未被吸走的多余的热熔型胶黏剂则回流到后续的带状基材上,避免对带状基材上热熔型胶黏剂的均匀性造成影响。
14、在一可选的实施方式中,所述负压吸胶盒包括中空的盒体,所述盒体正对所述匀胶辊的一侧设置有与所述盒体内腔连通的吸胶缝,所述吸胶缝长度方向与所述匀胶辊的轴向平行,以经过吸胶缝将匀胶辊表面多余的热熔型胶黏剂吸入盒体内。
15、在一可选的实施方式中,所述吸胶缝的下侧设置有刮板,所述刮板与所述负压吸胶盒的盒体滑动连接;所述刮板与所述负压吸胶盒的盒体之间设置有抵紧弹簧,所述抵紧弹簧能够将所述刮板顶向所述匀胶辊;所述刮板设置有第一磁力条,所述匀胶辊内圆周均布有多个第二磁力条,所述第一磁力条和所述第二磁力条的磁极相同,以在所述第一磁力条和所述第二磁力条排斥力的作用下,使得所述刮板的下侧与所述匀胶辊表面间始终存在间隙。
16、通过设置刮板,可将匀胶辊上多余的热熔型胶黏剂刮成堆,便于负压通过负压吸胶盒将其吸入负压吸胶盒内,而通过抵紧弹簧抵紧弹簧能够将刮板顶向所述匀胶辊、第一磁力条和第二磁力条排斥力的作用下使得刮板的下侧与匀胶辊表面间始终存在间隙,以避免刮板与匀胶辊直接接触,一方面能够避免刮板和匀胶辊磨损,另一方面,也能够确保匀胶辊表面始保留着相应厚度的热熔型胶黏剂,而不会过多的带走带状基材上的热熔型胶黏剂,在确保产品质量的同时节约热熔型胶黏剂。
17、在一可选的实施方式中,所述喷胶机构包括多个喷胶头,多个所述喷胶头沿所述机箱的宽度方向间隔设置;所述喷胶头为金属材质,所述喷胶头外套设有感应加热线圈,以通过感应加热线圈给喷胶头实时加热,避免喷胶头温度过而使得热熔型胶黏剂成团、凝结,而导致喷胶头堵塞。
18、本发明与现有技术相比,具有如下的优点和有益效果
19、本发明提供的用于胶带生产的布胶装置,机箱长度方向的两侧分设有供带状基材穿过的进料口和出料口,机箱内部设置喷胶机构、匀胶辊、电热辊和负压吸胶盒,喷胶机构够将热熔型胶黏剂喷涂在位于所述机箱内的带状基材的上表面,匀胶辊位于喷胶机构后侧、且适配有阻尼弹簧,能够将喷胶机构喷涂在带状基材上的热熔型胶黏剂压均,而电热辊位于匀胶辊的侧上方、负压吸胶盒位于匀胶辊的侧上方,在正常工况下,匀胶辊上无胶团并在阻尼弹簧的作用下抵触在带状基材的上表面,带状基材在复卷辊的收卷下,在机箱从进料口向出料口移动,喷胶机构够将热熔型胶黏剂喷涂带状基材位机箱内的一段的上表面,然后通过匀胶辊压匀,便能够将热熔型胶黏剂均压的布设在带状基材上,当匀胶辊上有胶团时,匀胶辊向上顶并压缩阻尼弹簧,从而驱动电热辊抵触在匀胶辊的侧壁、负压吸胶盒的吸附口向匀胶辊的侧壁移动,同时将电热辊与电源相连和将负压吸胶盒与负压源相连,以对匀胶辊加热、并吸走多余的液态热熔型胶黏剂,实现了对匀胶辊及时的在线清洁,不需要停机维护,可确保生产的连续进行,从而提高胶带的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!