一种全自动镜片缺陷检测机的制作方法
1.本发明主要是关于一种专用于手机等电子设备的镜头镜片、安防设备/仪器的镜头镜片的外观缺陷的自动化检测设备。
背景技术:
2.随着目前市场对于电子设备(例如手机、个人电脑等)、安防设备(例如摄像头)的镜头模组的用途和精度要求等方面的需求逐渐提升,例如手机镜头、安防镜头中镜片的数量及光学性能要求也随之逐步升高,这使得对镜片的缺陷检测要求也越来越高,对应的测试项目也越来越多,越来越复杂。目前,行业内依托人工检测的常规形式在光学检测性能、效率以及稳定性等方面都已经无法满足这么大的市场需求,故此需要设计一款全新的自动化设备以满足对手机镜片、安防镜片缺陷的全自动和高速检测。
技术实现要素:
3.本发明为此提供一种全自动缺陷检测设备,能够提供模块化的分段校准和光学检测,并且能够较佳地在缺陷检测结束后能够将检测存在缺陷的料片(即检测用的镜头镜片,通称为物料片或料片)分拣到空白的盛片料盘中,同时将检测得出光学属性良好的料片将所述缺陷分拣后空余出的盛片料盘部分补全,从而便于镜片对镜头模组的组装用。所以本发明基于这些设计原则设计出一款具备分拣、补料功能的镜片全自动检测机。
4.本发明的技术方案主要是:一种全自动镜片缺陷检测机,具有一个主体架,该主体架可用于整体地方便传输该检测机,并且能够提供一个水平参考面,在该水平参考面上依次装配有上料模块、检测传输模块、分拣传输模块和下料模块,其中在该检测传输模块顶部位置准直地装设了光学检测模块,用于对所述检测传输模块上运载的多个盛片料盘执行预设自动缺陷检测,所述检测传输模块耦接到位于前级的上料模块以承接待检测和定位的盛片料盘,并且又耦接到位于后级的分拣传输模块以传输已测盛片料盘到分拣传输模块,用于对缺陷镜片进行分拣移除,所述分拣传输模块耦接于下料模块以收盛存有缺陷镜片的盛片料盘和存有良品镜片的盛片料盘。
5.作为一种改进,所述分拣传输模块又耦接到一镜头镜片组装机,以将存有良品镜片的盛片料盘传输给镜头镜片组装机用于镜头模组的组装。
6.另选地,所述检测传输模块包括用于安装固定的基座面,在该基座面上装配有x轴、y轴定位机构,该x轴、y轴定位机构彼此正交地装设在所述基座面上,所述检测传输模块还包括一载运平台,该载运平台装设在所述x轴定位机构顶部上,x轴、y轴定位机构根据所述全自动镜片缺陷检测机的数据处理模块的载运控制指令以定位多个盛片料盘以及将盛片料盘设定在准直检测平面上。
7.其中,所述数据处理模块被设置为对光学检测模块上的检测相机设定时序检测逻辑,例如可以是按照预设毫秒级时间间隔来轮询检测各个盛片料盘上每一待测镜片的缺陷属性,并且根据所述时序检测逻辑来控制所述x轴、y轴定位机构对载运平台的准直调节,例
如光学微调。
8.较佳地,该光学检测模块是位于检测传输模块上的预设高度位置并且具有横梁式机构,在该横梁式机构上挂设多个所述的检测相机,所述检测相机被横梁式机构上设置的传动机构致动控制在被横梁式机构两端之间往复移动,配合对所述x轴、y轴定位机构的调节来确定对每一盛片料盘上的料片的光学准直。
9.较佳地,在该横梁式机构的正反两侧面上均可挂设相同数量的所述检测相机,这样可以增加对上述料片的检测效率。在以上实施例中,所述检测相机可被所通讯连接的数据处理模块控制以在z轴方向上纵向垂直地上下调节以对不同料片的光学属性的检测。
10.在此基础上,所述载运平台表面还装设有定位机构,用于承接来自上料模块输送的料盘盛板并将其两端夹持以固定在该定位机构的定位槽内。载运平台按照上述数据处理模块的预设程序指令控制来接收预定数量的料盘盛板。
11.在一个例子里,多个料盘盛板被同时并排地传输到各个定位槽中并且被定位机构的多个夹爪夹紧每一料盘盛板两端缘部分。
12.在此基础上作为改进,在每一定位机构上还设置有吹料机构,用于在定位这些料盘盛板后向该料盘盛板内装盛的盛片料盘进行高压气体喷射以执行除尘操作。另外,该载运平台还设有滑动滚轮机构,被上述数据处理模块同步地控制制动时序,用于平滑稳定地承接所述的料盘盛板。
13.在此基础上,所述分拣传输模块包括一分拣机架,较佳地,该分拣机架可以是设置成与上述光学检测模块并行的横梁式机构,该横梁式机构具有用于致动和导向挂装在该横梁式机构上的多个吸料模块的导轨机构。
14.该吸料模块包括一个固定支架,用于挂装在所述导轨机构内,所述吸料模块还包括与该固定支架彼此紧固的一个固定主体,在该固定主体中纵向地穿设有一制动机构,根据所述数据处理模块的程序控制指令以就该固定主体在纵向高度上往复移动以执行打点吸料,该制动机构侧部装设有吸料机构,用于控制气压以接触和吸附所需的已测镜片,该吸料机构的底端部设有吸嘴用于接触所述的已测镜片。
15.较佳地,该吸料机构上还设有传感器部件,用于感测与料盘盛板的接触距离以驱动所述吸料机构启动气压控制。
16.利用以上所列的整体技术方案,本发明有以下有益效果:
17.(1)能够通过多个分段自动化校准和分步检测,实现对镜片缺陷检测的自动化,大大提高了生产效率,其中实现盛片料盘上料、检测并发处理,节约上料时间。采用多模块并行检测方式,获取镜片表面不同位置和不同缺陷的图片,能实现全方位检测;
18.(2)整体全自动检测机采用隔离设置,设备整体抗干扰能力强,检测效果波动性小,检测结果的一致性和稳定性好,保证了被检产品的良率。其中,每个检测模块都具备独立的自动对焦功能,可自动对焦,可达到最佳拍照高度,实现最佳的采图清晰度。每个检测模块都可对产品进行层拍,实现高质量的图片分析功能。例如,将用于对盛片料盘中存在缺陷的镜片元件进行打点标记的打点模块与镜片光学属性的检测模块的相互分离,独立布置的打点模块增加了整个设备的检测效率;
19.(3)每个检测模块具备微调平台,可对检测工位的前后、左右、角度进行高精密微调,让检测模块达到最佳检测位置,调试简单维护方便;
20.(4)在自动化分段检测的设计基础上增加了料片自动分拣功能,让检测人员不用在料盘出料堆料后再进行人工的分拣。同时,增加了料片补料功能,让检测人员能够很方便地得到完整的料盘;
21.(5)增加了多料仓放料堆料功能,检测人员只需要人工处理料仓即可操作本发明的全自动检测机;
22.(6)在此基础上,增加了检测传输模块上载运平台的滑动输料功能,显著减小了料盘和运载平台间产生的相对移动摩擦对盛片料盘带来的二次污染可能。
附图说明
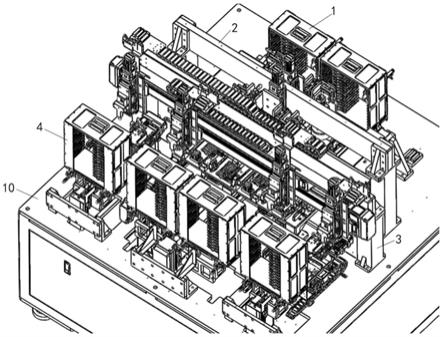
23.图1示意性地描绘出了本发明一种全自动镜片缺陷检测机实施例的立体组装结构图;
24.图2是图1中示意图描绘出的全自动镜片缺陷检测机实施例的结构的俯视图;
25.图3是这种全自动镜片缺陷检测机的检测传输模块的主体结构的示意图;
26.图4描绘出这种检测传输模块的主体结构上用于检测盛片料盘的结构细节部分;
27.图5是这种全自动镜片缺陷检测机的分拣传输模块的主体结构的示意图;
28.图6是这种分拣传输模块的主要执行机构的结构细节示意图。
具体实施方式
29.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。此外附图中描绘的各个部分主要是为了着重表现本发明的改进结构,并不需要整体地展现出来,因此在有些附图中为了方便表述,会省略到一些结构部件,但是不影响对技术方案的完整性的披露。
30.参照图1和2,本发明全自动镜片缺陷检测机的较佳实施例具有一个主体架10,该主体架10可用于整体地方便传输该检测机,并且能够提供一个水平参考面,在该水平参考面上依次(例如,可以是从图1这样的视角方向从后到前的方向)装配有上料模块1、检测传输模块6、分拣传输模块3和下料模块4,其中在该检测传输模块6顶部位置准直地装设了光学检测模块2,用于对所述检测传输模块6上运载的多个盛片料盘8执行预设自动缺陷检测,所述检测传输模块6耦接到位于前级的上料模块1以承接待检测和定位的盛片料盘8,并且又耦接到位于后级的分拣传输模块3以传输已测盛片料盘到分拣传输模块3,用于对缺陷镜片进行分拣移除,所述分拣传输模块3耦接于下料模块4以收盛存有缺陷镜片的盛片料盘和存有良品镜片的盛片料盘。
31.作为一种改进,所述分拣传输模块3又耦接到一镜头镜片组装机,以将存有良品镜片的盛片料盘传输给镜头镜片组装机用于镜头模组的组装。
32.在此基础上另选地,参照图3,所述检测传输模块6包括用于安装固定的基座面61,在该基座面61上装配有x轴、y轴定位机构,该x轴、y轴定位机构彼此正交地装设在所述基座面61上,所述检测传输模块6还包括一载运平台62,该载运平台62装设在所述x轴定位机构上,x轴、y轴定位机构根据所述全自动镜片缺陷检测机的数据处理模块的载运控制指令以
定位多个盛片料盘8以及将盛片料盘8设定在准直检测平面上。
33.其中,所述数据处理模块被设置为对光学检测模块2上的检测相机设定时序检测逻辑,例如可以是按照预设毫秒级时间间隔来轮询检测各个盛片料盘8上每一待测镜片的缺陷属性,并且根据所述时序检测逻辑来控制所述x轴、y轴定位机构对载运平台62的准直调节,例如光学微调。在此基础上,从图1、2中可以看出,该光学检测模块2是位于检测传输模块6上的预设高度位置并且具有横梁式机构,在该横梁式机构上挂设多个所述的检测相机,所述检测相机被横梁式机构上设置的传动机构(图中未示出)致动控制在被横梁式机构两端之间往复移动,配合对所述x轴、y轴定位机构的调节来确定对每一盛片料盘8上的料片的光学准直。
34.较佳地,在该横梁式机构的正反两侧面上均可挂设相同数量的所述检测相机,这样可以增加对上述料片的检测效率。其中,根据如图3、4所示的载运平台62上的料盘定位间距来设置所述正、反两侧面挂设的检测相机彼此的对应间距,这样可以对应地成倍提高光学检测效率。
35.在以上实施例中,所述检测相机可被所通讯连接的数据处理模块控制以在z轴方向上纵向垂直地上下调节以对不同料片的光学属性的检测。例如,当所述正、反两侧面均挂设此类检测相机时,这一对检测相机可以被各自分立地上下调节对焦或者可被成对地一致调节对焦。
36.在此基础上,所述载运平台62表面还装设有定位机构64,用于承接来自上料模块1输送的料盘盛板63并将其两端夹持以固定在该定位机构64的定位槽内。例如图3和4示例性描绘的例子中,载运平台62按照上述数据处理模块的预设程序指令控制来接收预定数量的料盘盛板63。在图4中示例性表示出两个并行的定位槽,但是也可以根据实际生产检测需要来设置更多或更少个数以确定检测需求。在一个例子里,多个料盘盛板63被同时并排地传输到各个定位槽中并且被定位机构64的多个夹爪夹紧每一料盘盛板63两端缘部分。较佳地,上述数据处理模块也可被设置为控制所述上料模块1每次向该载运平台62传输多个(诸如图4示出的两个)料盘盛板63到每一定位槽内。这样,每次传输的料盘盛板63的数量被成倍地增加,从而显著提高单位检测时间效率。
37.在此基础上作为改进,在每一定位机构64上还设置有吹料机构65,用于在定位这些料盘盛板63后向该料盘盛板63内装盛的盛片料盘8进行高压气体喷射以执行除尘操作。另外,该载运平台62还设有滑动滚轮机构66,被上述数据处理模块同步地控制制动时序,用于平滑稳定地承接所述的料盘盛板63。
38.在此基础上又参照图5、6,所述分拣传输模块3包括一分拣机架31,较佳地,该分拣机架可以是设置成与上述光学检测模块2并行的横梁式机构31,该横梁式机构31具有用于致动和导向挂装在该横梁式机构31上的多个吸料模块的导轨机构32,例如按照图5描绘的挂装了两个吸料模块33、34,其中所述分拣传输模块3还包括运输平台52,在该运输平台52上定位固定了不同的盛片料盘,用于装盛不同等级的已测料片(诸如缺陷品、良品)以实现镜片的分拣。
39.具体地,该吸料模块包括一个固定支架301,用于挂装在所述导轨机构32内,所述吸料模块还包括与该固定支架301彼此紧固的一个固定主体303,在该固定主体303中纵向地穿设有一制动机构302,根据所述数据处理模块的程序控制指令以就该固定主体303在纵
向高度上往复移动以执行打点吸料,该制动机构302侧部装设有吸料机构304,用于控制气压以接触和吸附所需的已测镜片,该吸料机构304的底端部设有吸嘴305用于接触所述的已测镜片。
40.较佳地,该吸料机构304上还设有传感器部件,用于感测与料盘盛板63的接触距离以驱动所述吸料机构304启动气压控制。所述传感器可以是光学传感器、超声波传感器、压电传感器或者热电传感器中的一种或者是组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1