一种用于电器灌胶封装一体化装置的制作方法
本发明涉及电器加工设备,具体涉及一种用于电器灌胶封装一体化装置。
背景技术:
1、在电器生产制造中,需要对包含有电路板、继电器等电器件进行灌胶并封装,灌胶封装后,电器的绝缘、密封、耐高温、耐腐蚀和抗震性能都有较大的提升,便于在恶劣的工作环境下长期稳定工作,因此灌胶封装是有效保护电器的手段之一。
2、对于部分圆形电器的灌胶封装来说,一是需要在圆形罩体内填入环氧树脂和丙烯酸酯胶体为主的复合胶,一是需要沿圆形罩体的边缘涂抹一层粘合剂,用于密封罩体和罩盖。现有的加工流程主要是先将圆形罩体码放在一起,然后通过自动、半自动或手动设备将码放在一起的圆形罩体统一加入复合胶,由于复合胶的凝固时间较长,因此可以在注入复合胶后先放置一段时间再处理,随后再通过自动、半自动或手动设备沿圆形罩体的边缘打上粘合剂,由于粘合剂的凝固时间较短,因此打上粘合剂后就需要迅速盖上罩盖。由于设备的制约,现有的加工流程在对圆形电器灌胶封装时过于繁杂,不利于提高生产节奏和生产效率。
3、因此,需要设计一种用于电器灌胶封装一体化装置,能够在一台装置上快速完成上述三个灌胶封装圆形电器时的步骤。
技术实现思路
1、本发明的目的是提供一种用于电器灌胶封装一体化装置,以解决背景技术中描述的问题。
2、本发明的技术方案是这样实现的:
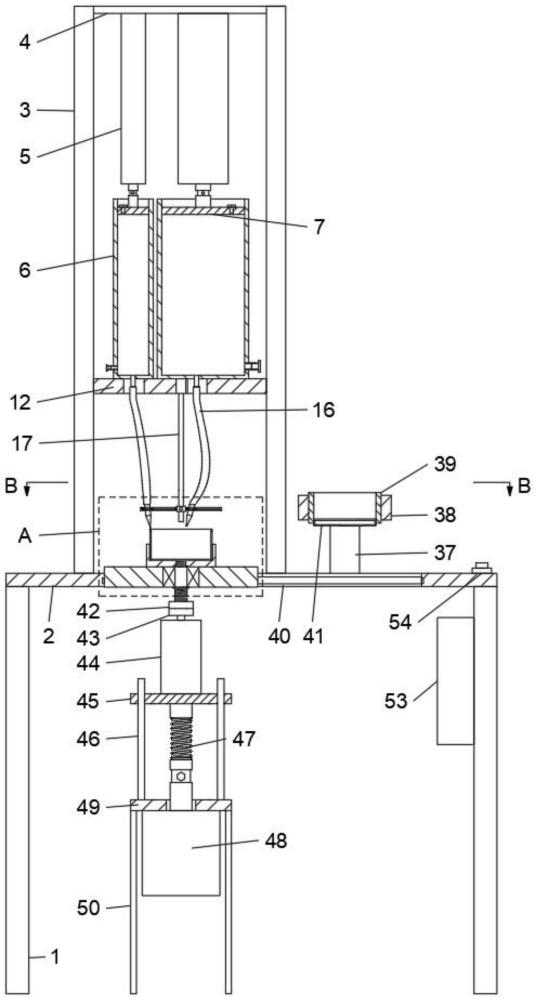
3、一种用于电器灌胶封装一体化装置,包括控制器和第一支架,所述第一支架上设有水平的台板,所述台板上端面向下开设有沿左右方向开设的长条形的通槽,所述通槽中左右滑动安装有滑板,所述滑板中竖直转动穿设有转轴,所述转轴顶部可拆卸地安装有底座,所述底座上端面向下开设有插槽,所述插槽的侧壁上套设有弹性垫套,所述台板下方还设有用于驱使转轴转动的驱动机构,所述转轴底部与驱动机构可分合地驱接,所述台板上端还设有第二支架,所述第二支架上还设有延伸杆,所述延伸杆底部还竖直固设有第一滑杆,所述滑板滑动至通槽最左端时所述第一滑杆处于底座正上方,所述第二支架上还固设有至少两个定量给胶机构,所述定量给胶机构的出口连接有软管,所述软管的末端连接有灌胶头,所述第一滑杆上还可固定地滑动连接有夹持机构,所述灌胶头可拆卸地固定安装在夹持机构上,所述台板上端还设有第三支架,所述第三支架上还设有升降机构,所述升降机构上可升降地竖直安装有内管,所述滑板滑动至通槽最右端时所述内管处于底座正上方且与转轴同轴心,所述台板上还设有压触开关,所述压触开关、驱动机构、定量给胶机构均与控制器电性连接。
4、使用上述方案时,将滑板滑动至通槽的中间处,将圆形罩体插入底座的插槽中,弹性垫套通过弹性形变可以有效夹住圆形罩体的外壁,防止圆形罩体在底座中晃动,随后将滑板向左推至通槽的最左端,通过调节夹持机构来改变灌胶头的高度位置、水平位置和转动角度,使得两个灌胶头一个对准圆形罩体的内部,另一个对准圆形罩体的边缘处(如果圆形罩体的边缘处有凹槽则对准凹槽处)。
5、按下压触开关,控制器控制驱动机构与转轴底部接触并驱使转轴较快转动,同时控制器控制装有复合胶的定量给胶机构定量定速给出复合胶,一个灌胶头往圆形罩体内部加入复合胶,圆形罩体转动的过程中可以使复合胶的均匀注入,并且圆形罩体转动还有利于复合胶的快速覆盖。复合胶注入完毕后,控制器控制驱动机构使转轴较慢转动,同时控制器控制装有粘合剂的定量给胶机构定量定速给出粘合剂,同时另一个灌胶头往圆形罩体边缘处打上粘合剂。
6、打胶完毕后,控制器控制驱动机构与转轴分离,拉动滑板至通槽的最右端,通过升降机构调节内管至合适高度,随后将罩盖从内管顶部放入,罩盖通过内管向下滑动,直至掉落至圆形罩体上端,由于内管与转轴同轴心,因此罩盖可以快速对齐圆形罩体并准确掉落至圆形罩体上,完整覆盖住圆形罩体的边缘。通过升降机构可以调节内管的高度,使得罩盖盖住圆形罩体后,罩盖顶部与内管顶部间距0~2毫米,随后推动滑板,使得滑板滑动至通槽中间,用手稍微压实罩盖后,将圆形罩体连同罩盖一起从底座中拔出,再放入新的圆形罩体,即可进行新一轮的灌胶封装。
7、进一步的技术方案是,所述驱动机构包括设于转轴底部的上摩擦盘,还包括设于台板下方的第四支架,所述第四支架上设有下安装板,所述下安装板底部固设有第二伸缩推杆,所述第二伸缩推杆的伸缩杆竖直向上滑动穿过下安装板并连接有弹簧连接件,所述下安装板上端还设有至少两根竖直设置的第二滑杆,所述下安装板上方还设有上安装板,所述第二滑杆滑动穿设在上安装板中,所述上安装板底部与弹簧连接件连接,所述上安装板上端还固设有伺服电机,所述伺服电机的输出轴竖直向上并设有下摩擦盘,所述上摩擦盘与下摩擦盘同轴心,所述伺服电机和第二伸缩推杆与控制器电性连接。
8、使用上述方案时,按下压触开关,控制器控制第二伸缩推杆的伸缩杆向上推出,上安装板向上升,推动伺服电机上升,下摩擦盘上升与上摩擦盘相抵,弹簧连接件被压缩,提供了顶推力的同时吸收第二伸缩推杆的过载移动量。伺服电机安装预定转速、预定转向和预定圈数进行转动,带动下摩擦盘转动,下摩擦盘带动上摩擦盘转动,上摩擦盘带动转轴转动,转轴带动底座转动,底座带动圆形罩体转动。灌胶结束后,伺服电机停止转动,第二伸缩推杆的伸缩杆向下回缩,下摩擦盘离开上摩擦盘,释放转轴和滑板。
9、进一步的技术方案是,所述定量给胶机构包括设于第二支架上的顶板和底板,所述底板设于顶板下方,所述顶板下端固设有第一伸缩推杆,所述第一伸缩推杆的伸缩杆向下伸出,所述底板上端固设有上端开口的胶罐,所述胶罐内滑动密封设有活塞,所述活塞顶部与第一伸缩推杆驱接,所述活塞上端还向下开设有气孔,所述气孔中螺接有气孔螺栓,所述胶罐下端还穿设有加注管,所述加注管中还螺接有加注螺栓,所述胶罐底部还连接有出胶管,所述软管与出胶管连接,所述第一伸缩推杆与控制器电性连接。
10、使用上述方案时,取下加注螺栓和气孔螺栓,并堵住出胶管,通过加注管往胶罐中加入相应的胶体,随后加注螺栓和气孔螺栓堵住气孔和加注管,取下出胶管的堵头并套设软管,当需要灌胶时,控制器控制第一伸缩推杆的伸缩杆向下推出,活塞向下推出,将胶罐中的胶体压出,通过控制第一伸缩推杆的行程和伸出速度来控制灌胶时的给胶量和给胶速率。
11、进一步的技术方案是,所述夹持机构包括滑动且转动套设在第一滑杆上的滑套,所述滑套的侧壁还穿设螺接有用于抵压锁紧第一滑杆的抵紧螺栓,所述滑套的侧壁上还固设有两组夹板,每组夹板包括两块平行对置设置的长条形的夹板,所述夹板中开设有长条孔,所述每组夹板的两块夹板相对的一面上还设有弹性软垫,所述每组夹板中还设有两根夹紧螺栓和两根夹紧螺母,所述夹紧螺栓同时穿过每组夹板中两个夹板的长条孔后螺接夹紧螺母。
12、使用上述方案时,将滑套滑动至合适高度后,拧紧抵紧螺栓,抵紧螺栓抵住第一滑杆,使得第一滑杆外壁与滑套内壁相抵且压力增大,从而增加第一滑杆外壁与滑套内壁之间的摩擦力,使得滑套固定在第一滑杆的预设位置上,随后将灌胶头塞入每组夹板的两块夹板之间,塞入每组夹板的两根夹紧螺栓之间,调试好灌胶头的高度、水平位置和角度后,通过拧紧两根夹紧螺栓和夹紧螺母,使得灌胶头两侧的夹板夹紧,从而夹紧灌胶头。
13、进一步的技术方案是,所述升降机构包括设于第三支架上的外管,所述外管竖直设置,所述滑板滑动至通槽最右端时所述外管处于底座正上方且与转轴同轴心,所述外管的内侧壁设有内螺纹,所述内管的外侧壁设有与内螺栓相配合的外螺纹,所述内管通过外螺纹螺接在外管的内螺纹中。
14、使用上述方案时,通过转动内管,可使得内管在外观中上下移动,从而控制内管的升降。
15、进一步的技术方案是,所述通槽的前后两侧壁上均开设有滑槽,所述滑槽沿左右方向开设,所述滑板的前后两侧壁上还设有与滑槽相配合的滑块,所述滑板通过滑块滑动连接在滑槽中。
16、进一步的技术方案是,所述通槽的左右两侧壁上还设有磁块,所述滑板由铁合金制成。
17、使用上述方案时,当滑板滑动到通槽的最左端和最右端时,磁块可吸附滑板,从而对滑板提供吸附力,可以快速吸附滑板,形成固定。
18、进一步的技术方案是,所述滑板上下端面间开设有轴承孔,轴承孔中固设有轴承,所述转轴转动穿设在轴承中,所述转轴上端设有上螺杆,所述转轴下端设有下螺杆,所述上螺杆和下螺杆中螺接有限位螺母从而使得转轴上下限位在轴承中,所述底座底部开设有螺纹孔,所述底座通过螺纹孔螺接在上螺杆中,所述上摩擦盘设于下螺杆底部。
19、本发明的有益效果在于:
20、通过设置可转动的,可拆卸的底座,配合夹持机构来可调节固定灌胶头,在生产不同型号的圆形电器时,都可以快速更换生产夹具和调整灌胶位置,在定量给胶机构和驱动机构的配合下,可以快速实现对圆形罩体内部的复合胶灌胶和对圆形罩体边缘处的粘合剂灌胶,不仅灌胶迅速,而且灌胶均匀。
21、灌胶完成后,可以通过滑动滑板,迅速将底座和底座内的圆心罩体移动至隔壁的升降机构处,先利用升降机构来快速调节内管高度,再利用内管的快速定位来快速安装罩盖,使得罩盖可以快速平稳地滑落至圆形罩体的上方,精准封装,解决了工人对准慢导致的封装效率低的问题。在本装置的运转下,圆形电器的灌胶、封装在一台装置上快速完成,提高生产节奏和生产效率。
- 还没有人留言评论。精彩留言会获得点赞!