狭缝模具涂布机的制作方法
本公开内容涉及一种狭缝模具涂布机,具体地,涉及一种可用于对涂覆层图案的边缘应用绝缘涂覆的狭缝模具涂布机。本技术要求于2022年7月28日提交的韩国专利申请第10-2022-0094219号以及于2023年3月9日提交的韩国专利申请第10-2023-0031435号的优先权,通过引用将上述韩国专利申请的公开内容并入本文。
背景技术:
1、随着技术发展和对移动设备的需求的增加,对作为能源的二次电池的需求急剧增加。这些二次电池本质上包括作为电力产生元件的电极组件。电极组件具有其中正极、隔膜和负极堆叠至少一次的形式,通过分别对由铝箔和铜箔制成的集流体施加正极活性材料浆料和负极活性材料浆料并进行干燥来制备正极和负极。
2、这些二次电池通常使用具有层状晶体结构的含锂的钴氧化物(licoo2)、含锂的锰氧化物,诸如具有层状晶体结构的limno2和具有尖晶石晶体结构的limn2o4、以及含锂的镍氧化物(linio2)作为正极活性材料。另外,碳基材料主要用作负极活性材料,近来,由于对高能锂二次电池的需求增加,已考虑与具有比碳基材料大10倍以上的有效容量的硅基材料和氧化硅基材料混合使用。
3、为了确保二次电池的均匀的充电/放电特性,必须在集流体上均匀地涂覆正极活性材料浆料和负极活性材料浆料,通常使用狭缝模具涂布机。
4、在使用狭缝模具涂布机的电极活性材料层涂覆中,存在在一个集流体上以带状图案涂覆多个电极活性材料层(多路(multi-lane)涂覆)的情况。电极活性材料浆料被填充到形成在模具内的歧管(manifold)中并向出口排放。
5、在正极活性材料层的情况下,对图案的边缘(两侧)额外应用绝缘涂覆(下文中称为边缘(edge)涂覆)。为了确保二次电池的特性均匀,边缘涂覆的宽度/厚度应当均匀。对于边缘涂覆,使用在电极活性材料层涂覆之后的顺序涂覆或者与电极活性材料层的同时涂覆。
6、图1示出了用于常规顺序涂覆的制造装置构造的示例。
7、参照图1,在通过狭缝模具涂布机10涂覆电极活性材料层的同时,通过位于狭缝模具涂布机10上方的迷你(mini)模具20进行边缘涂覆。用于涂覆电极活性材料层的电极活性材料浆料通过浆料供应单元15供应到缝模具涂布机10,并且用于边缘涂覆的绝缘涂覆液通过绝缘涂覆液供应单元25供应到迷你模具20。
8、浆料供应单元15包括储存电极活性材料浆料的罐15a、将罐15a与狭缝模具涂布机10连接的管道15b、以及安装在管道15b中并且控制电极活性材料供应的量或开/关的泵和阀门15c。同样,绝缘涂覆液供应单元25包括储存绝缘涂覆液的罐25a、将罐25a与迷你模具20连接的管道25b、以及安装在管道25b中并且控制绝缘涂覆液供应的量或开/关的泵和阀门25c。
9、在该装置构造中,狭缝模具涂布机10和迷你模具20分开配置,这具有制造装置的构造复杂化并且操作所需的工时增加的缺点。
10、图2至图4是描述用于常规同时涂覆的狭缝模具涂布机的视图。
11、图2是常规狭缝模具涂布机30的透视图。参照图2,狭缝模具涂布机30包括下模具40、垫片(shim)50和上模具60。垫片50在下模具40与上模具60之间限定出口52。
12、图3是图2中所示的狭缝模具涂布机30的分解透视图。参照图3,在下模具40中形成有歧管42,歧管42可容纳电极活性材料浆料,然后将电极活性材料浆料供应到出口52。
13、图4是在省略了上模具60的情况下从上方观看时,放置在图3所示的狭缝模具涂布机30中的下模具40上的垫片50的平面图。
14、参照图3和图4,在使用狭缝模具涂布机30的同时涂覆中,通过浆料注入孔45从下模具40供应的电极活性材料浆料被容纳在歧管42中并且向出口52排放,并且从上模具60供应绝缘涂覆液,用于边缘涂覆。谈到插置在下模具40与上模具60之间的垫片50,形成有用于边缘涂覆的流路55。在上模具60中形成有绝缘涂覆用孔(hole)62,使得可向垫片50供应绝缘涂覆液。
15、在垫片50的流路55中,形成有孔55a,以从绝缘涂覆用孔62接收绝缘涂覆液,并且线55b连接至孔55a。在一些孔55a中,两条线55b分开。图4中示出了其中两条线55b分开的孔55a的放大图。当边缘涂覆之间的距离较短或者为了减少边缘涂覆供应系统的数量,在一个进料线(feeding line)中在彼此相邻的边缘上需要多重涂覆,因而如上所述,位于除两侧以外的其他位置处的孔55a在两条线55b中分开涂覆绝缘涂覆液。
16、当通过将绝缘涂覆液划分到两条线55b中进行涂覆时,流量应当自孔55a起均匀地划分到两侧,但是存在由于模具组装公差或其他干扰而不能均匀划分的现象。在当前结构中,绝缘涂覆用孔62的尺寸和垫片50中的孔55a的尺寸(直径c)相同。如果在组装过程中垫片50和模具的对准甚至稍微偏离,则会出现由于通往两侧的两条线55b之间的路径长度差异而导致每一侧的流量不同,最终导致边缘涂覆的宽度和厚度发生变化的问题。此外,如果上模具60的边缘涂覆供应位置和垫片50由于加工偏差而错位时,流量也会如上所述发生变化。
技术实现思路
1、技术问题
2、设计本公开内容来解决相关技术的问题,因此本公开内容旨在提供一种应用了边缘涂覆流量均匀性设计的狭缝模具涂布机。
3、然而,本公开内容要解决的技术问题不限于上述问题,本领域技术人员将从本公开内容的以下描述清楚地理解到文本未提及的其他问题。
4、技术方案
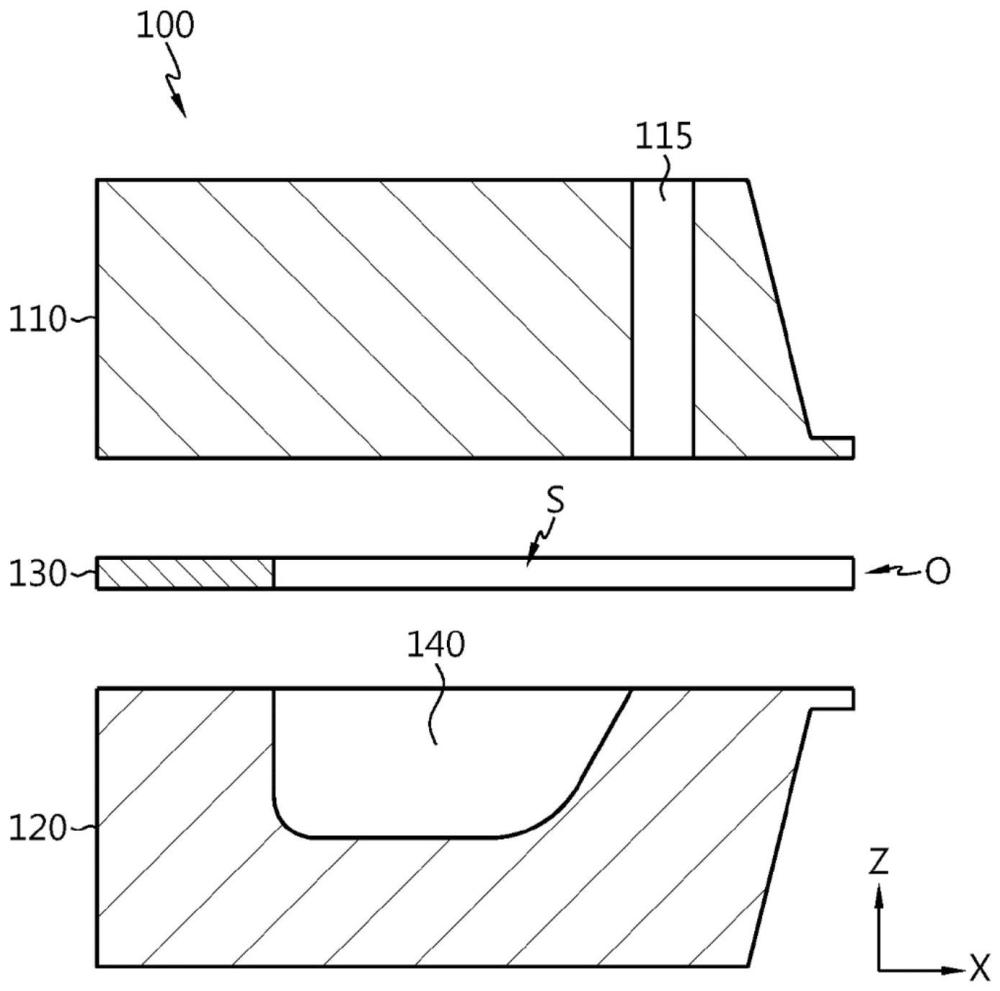
5、用于解决上述问题的本公开内容的狭缝模具涂布机包括:上模具和下模具;垫片,所述垫片插置在所述上模具与所述下模具之间以限定出狭缝和出口;和通过与所述上模具的所述出口相邻地垂直贯穿所述上模具形成的绝缘涂覆用孔,其中所述垫片包括:用于绝缘涂覆的第一歧管,所述第一歧管是通过在与所述绝缘涂覆用孔对应的位置处从所述垫片的表面凹进以形成用于容纳通过所述绝缘涂覆用孔供应的绝缘涂覆液的空间而形成的;和用于排放所述绝缘涂覆液的狭缝,所述狭缝是通过从所述垫片的所述表面凹进成与所述第一歧管的一端连通而形成的,其中所述第一歧管的凹进深度大于所述狭缝的凹进深度。
6、所述狭缝可分离形成在所述第一歧管的两侧。
7、所述第一歧管在所述垫片的表面上的投影面积可大于所述绝缘涂覆用孔在所述垫片的表面上的投影面积。
8、所述第一歧管的凹进深度可等于或大于所述狭缝的厚度的1/2。
9、所述第一歧管也可以是贯穿所述垫片的孔。
10、所述狭缝模具涂布机还可包括:通过在与所述第一歧管对应的位置处凹进到所述上模具和所述下模具的至少一个中而形成的用于绝缘涂覆的第二歧管。
11、优选的是,所述绝缘涂覆液从所述绝缘涂覆用孔注入并在所述第一歧管中扩散时的压力损失(loss)变小,并且所述绝缘涂覆液沿所述狭缝排放时的压力损失变大。
12、所述第一歧管在所述垫片的表面上的投影形状可以是具有与排放所述绝缘涂覆液的方向垂直的宽度mw和与排放所述绝缘涂覆液的方向平行的高度mh的矩形,其中所述第一歧管的宽度mw可等于或大于所述绝缘涂覆用孔的直径c。
13、所述第一歧管可具有相同的宽度mw和高度mh。
14、所述狭缝可具有恒定的宽度lw,并且所述狭缝在排放所述绝缘涂覆液的方向上包括水平部分和垂直部分或者仅包括水平部分,其中所述第一歧管的宽度mw可大于所述狭缝的宽度lw。
15、所述第一歧管的高度mh和凹进深度md以及所述狭缝的宽度lw和凹进深度ld可被确定为使得所述第一歧管中的所述绝缘涂覆液的粘度与所述狭缝中的所述绝缘涂覆液的粘度之比为1至4。
16、所述第一歧管的凹进深度md可大于所述狭缝的凹进深度ld的3倍。
17、所述第一歧管的凹进深度md可大于所述狭缝的凹进深度ld的4倍,并且所述第一歧管的高度mh可大于所述绝缘涂覆用孔的直径c的2.5倍且小于所述绝缘涂覆用孔的直径c的4.5倍。
18、所述第一歧管的凹进深度md可大于所述狭缝的凹进深度ld的5倍,并且所述第一歧管的高度mh可大于所述绝缘涂覆用孔的直径c的3倍且小于所述绝缘涂覆用孔的直径c的4.5倍。
19、有益效果
20、根据本公开内容,提供了一种应用了边缘涂覆流量均匀性设计的狭缝模具涂布机。
21、在根据本公开内容一个方面的狭缝模具涂布机中,在垫片上形成附加的第一歧管,使得在作为边缘涂覆液的绝缘涂覆液从供应位置被排放到两侧之前可使绝缘涂覆液的流量稳定。因此,当需要通过将一条线分成两条线进行边缘涂覆时,均匀地划分绝缘涂覆液的流量。即使发生模具组装公差或其他干扰,由于形成在垫片上的第一歧管的平衡作用,也可均匀地划分流量。因此,可解决在绝缘涂覆液的供应位置处分离地形成在两侧上的两个边缘涂覆之间的涂覆宽度和厚度变化的问题。
22、根据本公开内容的另一个方面,可在上模具或下模具中进一步形成能够容纳绝缘涂覆液的第二歧管,从而使进入两侧的流量尽可能相等。如果在与形成在垫片上的第一歧管对应的位置处在上模具或下模具中形成第二歧管,则可增加平衡面积,因而可进一步提高边缘涂覆均等化效果。
- 还没有人留言评论。精彩留言会获得点赞!