一种轴承外圈沟道磨削工序用轴承外圈分选装置的制作方法
本发明涉及一种轴承外圈分选装置,具体是一种轴承外圈沟道磨削工序用轴承外圈分选装置。
背景技术:
1、轴承一般由外圈、内圈、钢球、保持架和密封圈等结构组成。外圈的内表面设有环形的沟道和防尘槽,沟道的横截面为圆弧状,与钢球的直径匹配,轴承装配后,钢球的一侧嵌入沟道内并与沟道面接触。轴承外圈经过车加工工序粗加工形成沟道后,再通过磨床精磨磨削加工外圈沟道。精磨轴承外圈沟道时,磨削余量较小,只有0.15mm左右。由于精磨的前道车加工工序有时会出现无沟道、沟道余量较大、偏沟、无防尘槽等不良品,或者其他工序引起的轴承外圈混料,这些异常工件经上料盘上线进入磨床后,在精磨轴承外圈沟道时,均会造成撞车现象,严重时会损坏设备或造成安全事故。现有的轴承生产过程中,轴承外圈沟道磨削加工为自动化连续作业,工件进入磨床前无法对工件进行全数预检和分选,只能在发现异常后再进行批次人工检查,效率较低,成本高。
技术实现思路
1、本发明所要解决的技术问题是,针对现有技术的不足,提供一种轴承外圈沟道磨削工序用轴承外圈分选装置,该分选装置可对异常工件进行自动识别和剔除,从而保证轴承外圈沟道精磨加工的效率和成品率。
2、本发明解决上述技术问题所采用的技术方案为:一种轴承外圈沟道磨削工序用轴承外圈分选装置,包括平台、工件测量机构、不良品剔除机构、工件搬运机构和plc控制器,所述的平台上设有测量工位和剔除工位,所述的平台上设有上下贯穿的第一槽孔和第二槽孔,所述的第一槽孔和所述的第二槽孔分别设于所述的测量工位和所述的剔除工位;
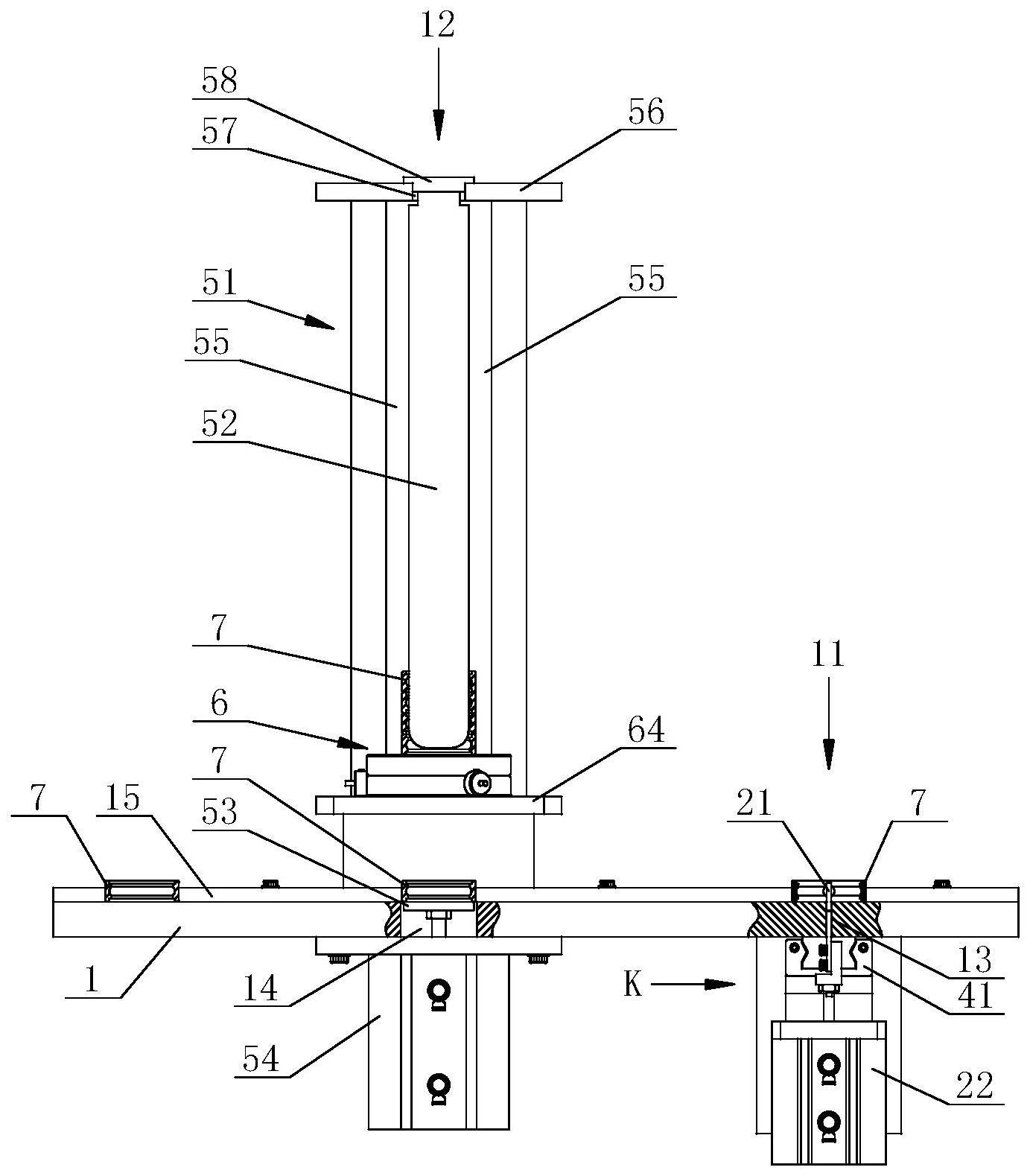
3、所述的工件测量机构包括卡规测头、上升气缸、测量气缸和测量传感器,所述的上升气缸直立设置在所述的平台的下方,所述的卡规测头竖直穿设于所述的第一槽孔,所述的卡规测头的下端与所述的上升气缸的气缸杆连接,所述的卡规测头的上端镶嵌有钢球,所述的卡规测头的上端的外侧面为测量面,所述的测量面的轮廓与合格的轴承外圈沟道的横截面的轮廓一致,所述的上升气缸的缸体固定在一支架上,所述的支架上固定有直线滑块,所述的平台的底部安装有直线导轨,所述的直线滑块可前后直线移动地安装在所述的直线导轨上,所述的支架上安装有限位螺杆和发信杆,所述的平台上安装有直立的固定板,所述的固定板与所述的支架经横向设置的拉簧连接,所述的测量气缸和所述的测量传感器分别横向安装在所述的固定板上,所述的测量气缸的气缸杆正对所述的限位螺杆,所述的测量气缸用于推动所述的支架前后直线移动,所述的测量传感器正对所述的发信杆,所述的发信杆用于触发所述的测量传感器向所述的plc控制器发送信号,由所述的plc控制器判断轴承外圈是否为合格品;
4、所述的不良品剔除机构包括储料架、储料杆、单向通行机构、工件升降台和升降气缸,所述的储料架设于所述的平台的后侧,所述的储料杆悬设在所述的储料架上,所述的储料杆的外径小于轴承外圈的内径,所述的单向通行机构设置在所述的储料杆的正下方,所述的单向通行机构仅允许轴承外圈的不良品向上单向通行以套在所述的储料杆上,所述的升降气缸直立安装在所述的平台的底部,所述的工件升降台与所述的升降气缸的气缸杆连接,所述的工件升降台可上下伸入伸出所述的第二槽孔,所述的工件升降台位于所述的单向通行机构的正下方;
5、所述的工件搬运机构用于将待检测的轴承外圈搬移至所述的测量工位,将测量不合格的轴承外圈搬移至所述的剔除工位,并将测量合格的轴承外圈搬移至磨床的上料系统。
6、本发明轴承外圈分选装置的工作原理:1)工件测量机构未工作时,测量气缸推出,推动限位螺杆,使支架连同上升气缸、卡规测头、直线滑块沿直线导轨向后移动,远离固定板,通过限位螺杆控制卡规测头的前后移动距离,并由上升气缸带动卡规测头向下移动,使卡规测头的上端面回到位于第一槽孔内的原位状态,同时,不良品剔除机构不工作,工件升降台的上端面与平台的上端面平齐;2)工件测量机构工作时,工件搬运机构将待检测的轴承外圈搬移至测量工位,然后,上升气缸工作,带动卡规测头向上移动至卡规测头从第一槽孔伸出,当卡规测头上的测量面正对轴承外圈沟道的位置时,测量气缸退回,在拉簧的拉力作用下,支架带动上升气缸、卡规测头、直线滑块沿直线导轨向前移动,当卡规测头上的钢球与轴承外圈沟道接触时,卡规测头上的防尘槽的卡齿插入轴承外圈的防尘槽内,此时卡规测头上的测量面与轴承外圈沟道紧密接触,完成测量动作,发信杆与测量传感器接触,测量传感器将信号发送至plc控制器,plc控制器将信号转换成数据并判断产品是否合格,若判断为不合格品,则控制工件搬运机构将该不合格的轴承外圈搬移至剔除工位的工件升降台上,由升降气缸向上抬升工件升降台,使不合格的轴承外圈向上单向通过单向通行机构后套在储料杆上,随着分选的进行,若不合格品的累计数上升,则会逐个堆叠在储料杆上进行储存;若判断为合格品,则控制工件搬运机构将该合格的轴承外圈直接搬移至磨床的上料系统,通过上料系统输送到磨床进行轴承外圈沟道的精磨加工。
7、本发明轴承外圈分选装置对轴承外圈的测量精度可以达到0.01mm,能够将无沟道、沟道余量较大、偏沟、无防尘槽等不良品以及其他工序引起的轴承外圈混料进行自动识别并剔除,有效避免因异常工件上线进入磨床所造成的撞车、设备损坏和安全事故,且分选效率高,可保证轴承外圈沟道精磨加工的效率和成品率。
8、作为优选,所述的单向通行机构包括卡钳套,所述的卡钳套包括上环套、下环套和三个卡钳爪,所述的上环套叠置固定在所述的下环套上,所述的下环套固定在一底座上,所述的底座安装在所述的储料架上,所述的底座上开设有避让孔,所述的上环套的内径和所述的下环套的内径分别与轴承外圈的外径相适配,所述的上环套的内孔、下环套的内孔和所述的避让孔上下相通,所述的工件升降台位于所述的下环套的避让孔的正下方,所述的下环套的侧壁等间隔开设有三个径向通槽,每个所述的径向通槽内横穿有一根卡钳轴,每根所述的卡钳轴的内端固定有一个所述的卡钳爪,每根所述的卡钳轴的外端固定有限位环,所述的限位环的外径大于所述的径向通槽的外径,每根所述的卡钳轴上套设有一根弹簧,每个所述的卡钳爪的内表面为自下而上斜向所述的下环套的径向内侧的斜面,每根所述的弹簧自然伸长时,每个所述的斜面的顶端横向伸入所述的下环套的内孔2mm,每个所述的斜面的底端未伸入所述的下环套的内孔。当测量到不合格品后,工件搬运机构将不合格品搬移至剔除工位的工件升降台上,由升降气缸向上抬升工件升降台,使不合格的轴承外圈向上移动,穿过底座上的避让孔后,轴承外圈推动三个卡钳爪的内表面,使三个卡钳爪沿下环套的径向移动,同时弹簧压缩,待轴承外圈通过下环套后,三个卡钳爪分别在弹簧的弹力作用下回到初始位置。上述卡钳套的结构简单,其三个卡钳爪可沿下环套的径向移动,并有一定的回弹弹性,可保证轴承外圈的不良品只能自下而上单向通行穿过卡钳套,而不会向下掉落。
9、作为优选,所述的钢球的直径比合格的轴承外圈沟道的横截面的直径小0.3mm。
10、作为优选,所述的平台上固定有直立的侧挡板,靠近所述的测量工位的侧挡板上设有用于定位待检测的轴承外圈的v型槽。当工件搬运机构将待检测的轴承外圈搬移至测量工位时,待检测的轴承外圈与v型槽接触,形成定位,有利于保证测量精度。
11、作为优选,所述的储料架包括两根相向设置的直立的支撑杆,每根所述的支撑杆的顶端固定有一块支撑板,两块所述的支撑板之间具有间隙,所述的储料杆的顶端固定有连接板,所述的连接板的宽度大于所述的间隙的宽度,所述的连接板横跨在所述的间隙的两侧并架设在两块所述的支撑板上。上述储料架的结构简单,便于储料杆的取放。当储料杆上堆叠的不合格品达到一定数量时,可将连接板和储料杆水平移出间隙,取下不合格品后,再将连接板和储料杆重新装回储料架,操作方便。
12、作为优选,所述的支架包括一体垂直设置的水平部和竖直部,所述的直线滑块固定在所述的水平部上,所述的上升气缸的缸体、限位螺杆和发信杆分别固定在所述的竖直部上,所述的固定板与所述的竖直部经所述的拉簧连接。上述支架的结构简单,便于直线滑块、缸体、限位螺杆、发信杆、拉簧等部件的装配。
13、作为优选,所述的卡规测头为钨钢材质的卡规测头,所述的钢球为钨钢材质的钢球。钨钢耐磨,且硬度较高,可保证卡规测头和钢球的使用寿命。
14、与现有技术相比,本发明具有如下优点:本发明轴承外圈沟道磨削工序用轴承外圈分选装置自带测量工位和剔除工位,在测量工位和剔除工位分别设置工件测量机构和不良品剔除机构,对轴承外圈的测量精度可以达到0.01mm,能够将无沟道、沟道余量较大、偏沟、无防尘槽等不良品以及其他工序引起的轴承外圈混料进行自动识别并剔除,有效避免因异常工件上线进入磨床所造成的撞车、设备损坏和安全事故,且分选效率高,可保证轴承外圈沟道精磨加工的效率和成品率。
- 还没有人留言评论。精彩留言会获得点赞!