一种汽轮机部件通孔镶过盈套辅助定位装置的制作方法
1.本实用新型涉及辅助定位装置领域,特别涉及一种汽轮机部件通孔镶过盈套辅助定位装置。
背景技术:
2.汽轮机部件之间有些通孔只起到定位作用,不传递力矩,孔内有缺陷时扩孔镶螺纹套需要焊接倒角处,为了避免焊接改变部件的金相组织,可以镶本体过盈套,一般镶过盈套是将过盈套放入液氮降温,使过盈套的外圆尺寸变小,将过盈套装入孔中,待过盈套恢复常温,使得孔与过盈套过盈配合,一般为了保证图纸尺寸符合要求,通常镶过盈套后由钳工精修过盈套端面至与部件端面齐平,由于镶过盈套受温度限制,需要极短时间测量过盈套的尺寸校正镶过盈套的与部件的位置等操作,为了方便钳工将过盈套定位方便,通常过盈套的长度要比部件厚度大2mm,过盈套比部件两端面一边高1mm,所以过盈套不能比转子法兰突出太多,钳工修磨困难。
3.综上所述,现有技术通常镶过盈套后由钳工精修过盈套端面至与部件端面齐平,由于镶过盈套受温度限制,需要极短时间测量过盈套的尺寸校正镶过盈套的与部件的位置等操作,为了方便钳工将过盈套定位方便,通常过盈套的长度要比部件厚度大2mm,过盈套比部件两端面一边高1mm,所以过盈套不能比转子法兰突出太多,存在钳工修磨困难的问题。
技术实现要素:
4.本实用新型为克服现有技术的通常镶过盈套后由钳工精修过盈套端面至与部件端面齐平,由于镶过盈套受温度限制,需要极短时间测量过盈套的尺寸校正镶过盈套的与部件的位置等操作,为了方便钳工将过盈套定位方便,通常过盈套的长度要比部件厚度大2mm,过盈套比部件两端面一边高1mm,所以过盈套不能比转子法兰突出太多,存在钳工修磨困难的问题,进而提供一种汽轮机部件通孔镶过盈套辅助定位装置。
5.本实用新型的技术方案是:
6.一种汽轮机部件通孔镶过盈套辅助定位装置,它包括定位销螺钉和螺纹环,定位销螺钉一侧外圆周表面加工有外螺纹,螺纹环加工有内螺纹,定位销螺钉和螺纹环螺纹连接;
7.定位销螺钉包括第一定位体、第二定位体和拉伸体;
8.第一定位体、第二定位体和拉伸体沿水平方向从左至右依次连接且三者为一体件,第一定位体一侧外圆周表面加工有外螺纹,第一定位体与螺纹环螺纹连接,第二定位体与第一定位体的另一侧沿接触处的一侧端面加工有环槽,环槽的深度为0.2mm。
9.本实用新型与现有技术相比具有以下效果:
10.对轮孔的镶套工序通过本实用新型的辅助定位安装,由于本装置深0.2mm的定位槽定位作用,使得安装后过盈套的轴向端面正好比转子端面高0.2mm,解决了通常镶过盈套
后过盈套比部件两端面一边高1mm,存在钳工修磨困难的问题,缩短了钳工修磨的时间,保证了加工的质量。本实用新型的结构简单、容易生产制造、成本低,便于大范围推广使用。
附图说明
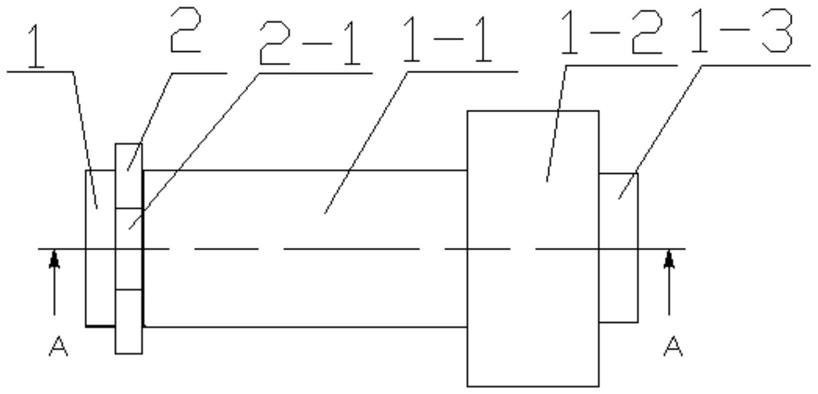
11.图1是本实用新型的主视图;
12.图2是本实用新型的俯视图;
13.图3是本实用新型的左视图;
14.图4是本实用新型的轴测立体图;
15.图5是图1的a
‑
a剖视图;
16.图6是本实用新型的装配图。
具体实施方式
17.具体实施方式一:结合图1至图6说明本实施方式,本实施方式的一种汽轮机部件通孔镶过盈套辅助定位装置,它包括定位销螺钉1和螺纹环2,定位销螺钉1一侧外圆周表面加工有外螺纹,螺纹环2加工有内螺纹,定位销螺钉1和螺纹环2螺纹连接;
18.定位销螺钉1包括第一定位体1
‑
1、第二定位体1
‑
2和拉伸体1
‑
3;
19.第一定位体1
‑
1、第二定位体1
‑
2和拉伸体1
‑
3沿水平方向从左至右依次连接且三者为一体件,第一定位体1
‑
1一侧外圆周表面加工有外螺纹,第一定位体1
‑
1与螺纹环2螺纹连接,第二定位体1
‑
2与第一定位体1
‑
1的另一侧沿接触处的一侧端面加工有环槽1
‑2‑
1,环槽1
‑2‑
1的深度为0.2mm。
20.具体实施方式二:结合图4说明本实施方式,本实施方式的第一定位体1
‑
1和第二定位体1
‑
2均为圆柱体。其他与具体实施方式一相同。
21.具体实施方式三:结合图1说明本实施方式,本实施方式的第一定位体1
‑
1的截面直径小于第二定位体1
‑
2的截面直径。如此设置是为了配合过盈套4的尺寸。
22.其他与具体实施方式一或二相同。
23.具体实施方式四:结合图4说明本实施方式,本实施方式的拉伸体1
‑
3的截面为正六边形。如此设置是为了操作方便。其他与具体实施方式一、二或三相同。
24.具体实施方式五:结合图4说明本实施方式,本实施方式的螺纹环2沿外圆周表面对称加工有两个削边槽2
‑
1。如此设置是为了从定位销螺钉1拆装螺纹环2方便。
25.其他与具体实施方式一、二、三或四相同。
26.具体实施方式六:结合图1至图6说明本实施方式,本实施方式的第一定位体1
‑
1截面的直径与过盈套4内孔的直径间隙配合。如此设置是为了使过盈套4的端面与环槽1
‑2‑
1端面紧密配合。其他与具体实施方式一、二、三、四或五相同。
27.工作原理:
28.将部件通孔上钻床钻孔或镗床镗孔去除缺陷后出内孔的实测尺寸,过盈套长度比工件通孔长度长0.4mm,将过盈套4按过盈尺寸车好,将过盈套4的内孔套入定位销螺钉1,用螺纹环2与定位销螺钉1拧紧,使得过盈套4的端面与环槽1
‑2‑
1端面紧密配合,将装有过盈套4的汽轮机部件通孔镶过盈通套辅助定位装置利用钳子置入液氮中冷却,定时拿出来用外径千分尺测量过盈套4的外径尺寸,当过盈套4的尺寸与部件通孔的尺寸存在间隙
0.05mm
‑
0.08mm之间可以进行将过盈套4装入汽轮机部件通孔,定位销螺钉1的内端面贴紧工件端面,待过盈套4的温度升至室温,即可松开螺纹环2,拆下螺销钉1,此时的过盈套4的轴向端面正好比转子端面高0.2mm,定位准确且钳工修磨方便。
29.本实用新型已以较佳实施案例揭示如上,然而并非用以限定本实用新型,任何熟悉本专业技术人员,未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施案例所做的任何简单修改、等同变化与修饰,均仍属本实用新型技术方案范围。
技术特征:
1.一种汽轮机部件通孔镶过盈套辅助定位装置,其特征在于:它包括定位销螺钉(1)和螺纹环(2),定位销螺钉(1)一侧外圆周表面加工有外螺纹,螺纹环(2)加工有内螺纹,定位销螺钉(1)和螺纹环(2)螺纹连接;定位销螺钉(1)包括第一定位体(1
‑
1)、第二定位体(1
‑
2)和拉伸体(1
‑
3);第一定位体(1
‑
1)、第二定位体(1
‑
2)和拉伸体(1
‑
3)沿水平方向从左至右依次连接且三者为一体件,第一定位体(1
‑
1)一侧外圆周表面加工有外螺纹,第一定位体(1
‑
1)与螺纹环(2)螺纹连接,第二定位体(1
‑
2)与第一定位体(1
‑
1)的另一侧沿接触处的一侧端面加工有环槽(1
‑2‑
1),环槽(1
‑2‑
1)的深度为0.2mm。2.根据权利要求1所述的一种汽轮机部件通孔镶过盈套辅助定位装置,其特征在于:第一定位体(1
‑
1)和第二定位体(1
‑
2)均为圆柱体。3.根据权利要求1或2所述的一种汽轮机部件通孔镶过盈套辅助定位装置,其特征在于:第一定位体(1
‑
1)的截面直径小于第二定位体(1
‑
2)的截面直径。4.根据权利要求1所述的一种汽轮机部件通孔镶过盈套辅助定位装置,其特征在于:拉伸体(1
‑
3)的截面为正六边形。5.根据权利要求4所述的一种汽轮机部件通孔镶过盈套辅助定位装置,其特征在于:螺纹环(2)沿外圆周表面对称加工有两个削边槽(2
‑
1)。
技术总结
一种汽轮机部件通孔镶过盈套辅助定位装置。具体涉及一种过盈套辅助定位装置,本实用新型为克服现有技术的通常镶过盈套后由钳工精修过盈套端面至与部件端面齐平,通常过盈套的长度要比部件厚度大2mm,过盈套比部件两端面一边高1mm,所以过盈套不能比转子法兰突出太多,存在钳工修磨困难的问题。定位销螺钉一侧外圆周表面加工有外螺纹,螺纹环加工有内螺纹,定位销螺钉和螺纹环螺纹连接;第一定位体、第二定位体和拉伸体沿水平方向从左至右依次连接且三者为一体件,第一定位体一侧外圆周表面加工有外螺纹,第一定位体与螺纹环螺纹连接,第二定位体与第一定位体的另一侧沿接触处的一侧端面加工有环槽,环槽的深度为0.2mm。用于辅助汽轮机部件通孔镶过盈套。于辅助汽轮机部件通孔镶过盈套。于辅助汽轮机部件通孔镶过盈套。
技术研发人员:高岩 史云鹏 郭邦杰 曹继征
受保护的技术使用者:哈尔滨汽轮机厂有限责任公司
技术研发日:2021.08.18
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1