一种胶合板等级分选产线及使用方法与流程
1.本发明涉及一种胶合板等级分选产线及使用方法。
背景技术:
2.在胶合板生产中,需要根据胶合板表面成色情况进行产品等级分类,从而根据产品的等级实现差异化的市场价格制定。胶合板的表面成色分选目前大部分采用人工搬运检查,由于需要对产品正反面表面成色分选,且由于胶合板体积大且重,通过人工搬运检查胶合板成色需要投入的人工非常大,人工成本过大,不利于企业发展;且采用人工搬运分选生产效率低,劳动强度大,导致对应岗位人员流动性较大。
技术实现要素:
3.本发明的主要目的是克服现有技术的缺点,提供一种使用自动化搬运胶合板以此来观察胶合板成色并进行分选的胶合板等级分选产线及使用方法。
4.为实现上述目的,本发明采用的技术方案如下:
5.一种胶合板等级分选产线,包括观测工位、机械手、设置在机械手执行终端的抓取装置,所述观测工位用于观测胶合板的成色并向机械手发布指令;所述抓取装置包括吸盘架、气缸、设在吸盘架上的若干吸盘,吸盘架与机械手转动连接,气缸设在机械手与吸盘架之间,气缸朝向吸盘架向下倾斜设置,气缸一端可转动的设于机械手上,另一端可转动的设于吸盘架上;所述机械手带动抓取装置抓取胶合板,气缸驱动吸盘架转动至使胶合板底面朝向观测工位,机械手通过观测工位的指令带动胶合板置于相应位置。
6.进一步的,还包括输送线,所述输送线包括输送轨道、定位箱、升降装置,所述定位箱设置在输送轨道的一端,所述升降装置设置在定位箱内;所述定位箱顶面具有可使胶合板通过的第一开口,定位箱朝向输送轨道一侧贯穿出与输送轨道连通的第二开口。
7.进一步的,所述输送线包括供料线、三条分料线,所述供料线与各分料线的定位箱分别沿机械手四周依次设置,所述供料线设于机械手与观测工位之间,各分料线的输送轨道平行设置。
8.进一步的,所述吸盘架包括两平行设置的主梁、设在两主梁之间的若干连接梁,连接梁沿主梁长度方向间隔排列设置;两主梁朝外一侧分别设有间隔排列的若干安装位,各吸盘分别对应安装于各安装位上。
9.进一步的,所述机械手执行终端设有连接柱,所述吸盘架顶面设有铰接座,所述连接柱一端通过一法兰与机械手连接,另一端与铰接座配合的与吸盘架转动连接。
10.进一步的,所述气缸设置在吸盘架与连接柱之间,气缸朝向吸盘架向下倾斜设置,所述气缸一端铰接于连接柱上,另一端铰接于吸盘架上。
11.一种胶合板等级分选生产线的使用方法,其方法步骤如下:
12.步骤一,将堆叠好的待检测胶合板放置在机械手与观测工位之间,观测工位观测胶合板正面的成色;
13.步骤二,观测工位操作机械手,使机械手带动抓取装置移动至胶合板上方,各吸盘吸附于胶合板正面,机械手带动胶合板向上运动;气缸驱动吸盘架转动至使胶合板底面朝向观测工位,观测工位观测胶合板底面的成色;
14.步骤三,观测工位通过胶合板的正反面成色判断胶合板的等级,观测工位操作机械手,使机械手带动胶合板移动至放置不同等级胶合板的相应位置。
15.进一步的,步骤一中,堆叠好的待检测胶合板组由供料线的输送轨道输送至定位箱内,胶合板组位于升降装置上;此时胶合板组顶面与定位箱的第一开口平齐,升降装置向上移动一块胶合板的厚度高度,使观测工位可观测到位于胶合板组上方的胶合板正面;步骤二中,机械手抓取一胶合板,供料线的升降装置带动胶合板组向上移动,使胶合板组的顶面始终与定位箱的第一开口平齐;步骤三中,观测工位通过胶合板的正反面成色判断胶合板的等级,观测工位操作机械手,使机械手根据胶合板等级带动胶合板移动至对应的分料线放置胶合板,将胶合板放置在对应分料线的定位箱内,胶合板位于升降装置上。
16.进一步的,所述步骤三中,分料线的升降装置根据胶合板的放置向下移动,使胶合板顶面始终与定位箱的第一开口平齐;直至分料线定位箱内的胶合板堆叠成胶合板组,由输送轨道将胶合板组往远离定位箱方向输送。
17.由上述对本发明的描述可知,与现有技术相比,本发明的有益效果是:
18.第一,本发明使用自动化搬运胶合板以此来观察胶合板成色并对胶合板等级进行分选,减少劳动强度,降低人工成本,提高分选效率;
19.第二,本发明结构简单,成本低、能耗低。
附图说明
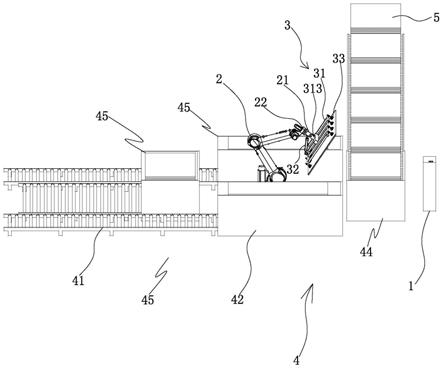
20.图1是本发明胶合板等级分选产线的第一视觉整体结构示意图。
21.图2是本发明胶合板等级分选产线的第二视觉整体结构示意图。
22.图3是本发明抓取装置的整体结构示意图。
23.图中:1.观测工位,2.机械手,21.连接柱,22.法兰,3.抓取装置,31.吸盘架,311.主梁,312.横梁,313.铰接座,32.气缸,33.吸盘,4.输送线,41.输送轨道,42.定位箱,44.供料线,45.分料线,5.胶合板组。
具体实施方式
24.以下通过具体实施方式对本发明作进一步的描述。
25.参照图1至图3,本发明的一种胶合板等级分选产线及使用方法,包括观测工位1、机械手2、抓取装置3、输送线4、胶合板组5。
26.观测工位1用于观测胶合板的成色并向机械手2发布指令;抓取装置3设置在机械手2执行终端,抓取装置3包括吸盘架31、气缸32、设在吸盘架31上的若干吸盘33,吸盘架31与机械手2转动连接,气缸32设在机械手2与吸盘架31之间,气缸32朝向吸盘架31向下倾斜设置,气缸32一端可转动的设于机械手2上,另一端可转动的设于吸盘架31上;机械手2带动抓取装置3抓取胶合板,气缸32驱动吸盘架31转动至使胶合板底面朝向观测工位1,机械手2通过观测工位1的指令带动胶合板置于相应位置。
27.吸盘架31包括两平行设置的主梁311、设在两主梁311之间的若干连接梁312,连接
梁312沿主梁311长度方向间隔排列设置;吸盘架31的结构设计自重轻,机械手2驱动吸盘架31抓取胶合板更加灵活方便;两主梁311朝外一侧分别设有间隔排列的若干安装位,各吸盘33分别对应安装于各安装位上;机械手2执行终端设有连接柱21,吸盘架31顶面设有铰接座313,连接柱21一端通过一法兰22与机械手2连接,另一端与铰接座313配合的与吸盘架31转动连接;气缸32设置在吸盘架31与连接柱21之间,气缸32朝向吸盘架31向下倾斜设置,气缸32一端铰接于连接柱21上,另一端铰接于吸盘架31上;气缸32伸缩行程可实现吸盘架31旋转范围为90
°
。
28.输送线4包括输送轨道41、定位箱42、升降装置,定位箱42设置在输送轨道41的一端,升降装置设置在定位箱42内;定位箱42顶面具有可使胶合板通过的第一开口421,定位箱42朝向输送轨道41一侧贯穿出与输送轨道41连通的第二开口422;输送线4包括供料线44、三条分料线45,供料线44与各分料线45的定位箱42分别沿机械手2四周依次设置,供料线44设于机械手2与观测工位1之间,各分料线45的输送轨道41平行设置,各分料线45用于放置不同等级的胶合板,各分料线45的升降装置的初始状态为与定位箱42的第一开口平齐,便于机械手2带动抓取装置3放置胶合板,使得机械手2更好操作。
29.该种胶合板等级分选产线的工作原理如下:
30.步骤一,采用叉车或行吊等搬运设备将堆叠好的若干堆待检测胶合板组5放置在供料线44的输送轨道41上,供料线44的输送轨道41将一胶合板组5输送至定位箱42内,该胶合板组5位于升降装置上;此时该胶合板组5顶面与定位箱42的第一开口421平齐,升降装置向上移动一块胶合板的厚度高度,使观测工位1可观测到位于胶合板组5上方的胶合板正面;
31.步骤二,观测工位1操作机械手2,使机械手2带动抓取装置3移动至胶合板组5上方,各吸盘33吸附于胶合板正面,机械手2带动胶合板向上运动至一定高度;供料线44的升降装置带动胶合板组向上移动一块胶合板的厚度高度,使下一块胶合板进行分选时可让观测工位1观测到该胶合板的正面成色;气缸32驱动吸盘架31转动至使胶合板底面朝向观测工位1,观测工位1观测胶合板底面的成色;
32.步骤三,观测工位1通过胶合板的正反面成色判断胶合板的等级,观测工位1通过对该胶合板的等级判断操作机械手2,使机械手2带动胶合板移动至对应的分料线45放置胶合板,将胶合板放置在对应分料线45的定位箱42内,胶合板位于升降装置上;分料线45的升降装置根据胶合板的放置向下移动,使胶合板顶面始终与定位箱42的第一开口421平齐;直至分料线45定位箱42内的胶合板堆叠成胶合板组5,由输送轨道41将胶合板组5往远离定位箱42方向输送;
33.步骤四,采用叉车或行吊等搬运设备分别将各分料线45上的各等级胶合板组5搬走。
34.上述仅为本发明的一个具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1