一种检验高铁座椅套的通道机的制作方法
本技术涉及通道机,特别涉及一种检验高铁座椅套数量的通道机。
背景技术:
1、高铁的座椅套需要定期清洗、换新,一般会统一运送到工厂进行统一清洗和更换,因此在更换过程中需要对座椅套进行计数,现有的计数方法,例如,公开号为cn209064490u的“一种汽车座椅皮套加工计数装置”中,包括设置在地面上的输送带和若干设置在输送带上的计数整理箱;计数整理箱包括空心矩形的容纳箱、设置在容纳箱顶部的计数遮盖和设置在计数遮盖与容纳箱连接处的计数器;计数遮盖的一边与容纳箱顶部的一边通过铰链连接,铰链的转轴与容纳箱固定连接,铰链的转轴上还设有棘轮和扭力弹簧,通过棘轮和弹簧单个计数,这种方法效率太低,无法满足对于高铁座椅套上千件数的技术要求。
2、由于座椅套数量较大,往往需要打包成包裹进行运输,现有的生产厂家会在座椅套内安装芯片,将座椅套通过用于检测的通道机完成计数,但现有的通道机在上料时需要人工控制相邻两个座椅套包裹的间隔来防止过近的两个包裹同时被识别,且由于无法对数量是否合格的产品进行标记,需要工人等在通道机的下游进行分类。
技术实现思路
1、为了克服现有的座椅套检验计数设备需要人工控制间隔、人工进行分拣的问题,本实用新型提供了一种具有排队功能并自动剔除不合格包裹的检验高铁座椅套的通道机。
2、本实用新型是通过以下技术方案实现的:一种检验高铁座椅套的通道机,包括:
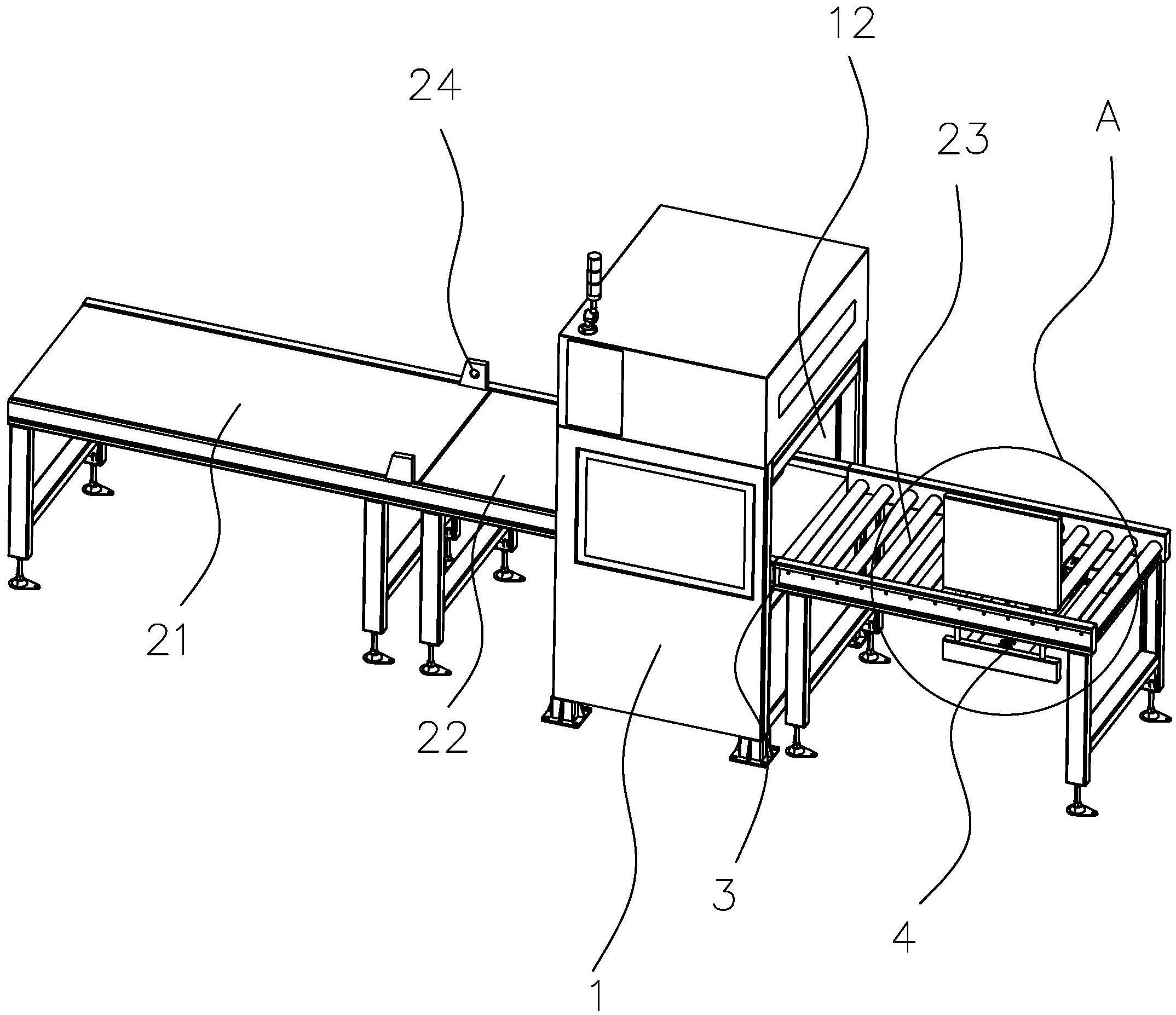
3、检测机构,包括进口和出口;
4、输送线,包括位于进口之前的前输送线、中输送线和位于出口之外的后输送线,中输送线的一部分位于进口之前,前输送线的末端设置有探测器;
5、剔除机构,设置在后输送线的末端,包括将座椅套包裹从后输送线侧面推出的推板、横穿推板并与推板螺纹连接的螺旋杆、以及驱动螺旋杆转动的驱动电机。
6、探测器能够记录座椅套包裹经过的时间,使用时,前一个座椅套包裹正常随着中输送线进入检测机构进行检测,当还未检测完成,探测器就检测到有座椅套包裹经过时,两次检测到包裹的时间间隔将大于预设值,通过控制系统将前输送线停止,使得后一个包裹停止在前输送线末端;同时由于输送线的一部分位于进口之外使得前输送线的末端远离检测机构一段距离,从而避免了检测机构的识别到后一个包裹内的座椅套芯片,造成识别错误。
7、当检测机构测试到包裹内的座椅套件数不对时,仍然正常将包裹运送到后输送线的末端,此时根据运送速度计算的数据间隔自动启动剔除机构,驱动电机驱动螺旋杆旋转,螺旋杆的旋转带动与之螺接的推板横向移动,将包裹推向后输送线的侧面,而计数正常的包裹将进入后输送线的后方,从而完成分拣工作,工人直接到对应位置处装运即可,不需要工人随时等在后输送线上等待分拣。
8、作为优选,所述中输送线与后输送线之间的连接位于出口处。由于前输送线上的包裹距离检测机构较远,使得后输送线能够尽量接近检测机构,从而使得检测完毕的包裹能够被尽快送人后输送线,完成分拣。
9、作为优选,所述前输送线和中输送线采用履带传送,后输送线采用辊轮传送。前输送线和中输送线采用履带传送,保持各部分的传输速度相同,后输送线采用辊轮传送,方便调节不同位置的速度。
10、作为优选,所述后输送线的末端设置为无动力辊轮段,使得包裹会被滞留在无动力辊轮段,方便工人搬运。
11、作为优选,所述检测机构内部还设置有称重机构。称重机构对包裹进行称重,并于检测机构通过芯片数目得到的数量进行比对,降低计数的错误率。
12、作为优选,所述螺旋杆的两侧还设置有与螺旋杆平行的辅助杆,辅助杆也横穿过推板。辅助杆能够提高推板的稳定性,防止推板在推动包裹时方式偏转。
13、作为优选,所述推板包括与螺旋杆螺接的下板、位于后输送线上部的上板、以及连接上板和下板的连接柱,将推板分成上下两部分,使得推板能够穿过辊轮,从而使得驱动电机和螺旋杆等部件能够安装在辊轮下方,提高空间利用率。
14、作为优选,所述前输送线分为两段并分别控制启停,使得包裹可在前输送线的后段排队,前输送线的前段仍然能够运行,方便继续上料,减少等待时间。
15、与现有技术相比,本实用新型的有益效果是:
16、当检测器正在检测时,通过探测器检测到后一个座椅套包裹后停止前输送线进行排队,从而避免检测机构检测到后一个包裹内座椅套的芯片;通过剔除机构将计数未达标的包裹推向后输送线的侧面,达标的包裹进入后输送线的后方,从而完成分拣工作,工人直接到对应位置处装运即可,不需要工人随时等在后输送线上等待分拣。
技术特征:
1.一种检验高铁座椅套的通道机,其特征在于,包括:
2.根据权利要求1所述的检验高铁座椅套的通道机,其特征在于:所述中输送线(22)与后输送线(23)之间的连接位于出口(12)处。
3.根据权利要求1或2所述的检验高铁座椅套的通道机,其特征在于:所述前输送线(21)和中输送线(22)采用履带传送,后输送线(23)采用辊轮传送。
4.根据权利要求3所述的检验高铁座椅套的通道机,其特征在于:所述后输送线(23)的末端设置为无动力辊轮段(231)。
5.根据权利要求1或2所述的检验高铁座椅套的通道机,其特征在于:所述检测机构(1)内部还设置有称重机构(3)。
6.根据权利要求1或2所述的检验高铁座椅套的通道机,其特征在于:所述螺旋杆(42)的两侧还设置有与螺旋杆(42)平行的辅助杆(44),辅助杆(44)也横穿过推板(41)。
7.根据权利要求1或2所述的检验高铁座椅套的通道机,其特征在于:所述推板(41)包括与螺旋杆(42)螺接的下板(411)、位于后输送线(23)上部的上板(412)、以及连接上板(412)和下板(411)的连接柱(413)。
8.根据权利要求1或2所述的检验高铁座椅套的通道机,其特征在于:所述前输送线分为两段并分别控制启停。
技术总结
本技术公开了一种检验高铁座椅套的通道机,涉及通道机技术领域,包括:检测机构;输送线,包括前输送线、中输送线和后输送线,中输送线的一部分位于检测机构之前,前输送线的末端设置有探测器;剔除机构,设置在后输送线的末端,包括将座椅套包裹从后输送线侧面推出的推板、横穿推板的螺旋杆、以及驱动电机。当检测器正在检测时,通过探测器检测到后一个座椅套包裹后停止前输送线进行排队;通过剔除机构将计数未达标的包裹推向后输送线的侧面,从而完成分拣工作。
技术研发人员:黄金生,沈张先
受保护的技术使用者:杭州华利实业集团有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!