一种可用于热成形钢铝硅镀层产品的防锈组合物及制备方法与流程
1.本发明属于防锈技术领域,更具体地说,涉及可用于热成形钢铝硅镀层产品的防锈组合物及制备方法。
背景技术:
2.相较于裸板,热成形钢铝硅镀层产品具有良好的耐蚀、耐热性能,可以省掉热冲压后的喷丸处理,正越来越受到重视,其用量占整个热成形钢产品的90%。铝硅镀层具有良好的耐蚀性能,即使不涂防锈油,锈蚀风险也较低。但因铝硅镀层较软,热冲压前,钢卷落料过程中,容易出现划伤等问题,为防止划伤等问题的发生,钢厂在出厂前会在热成形钢铝硅镀层产品上涂覆一定的防锈油。
3.为了解决上述的问题,经检索,公开号为cn111868305a的专利公开了一种防锈油组合物,其提供的防锈油由(a)闪点小于100℃的溶剂,(b)闪点100℃以上、40℃运动粘度为7mm2/s以上且120mm2/s以下的基础油以及(c)防锈油剂三部分组成,40℃运动粘度为1.0mm2/s以上且2.8mm2/s以下。
4.再如,为防止环境污染,公开号为cn110923046a的专利公开了一种冲压润滑防锈油,其提供的一种防锈油配方,不含磷、钡元素,也不含氯,不会产生对环境污染的含磷或含钡的废液,废液处理成本低,不会产生对金属有腐蚀作用的酸性物质,具有优异的防锈、润滑、环保等综合性能,且防锈效果持久,性能稳定。
5.再如,公开号为cn111073737a的专利公开了一种不含重金属的防锈油,其提供的防锈油配方,不含重金属,采用改性植物油代替矿物油作为基础油,可生物降解,绿色环保;改性后的植物油不易氧化,防锈油稳定性好,寿命长;使用相互协同作用的双组份防锈剂,防锈性能好。
6.上述组分的防锈油用于铝硅镀层热成形钢产品,防锈、润滑性能良好,但用于热冲压时,容易出现花斑缺陷,导致出现产品质量问题。
技术实现要素:
7.1.要解决的问题
8.针对上述防锈油易造成花斑缺陷的问题,本发明提供一种可用于热成形钢铝硅镀层产品的防锈组合物,保持原有的耐腐蚀性能基本不变,同时用于热成形钢铝硅镀层产品时降低花斑缺陷出现几率。
9.本发明的另一目的是提供一种可用于热成形钢铝硅镀层产品的防锈组合物的制备方法。
10.2.技术方案
11.为了解决上述问题,本发明所采用的技术方案如下:
12.本发明的防锈组合物的主要成分为基础油+防锈剂,基础油在涂布防锈油组合物后保持至钢板的表面,与防锈剂一同形成防锈油膜。为满足冲压或其它工艺和使用要求,可
能还添加有润滑剂、抗氧化剂等其它成分。本发明提供的一种可用于热成形钢的防锈组合物,主要由基础油a、防锈剂b和/或润滑剂c和/或其它成分d组成。其它成分d为抗氧化剂、消泡剂、香精等物质中的一种或多种。为保证放油性能以及润滑性能,10wt%≥防锈剂成分b≥5wt%、10wt%≥润滑剂c≥5wt%,其它成分d≤2wt%。同时为防止油品与al之间的反应,将上述成分混合后,根据需要添加一定的有机酸或naoh以调节ph至5.5-8.5。
13.本发明的可用于热成形钢铝硅镀层产品的防锈组合物的制备方法,包括以下步骤:按照上述的防锈组合物的配方称取各组分备用;将所述防锈剂、基础油、润滑剂放入容器中,加热至60~80℃,搅拌混合均匀即得防锈组合物。
14.3.有益效果
15.相比于现有技术,本发明的有益效果为:
16.本发明的防锈组合物包含有基础油和防锈剂,其中基础油的含量为80wt%-90wt%,防锈剂的含量5wt%-10wt%,该防锈组合物在40℃时的运动黏度5mm2/s以上不超过30mm2/s、闪点(开口)≥140℃,5.5≤ph≤8.5,该防锈组合物耐蚀性能基本不变甚至不下降,可用于其它冷轧产品钢带,同时用于热成形铝硅镀层产品热冲压时,颜色均匀,使用过程中花斑缺陷减少。
附图说明
17.以下将结合附图和实施例来对本发明的技术方案作进一步的详细描述,但是应当知道,这些附图仅是为解释目的而设计的,因此不作为本发明范围的限定。此外,除非特别指出,这些附图仅意在概念性地说明此处描述的结构构造,而不必要依比例进行绘制。
18.图1为不涂覆防锈组合物,热成形铝硅镀层钢板加热后的形貌;
19.图2为涂覆对比例1防锈组合物,热成形铝硅镀层钢板加热后的形貌;
20.图3为涂覆实施例1防锈组合物,热成形后铝硅镀层钢板加热后的形貌。
具体实施方式
21.下文对本发明的示例性实施例的详细描述参考了附图,该附图形成描述的一部分,在该附图中作为示例示出了本发明可实施的示例性实施例。尽管这些示例性实施例被充分详细地描述以使得本领域技术人员能够实施本发明,但应当理解可实现其他实施例且可在不脱离本发明的精神和范围的情况下对本发明作各种改变。
22.铝硅镀层热成形钢产品不涂油时,热冲压加热时镀层表面颜色均匀,当涂覆防锈组合物后,热冲压加热后常会出现花斑缺陷。该花斑缺陷其形貌与不均匀分布的油膜形貌相似,因此该花斑的产生,主要是原因是:在高温加热过程中,防锈组合物中部分成分会与al-si镀层发生反应,防锈组合物膜不均匀,发生的反应不均,从而导致加热后的零件表面颜色不均匀,表现为与不均匀油膜形貌类似的花斑缺陷。为减少此类花斑缺陷的产生,应抑制油斑产生或控制防锈组合物与al-si镀层的反应。
23.此外,通过分析得出,油斑的产生主要与防锈组合物的运动黏度和挥发有关。防锈组合物运动黏度过大,则防锈组合物的流平性能越差,容易造成油斑的产生,同时防锈组合物涂覆于带钢后,带钢层与层之间的相互挤压,会进一步促进油斑的产生。防锈组合物涂覆于钢板后,形成均匀的油膜后,若防锈组合物闪点过低、易于挥发,同样也会造成油斑的产
生。al为两性金属,即能与碱,也能与酸发生反应。因此为防止al-si镀层热成形钢产品涂覆防锈组合物后产生花斑,要求防锈组合物的运动黏度(40℃)不超过30mm2/s、闪点(开口)≥140℃,5.5≤ph≤8.5。
24.需要说明的是,花斑是指热冲压后,钢板表面的花斑状形貌,油斑是指热冲压前钢板表面的防锈油油斑,花斑产生与油斑有关,并不是同一物质。
25.本发明的可用于热成形钢铝硅镀层产品的防锈组合物包含有防锈剂和基础油和/或润滑剂和/或其他组分,其中:
26.(1)基础油a组分
27.本防锈组合物的主要成分由基础油a组成,其闪点和黏度值也主要与基础油有关。为保证防锈组合物的黏度及闪点值,本基础油a由一种或多种植物油、矿物油、合成油组成,其在40℃时的运动黏度不超过30mm2/s、闪点(开口)≥140℃,其含量介于80wt%-90wt%之间。
28.作为植物油,可列举出例如:菜籽油(闪点为240℃)、大豆油(闪点为160℃)、棉籽油(闪点为216℃)或棕榈油(闪点为165℃)。植物油之中,适合为棕榈油。
29.作为矿物油,可列举出例如:将链烷烃基系原油、中间基系原油或环烷烃基系原油进行常压蒸馏而得的渣油(闪点为180℃);或者将常压蒸馏的渣油进行减压蒸馏而得到的馏出油(闪点为175℃);以及将这些提取油按照常规方法进行精制而得到的精制油(具体而言,溶剂精制油、氢化精制油、脱蜡处理油和白土处理油等)等。矿物油之中,适合为环烷烃系的矿物油。
30.作为合成油,可列举出例如:聚-α-烯烃(闪点为210℃)、α-烯烃共聚物(闪点为215℃)、聚丁烯(闪点为200℃)、烷基苯(闪点为155℃)、多元醇酯(闪点为175℃)、二元酸酯(闪点为180℃)、聚氧亚烷基二醇(闪点为185℃)、聚氧亚烷基二醇酯(闪点为190℃)等。合成油之中,从润滑性的观点出发,优选为多元醇酯和单酯,这些之中,更适合为多元醇酯。
31.(2)防锈剂b组分
32.为保证防锈组合物性能,作为配合量,以组合物总量基准计优选防锈剂b的含量5wt%-10wt%,碱值要求为0-100mgkoh/g,碱值是利用基于jisk2501的盐酸法测定的值[mgkoh/g]。
[0033]
本防锈剂b可列举出例如:n-油酰基氨酸十八胺盐(碱值为20)、石油磺酸钙(碱值为15)、十二烯丁二酸胺(碱值为30)、氧化石油脂钙皂(碱值为10)、十二烯基丁二酸(碱值为5)、十二烯基丁二酸酯(碱值为50)、十七烯基咪唑啉烯基丁二酸盐(碱值为5)、环烷酸锌(碱值为25)等,它们可以单独使用1种,也可以任意地组合使用2种以上,防锈剂的质量分数达到要求确保防锈效果即可。这些之中,优选为n-油酰基氨酸十八胺盐、石油磺酸钙。
[0034]
(3)润滑剂c组分
[0035]
为保证防锈组合物润滑性能,作为配合量,以组合物总量基准计优选润滑剂c的含量5wt%-10wt%。
[0036]
作为润滑剂c,可列举出例如:矿物润滑油、液体石蜡、油溶性羊毛脂、聚四氟乙烯超细微粉等,它们可以单独使用1种,也可以任意地组合使用2种以上。这些之中,优选为矿物润滑油、液体石蜡。其中矿物润滑油如直链、支链烷烃和烷基取代的环烷烃以及烷基取代的芳香烃、液体石蜡、油溶性羊毛脂和聚四氟乙烯超细微粉中的一种或几种。
[0037]
(4)其它成分d
[0038]
本组合物中,在不损害本发明效果的范围内,尤其是基本性能不下降,还可以配合其它成分d,其它成分d总含量≤2wt%。作为其它成分d,可列举出例如抗氧化剂、消泡剂、香精、有机酸等,它们可以单独使用1种,也可以任意地组合使用2种以上。
[0039]
所述抗氧化剂为酚系抗氧化剂中的一种或几种,作为酚系抗氧化剂,可列举出例如:2,6-二叔丁基-4-甲基苯酚、2,6-二叔丁基-4-乙基苯酚、2,4,6-三叔丁基苯酚、2,6-二叔丁基-4-羟基甲基苯酚、2,6-二叔丁基苯酚、2,4-二甲基-6-叔丁基苯酚、2,6-二叔丁基-4-(n,n-二甲基氨基甲基)苯酚等,作为配合量,以组合物总量基准计优选抗氧化剂的含量0-2wt%。
[0040]
作为消泡剂,可列举出例如:有机硅、聚醚或酰胺等,作为配合量,以组合物总量基准计优选消泡剂的含量0-0.5wt%。
[0041]
作为香精,可列举出例如:香精为橘子、柠檬香精等等,作为配合量,以组合物总量基准计优选香精的含量0-0.5wt%。
[0042]
防锈组合物还添加有用于调节ph至5.5-8.5有机酸或naoh。作为有机酸,可列举出例如:乙酸、磺酸等。
[0043]
下文对本发明的实施例的更详细的描述并不用于限制所要求的本发明的范围,而仅仅为了进行举例说明且不限制对本发明的特点和特征的描述,以提出执行本发明的最佳方式,并足以使得本领域技术人员能够实施本发明。因此,本发明的范围仅由所附权利要求来限定,具体的实例参数见如下表格。
[0044]
实施例1
[0045]
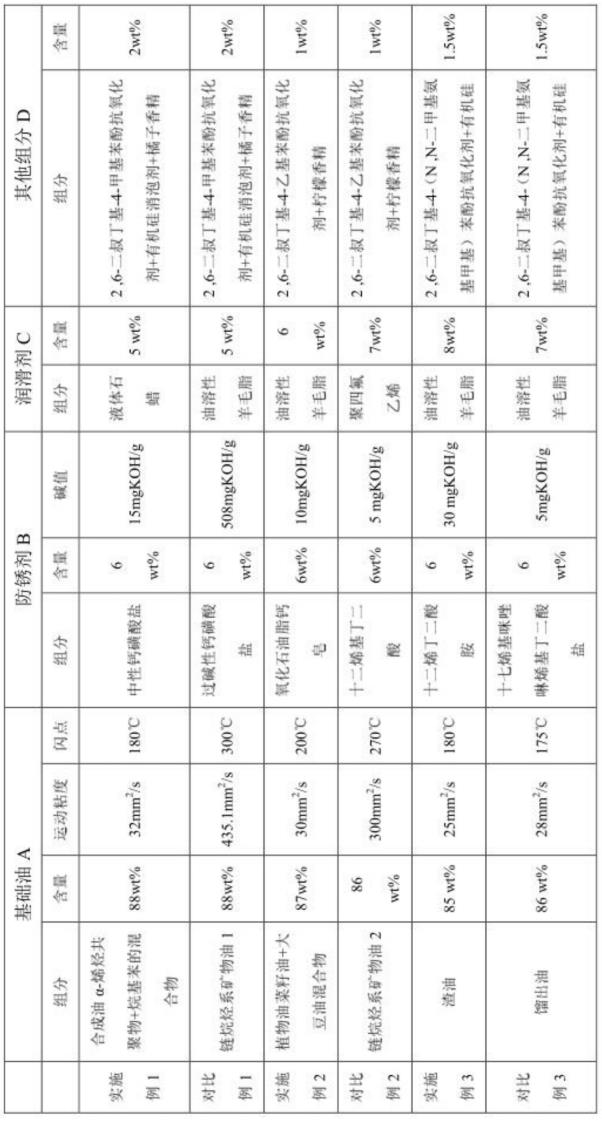
基础油a成分:合成油α-烯烃共聚物+烷基苯的混合物,40℃运动粘度为32mm2/s、闪点(开口)为180℃;防锈剂b成分:中性钙磺酸盐、钙含量为2.35wt%、碱值为15mgkoh/g;润滑剂c液体石蜡;其他成分d:2,6-二叔丁基-4-甲基苯酚抗氧化剂+有机硅消泡剂+橘子香精(质量比为2:1:1)。将88wt%的基础油a、6wt%的防锈剂b、5wt%的润滑剂液体石蜡和2wt%的其它成分d混合均匀;加热至60℃所得的最终成品的40℃运动粘度为28mm2/s、闪点(开口)为175℃,ph值为7.2。
[0046]
对比例1
[0047]
基础油a成分:链烷烃系矿物油1,40℃运动粘度为435.1mm2/s、闪点(开口)为300℃;防锈剂b成分:过碱性钙磺酸盐、钙含量为16wt%、碱值为508mgkoh/g;润滑剂c油溶性羊毛脂;其他成分d:2,6-二叔丁基-4-甲基苯酚抗氧化剂+有机硅消泡剂+橘子香精(质量比为2:1:1)。将88wt%的基础油a、6wt%的防锈剂b、5wt%的润滑剂油溶性羊毛脂和2wt%的其它成分d混合均匀;加热至60℃所得的最终成品的40℃运动粘度为420mm2/s、闪点(开口)为285℃,ph值为9.0。
[0048]
上述实施例1和对比例1:
[0049]
(1)闪点(开口)按照jis k2265:2007中记载的方法进行测定。
[0050]
(2)40℃运动粘度按照jis k2283:2000中记载的方法进行测定。
[0051]
(3)碱值按照jisk2501中记载的方法进行测定。
[0052]
(4)防锈性按照jis k2246:2007,利用中性盐水喷雾试验方法来进行,并基于下述评价基准进行评价。两种防锈组合物的防锈等级均评价为a。
[0053]
将1.5mm的热成形钢al-si镀层钢卷,两侧各涂覆500mg/m2本发明实施例及对比例的防锈组合物以及不涂覆防锈组合物时,放置30天后开平落料,将钢板放于加热炉加热930℃并保温3min后取出,观看镀层表面颜色,如图1-3所示,对比例2使用过后存在明显的花斑,本发明的实施例1使用过后表面平整且无花斑出现,使用效果较好。
[0054]
实施例2
[0055]
基础油a成分:植物油菜籽油+大豆油混合物,40℃运动粘度为30mm2/s、闪点(开口)为200℃;防锈剂b成分:氧化石油脂钙皂、碱值为10mgkoh/g;将87wt%的基础油a、6wt%的防锈剂b、6wt%的润滑剂c油溶性羊毛脂和1wt%的其它成分d:2,6-二叔丁基-4-乙基苯酚+柠檬香精(质量比为2:1)混合均匀;加热至80℃所得的最终成品的40℃运动粘度为26mm2/s、闪点(开口)为180℃,ph值为7.5。
[0056]
对比例2
[0057]
基础油a成分:链烷烃系矿物油2,40℃运动粘度为300mm2/s、闪点(开口)为270℃;防锈剂b成分:十二烯基丁二酸、碱值为5mgkoh/g;将86wt%的基础油a、6wt%的防锈剂b、7wt%的润滑剂c聚四氟乙烯和1wt%的其它成分d:2,6-二叔丁基-4-乙基苯酚+柠檬香精(质量比为2:1)混合均匀;加热至80℃所得的最终成品的40℃运动粘度为290mm2/s、闪点(开口)为265℃,ph值为7.6。
[0058]
(1)闪点(开口)按照jis k2265:2007中记载的方法进行测定。
[0059]
(2)40℃运动粘度按照jis k2283:2000中记载的方法进行测定。
[0060]
(3)碱值按照jisk2501中记载的方法进行测定。
[0061]
(4)防锈性按照jis k2246:2007,利用中性盐水喷雾试验方法来进行,并基于下述评价基准进行评价。两种防锈组合物的防锈等级均评价为a。
[0062]
将1.5mm的热成形钢al-si镀层钢卷,两侧各涂覆500mg/m2本发明实施例及对比例的防锈组合物以及不涂覆防锈组合物时,放置30天后开平落料,将钢板放于加热炉加热930℃并保温3min后取出,观看镀层表面颜色。
[0063]
实施例3
[0064]
基础油a成分:将链烷烃基系原油、中间基系原油或环烷烃基系原油进行常压蒸馏而得的渣油,40℃运动粘度为25mm2/s、闪点(开口)为180℃;防锈剂b成分:十二烯丁二酸胺、碱值为30mgkoh/g;将85wt%的基础油a、6wt%的防锈剂b、8wt%的润滑剂c油溶性羊毛脂和1.5wt%的其它成分d:2,6-二叔丁基-4-(n,n-二甲基氨基甲基)苯酚+有机硅(质量比为2:1)混合均匀;加热至70℃所得的最终成品的40℃运动粘度为24mm2/s、闪点(开口)为175℃,ph值为7.3。
[0065]
对比例3
[0066]
基础油a成分:将常压蒸馏的渣油进行减压蒸馏而得到的馏出油,40℃运动粘度为28mm2/s、闪点(开口)为175℃;防锈剂b成分:十七烯基咪唑啉烯基丁二酸盐、碱值为5mgkoh/g;将86wt%的基础油a、6wt%的防锈剂b、7wt%的润滑剂c油溶性羊毛脂和1.5wt%的其它成分d:2,6-二叔丁基-4-(n,n-二甲基氨基甲基)苯酚+有机硅(质量比为2:1)其他混合均匀并加入一定的乙酸调价ph;加热至70℃所得的最终成品的40℃运动粘度为26mm2/s、闪点(开口)为160℃,ph值为4.0。
[0067]
(1)闪点(开口)按照jis k2265:2007中记载的方法进行测定。
[0068]
(2)40℃运动粘度按照jis k2283:2000中记载的方法进行测定。
[0069]
(3)碱值按照jisk2501中记载的方法进行测定。
[0070]
(4)防锈性按照jis k2246:2007,利用中性盐水喷雾试验方法来进行,并基于下述评价基准进行评价。两种防锈组合物的防锈等级均评价为a。
[0071]
将1.5mm的热成形钢al-si镀层钢卷,两侧各涂覆500mg/m2本发明实施例及对比例的防锈组合物以及不涂覆防锈组合物时,放置30天后开平落料,将钢板放于加热炉加热930℃并保温3min后取出,观看镀层表面颜色。
[0072]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1