一种风力发电塔架及其焊接制作方法与流程
1.本发明属于风力发电设备技术领域,尤其涉及一种风力发电塔架及其焊接制作方法。
背景技术:
2.风力发电设备中,塔架是连接风机的重要部件,它承受了风力作用在叶轮上的推力、扭矩、弯矩、陀螺力矩、电机齿箱的振动及受力变化时的摆动等动载荷,建设风力发电机地区的环境温度低温可达-40
°
c左右,高温可达50
°
c左右。由于风的不可控性、随机性,有时瞬时变化可达70m/s以上,对塔架造成的瞬时冲击载荷很大。
3.此外风力发电机对其机舱仰角的要求较高,上下偏差范围很小,例如vestas600kw风力发电机机舱仰角为5
°±
24
′
(机械加工技术要求),塔架的直线度、同轴度等对机舱的仰角影响很大。
4.目前我国风电塔架制造中存在的主要问题如下:
5.塔架筒节展开后为扇形钢板,且每个扇形钢板的半径均不相同,对扇形钢板坡口的切割效率一直未能提高;
6.筒节组对环节费时费力,效率低;
7.塔架筒体对接焊缝焊接效率及焊接质量已经成为一个技术瓶颈;
8.法兰焊后平面度、平行度容易超差。
技术实现要素:
9.本发明提供一种风力发电塔架及其焊接制作方法,旨在解决上述背景技术中提出的问题。
10.本发明是这样实现的,一种风力发电塔架,包括:基础环座,塔体,其连接于所述基础环座的顶部,其中,所述塔体由多节筒体组成,每相邻设置的两节筒体之间利用连接法兰固接,所述基础环座以及多节筒体均为锥桶状结构,其顶部敞口内径小于其底部敞口内径,并且,所述基础环座的顶部敞口内径与相连接于其上方的所述筒体的底部敞口内径一致,每相邻设置的两个所述筒体之间,位于下方的所述筒体的顶部敞口内径与位于上方的所述筒体的底部敞口内径一致。
11.优选的,所述塔体的内部还固定安装有附件;其中,附件包括:开设于所述筒体内的门框,以及活动连接于门框内的门板,沿多节所述筒体高度方向延伸的爬梯架,固定连接于所述筒体内壁上的电缆板以及其他内件的连接耳板,水平安装于所述筒体内的站立平台。
12.一种风力发电塔架的焊接制作方法,包括如下步骤:
13.步骤一:钢板下料,根据所述基础环座以及所述筒体的数量选择合适数量的钢板材,并利用数控切割机在钢板材上切割出对应各个所述基础环座以及所述筒体尺寸的料片;
14.步骤二:筒节卷制,将步骤一中切割出的料片放置于卷板机上,利用换班级将各个料片卷制成锥桶状结构的所述筒体以及所述基础环座;
15.步骤三:纵缝焊接,对各个卷制后的料片两端部之间形成的纵缝进行焊接;
16.步骤四:筒节校圆,利用预制的内径样板检测各个所述筒体以及所述基础环座的内径;
17.步骤五:法兰组对,在组对平台上对相邻设置的两个所述筒体之间进行组对拼接;
18.步骤六:筒节组对,根据所述塔体的安装结构,将相邻设置的两个所述筒体组对;
19.步骤七:环缝焊接,对相邻设置的两个所述筒体之间的环缝进行焊装;
20.步骤八:焊接件组焊,所述塔体安装完成后,对焊接件于所述塔体内壁上进行焊装;
21.步骤九:导电轨连接件焊接,在所述塔体的内壁上,焊装导电轨连接件;
22.步骤十:防腐,对焊装完成的所述塔体进行防腐处理。
23.优选的,在所述步骤一前,还设置有原材料入厂检测以及原材料厂区内存放,并且,还根据使用需求采购足量的内件。
24.优选的,在所述步骤二中,对各个料片进行卷制之前,还包括:打磨清理纵缝焊接焊缝两侧20mm范围内的氧化皮、铁锈等杂质,使得料片打磨区域浮现金属光泽。
25.优选的,在步骤三中,焊接纵缝里口的时候需在底部铺垫焊药。
26.优选的,在步骤五中,每个所述筒体与法兰组对,需在筒节内侧打支撑,并将用以支撑的弧板点焊到所述筒体的内壁上,以保证筒节椭圆度在5mm以内。按照要求将支撑固定在所述筒体的同一圆周方向上,支撑距离同侧的法兰面的间距约为1200mm。
27.优选的,在步骤八中,依次将门框、门板、爬梯、电缆板以及其他内件的连接耳板、站立平台焊装于所述塔体内壁的指定位置。
28.与现有技术相比,本发明的有益效果是:本发明的一种风力发电塔架及其焊接制作方法:
29.采用本焊接制造方法制作出的塔体以及基础环座,能够大幅的提升切割下料环节各个料片的尺寸精度,从而保证后续各个筒体的尺寸精度,同时,进一步的,利用本焊接制造方法能够保证相邻筒节之间的组对以及环缝焊接更加省时省力,提升了焊接工作的效率,减少了报废品的产生,此外,根据上述方法对各个附件、内件进行焊装,能够保证塔架整体的稳定性,保证了后续的正常工作。
附图说明
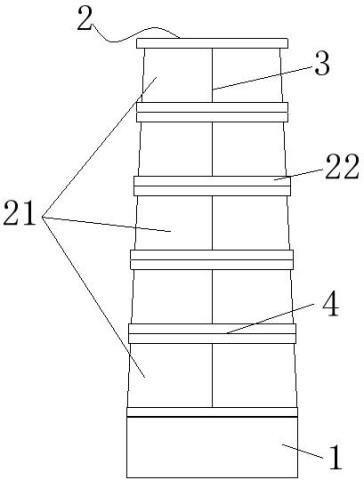
30.图1为本发明中风力发电塔架的结构示意图;
31.图2为本发明中各个筒体下料片的示意图;
32.图3为本发明中的焊接制作方法流程图;
33.图4单个筒节任意切断面圆度公差应为 dmax-dmin≤5
‰
示意图。图中:
34.1、基础环座;
35.2、塔体;21、筒体;22、连接法兰;
36.3、纵缝焊接缝;
37.4、环缝焊接缝。
具体实施方式
38.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明,应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
39.请参阅图1-3,本发明提供一种技术方案,
40.一种风力发电塔架,包括:
41.基础环座1,塔体2,其连接于基础环座1的顶部,其中,塔体2由多节筒体21组成,每相邻设置的两节筒体21之间利用连接法兰22固接,基础环座1以及多节筒体21均为锥桶状结构,其顶部敞口内径小于其底部敞口内径,并且,基础环座1的顶部敞口内径与相连接于其上方的筒体21的底部敞口内径一致,每相邻设置的两个筒体21之间,位于下方的筒体21的顶部敞口内径与位于上方的筒体21的底部敞口内径一致;
42.塔体2的内部还固定安装有附件,其中,附件包括:开设于筒体21内的门框,以及活动连接于门框内的门板,沿多节筒体21高度方向延伸的爬梯架,固定连接于筒体21内壁上的电缆板以及其他内件的连接耳板,水平安装于筒体21内的站立平台。
43.具体的,塔体2由多节筒体21组成,其中,塔体2整体呈圆锥筒状结构,其顶部敞口内径小于其底部的敞口内径,塔体2安装于基础环座1上,每相邻两节筒体21之间利用连接法兰22以及环缝焊接技术焊装,每节筒体21的料片均为扇形结构,其两端之间的连接部分用纵缝焊接技术焊装形成一锥桶状结构,当塔体2以及基础环座1安装过程后,再在塔体2的内部分别安装爬梯架、电缆板以及其他内件的连接耳板以及站立平台,并在塔体2的外壁上安装门框以及活动于门框内的门板。
44.一种风力发电塔架的焊接制作方法,包括如下步骤:
45.步骤一:钢板下料,根据基础环座1以及筒体21的数量选择合适数量的钢板材,并利用数控切割机在钢板材上切割出对应各个基础环座1以及筒体21尺寸的料片;
46.步骤二:筒节卷制,将步骤一中切割出的料片放置于卷板机上,利用换班级将各个料片卷制成锥桶状结构的筒体21以及基础环座1;
47.步骤三:纵缝焊接,对各个卷制后的料片两端部之间形成的纵缝进行焊接;
48.步骤四:筒节校圆,利用预制的内径样板检测各个筒体21以及基础环座1的内径;
49.步骤五:法兰组对,在组对平台上对相邻设置的两个筒体21之间进行组对拼接;
50.步骤六:筒节组对,根据塔体2的安装结构,将相邻设置的两个筒体21组对;
51.步骤七:环缝焊接,对相邻设置的两个筒体21之间的环缝进行焊装;
52.步骤八:焊接件组焊,塔体2安装完成后,对焊接件于塔体2内壁上进行焊装;
53.步骤九:导电轨连接件焊接,在塔体2的内壁上,焊装导电轨连接件;
54.步骤十:防腐,对焊装完成的塔体2进行防腐处理。
55.在步骤一前,还设置有原材料入厂检测以及原材料厂区内存放,并且,还根据使用需求采购足量的内件。
56.在步骤二中,对各个料片进行卷制之前,还包括:打磨清理纵缝焊接焊缝两侧20mm范围内的氧化皮、铁锈等杂质,使得料片打磨区域浮现金属光泽。
57.在步骤三中,焊接纵缝里口的时候需在底部铺垫焊药。
58.在步骤五中,每个筒体21与法兰组对,需在筒节内侧打支撑,并将用以支撑的弧板点焊到筒体21的内壁上,以保证筒节椭圆度在5mm以内。按照要求将支撑固定在筒体21的同一圆周方向上,支撑距离同侧的法兰面的间距约为1200mm。
59.在步骤八中,依次将门框、门板、爬梯、电缆板以及其他内件的连接耳板、站立平台焊装于塔体2内壁的指定位置。
60.具体的,在步骤一的钢板下料部分,有如下技术要点:
61.钢板为尺寸定轧钢板,每个筒节对应一张板,每张钢板下料前应认真核对板材尺寸与该筒节的采购尺寸是否相符,并按钢板切割路径先空车试运行一遍数控切割机,确认数控下料尺寸是否有误。
62.按要求做好标记移植。
63.切割表面要求光滑平整,不允许有氧化皮、熔渣等,坡口表面无裂纹和分层等缺陷,并按照焊接工艺要求开坡口。
64.其中,切割后以及切割前的钢板底部均垫设有长木条。
65.在步骤二的筒节卷制部分,有如下技术要点:
66.卷制前应打磨清理纵焊缝两侧20mm范围的氧化皮、铁锈等杂质,直至露出金属光泽,以保证焊接质量。
67.卷制前要仔细检查卷板机辊子及钢板内外侧,防止卷板机辊子有杂物伤害筒节母材。
68.首先对两端进行预弯,预弯时应稍过一点,使合口处呈微凹的形状以便于校圆,在卷制过程中应经常用弧度样板检查。
69.控制筒体对接间隙在0~1mm,纵缝错边量0~1mm,错口量为≤1/5t(t 为母材厚度),且不大于1.5mm,然后定位焊,定位焊长度不小20mm,保证不开裂。卷制筒体时在筒体的内侧印钢印号。
70.纵焊缝点口要求隔300mm焊接100mm,
71.焊接引弧板尺寸为100mmx100mm,其厚度与卷制的母材的厚度一致,厚度偏差
±
2mm。
72.在步骤三的纵缝焊接部分,有如下技术要点:
73.卷制后返锈的或在卷板机上沾上油污等污物的焊缝均需重新打磨,焊接之前先吹一下纵缝缝隙,防止里面存在影响焊接质量的杂质。
74.引弧板不符合要求的不允许焊接。
75.焊接纵缝里口的时候需在底部铺垫焊药。
76.刨口清根完毕后,需打磨坡口及两侧20mm范围的氧化皮、铁锈等杂质,直至露出金属光泽,目测根部无夹渣等影响焊接质量的杂质。
77.纵焊缝宽度20-28mm,焊缝余高2mm。任意3000mm 长度以内的宽度偏差不超过3mm。
78.在步骤四的筒节校圆部分,有如下技术要点:
79.校圆前要检查卷板机辊子及筒节内外侧,防止卷板机辊子有杂物伤害筒节母材。
80.校圆后筒节椭圆度不大于40mm,与法兰组对的筒节椭圆度不大于20mm。
81.目测无明显直边、棱角,焊缝附近的筒体回床后,用弦长1000mm 的内径样板检查
棱角度,不超过3mm为合格。
82.回圆过程中不允许垫硬度高的销子,可以垫木销子,销子方向不能直对人。
83.按技术要求标准对纵缝进行探伤,如果有返修且导致焊缝处变形的需重新校圆。
84.在步骤五的法兰组对部分,有如下技术要点:
85.法兰组对需在组对平台上实施,组对平台要经常检测,保证平台合格,打磨清理组对焊缝两侧20mm范围的氧化皮、铁锈等杂质,直至露出金属光泽。
86.组对前先需盘对法兰及组对筒节的周长。
87.筒节与法兰组对,需在筒节内侧打支撑,并将支撑的弧板点焊到筒体内壁上,以保证筒节椭圆度在5mm以内。按照要求将支撑固定在筒体的同一圆周方向上,支撑距离同侧的法兰面的间距约为1200mm。
88.法兰需均分并在内侧打上钢印0、90、180、270。
89.组对时要求筒节纵缝位于法兰两螺栓孔正中间的方位上。
90.筒节和法兰组对时,法兰和筒节之间不允许出现间隙。
91.单节法兰与筒节组对完之后,法兰和法兰对把在一起。对把时在法兰内侧加一圈∮1.2二保焊丝或石棉垫,把完螺栓后法兰外侧紧密结合无缝隙,内侧有1mm左右的缝隙。
92.隔2个螺栓孔加固1个工艺螺栓,工艺螺栓需提前加工,并保证工艺螺栓有足够的强度,双排孔法兰的里外开孔都需要固定工艺螺栓。
93.按照焊接工艺进行焊接,焊接过程中需经常检查法兰的外侧,如果对把法兰之间出现缝隙,则需重新紧固螺栓。若发现螺栓松动也要及时紧固。
94.在步骤六的筒节组对部分,有如下技术要点:
95.筒节组对需打磨清理组对焊缝两侧20mm范围的氧化皮、铁锈等杂质,直至露出金属光泽,焊接表面必须干燥、清洁、无锈,焊接接头的坡口形式和坡口尺寸应符合iso9296-1和iso9692-2中相关要求。
96.塔架2筒体及对接环缝应采用y形坡口双面熔透焊,内壁焊接完毕后,外壁淸根露出焊缝坡口金属后再焊,塔架筒体(包括基础环座2)部分不允许存在纵向拼接。
97.塔架筒体(包括基础环座2)相邻筒节的纵焊缝应尽量相错180
°
,筒节纵缝应避开塔架内直爬梯安装区域(门洞所在的筒节纵缝可不受直爬梯安装区域限制)。
98.塔架门框与相邻筒节纵、环缝应相互错开,门框所在筒节其纵缝与门框中心线间距不小于800mm。若因板材规格达到时,筒节环缝必须位于门框中部直边范围内且与门框自身拼接焊缝间距不小于100mm,若门洞所在筒节为一整板时,门框顶部焊缝与相邻环焊缝最小距离不得小于100mm,与门框所在筒节相邻的上方第二节筒节纵向焊缝与门框中心线相错不小于90
°
。
99.筒节与筒节组对均采用外边对齐,未对齐错边量如下表所示,应符合下表要求(单位:mm):t81012141618202224262830>30dx1.51.51.51.52.02.02.53.03.03.03.03.03.0
100.筒体任意局部表面凹凸度,如下表所示,应按照下表要求(单位:mm):t81012141618202224262830>30dl200300400500600600600600600600600600600
dx1.02.02.53.03.03.03.03.03.03.03.03.03.0
101.筒节纵向钢板的翘边误差,如下表所示,应按照下表要求(单位:mm):t81012141618202224262830>30dl200300400500600600600600600600600600600dx1.01.52.02.53.03.03.03.03.03.03.03.03.0
102.注:上述三个表格中:t>30mm,dl=600mm,dx=3mm。
103.组对时应严格控制组对间隙,按照间隔300mm点焊100mm的距离点焊,同时可根据间隙情况用手弧焊在外侧焊接。
104.在步骤七的环缝焊接部分,有如下技术要点:
105.对需要焊接的环缝应仔细检查,母材的坡口及附近20mm范围内的返锈或者组对时除锈不彻底的需要重新打磨除锈。
106.焊缝要求角高0-2mm,焊缝宽度要求20-28mm,焊缝宽窄在任意3000mm 长度以内不超过3mm。
107.焊缝通常要求单道焊,法兰焊接过程中联结螺栓需经常紧固,法兰与筒节焊缝需要热处理的,需热处理完毕后才能将联结螺栓拆卸。
108.在步骤八的焊接件组焊部分,有如下技术要点:
109.在塔体组焊完成后,组焊附件。内件应避开塔架主体焊缝。附件组焊前应去除毛刺、飞边、割渣等,且焊接后对所有边缘打磨出倒角,不允许存在锐边。要保证附件焊接焊缝形成封闭回路,不允许存在未焊接的缺口。附件的焊接在塔架主体完工后进行。塔架附件焊接可采用手工电弧焊。附件的焊接位置不得位于塔架焊缝上。塔架门要求与门框配做,门安装后,与门框的周边间隙必须均匀,误差≤3mm.
110.门框与筒体组焊
111.塔架门框与筒体焊接应在法兰焊合后进行,焊接时必须在两侧同时对称施焊,不允许又一边从头到尾连续焊接。塔架门框与筒体的焊接采用手弧焊或气体保护焊,焊缝全焊透。
112.①
划线:在筒体内部相应的方位划出门框的中心线,并划出最高、最底点,然后将门框放入筒体内部,使其中心对准所划的中心线,调整最高、最底点,用石笔沿门框四周在筒体上划相贯线(也可采用计算机放样,根据放样尺寸划线)。为防止门的开孔及门框与筒体之间焊接变形,开孔前应在筒体上门框两头对应的位置分别打一防变形支撑,打支撑前应将端部法兰的螺栓孔中心所在圆的直径调整好,使其门框方位上的直径比理论值大 3~5mm,以抵消因焊接导致的变形。
113.②
开孔:采用氧气-乙炔火焰切割开孔,为保证开孔后的尺寸,(应注意切割时割嘴的角度)
114.③
开坡口:为方便焊接,并最大限度防止焊接变形,开孔后应加工单面内坡口,坡口角度为35
°
~40
°
,钝边1~2mm。
115.④
组对:组对前根据图纸上门框伸出筒体的尺寸,在门框的顶端及下端焊接定位板,以利于门框组对,焊好定位板后,筒体开孔方位调整到最上部,将门框吊到筒体的上面,放入孔内,定位板与筒体外侧接触,调整门框两端尺寸至同样大小,点焊。
116.⑤
焊接:为减小焊接变形并提高焊接效率,最好采用co2焊接方法,先焊接筒体内
侧,填充至坡口深度的一半时,在筒体外侧清根、焊接完外侧焊角,再焊接内侧坡口至填满并将焊角达到规定值。
117.梯子连接件与筒体之间的组焊
118.采用快速划线法划出梯子连接件的位置。
119.先在塔体2的内壁上划出梯子中心线,再根据纵向、周向定位尺寸划出a、b、c、d四点的位置线,连接ac、bd(c点位于a点下方,d点位于b点正下方)线(注意校正ac、bd之间的弦长),再根据图纸给出的纵向尺寸划出 ac、bd上其它各点的定位线。定位线划好后,将梯子连接件组焊在筒体上。
120.电缆板及其它内件连接耳板与筒体之间的组焊
121.连接耳板的定位划线方法参照爬梯架的安装方式执行。连接耳板就位时,先将其用螺栓把紧在角钢靠模上,再点焊。确保连接螺柱的上端面在一个平面上(需要注意的是,螺栓不得垂直于塔体2内壁,需横平竖直的打入到塔体2内壁中)。
122.平台及其它连接件的组焊根据图纸中平台及其它连接件在筒体上所处的纵向位置计算出其定位尺寸,分别划出纵向、周向定位线,将连接件组焊在筒体21上,内部焊接平台与筒体组焊时应注意控制焊接导致的法兰变形,在焊接平台附近不影响平台安装的位置用十字或米字支撑把筒体21撑圆,椭圆度小于13mm。平台组焊完后才能拆除工装。
123.在步骤九的导电轨连接件焊接部分,有如下技术要点:
124.为了保证导电轨在塔筒内的顺利安装,特别是保证塔段之间安装时导电轨的顺利对接,必须保证导电轨在整个风力发电机内横平竖直,也就是必须保证塔筒内焊接的安装柱的直线度。
125.所有安装柱上表面的螺纹孔中心应在一条直线上,靠近塔筒连接法兰处的第一个安装柱左右偏差不得超过1mm,相邻的两个安装立柱之间的偏差不应大于1.5mm。在每一段塔筒的全长上,安装立柱的左右偏差不得超过2.5mm。
126.焊接前必须在塔筒内两排导电轨安装柱之间画出中间线,并确定和画出两排安装柱焊接位置的基准线。在确定中间线时,肯定会以法兰上的某个位置为基准,就必须保证在两个配对法兰(比如顶段下法兰和中段上法兰,或者中段下法兰和底段上法兰)上定出的这两个配对基准位置在塔筒各段对接时重合。如果这两个基准位置不重合,那么在每段塔筒内画出的中间线在各塔段对接时也不可能在一条直线上,这样会直接影响导电轨安装柱的整体直线度。
127.焊接安装柱时由于受焊工的视觉误差,以及焊接和冷却时热应力引起的变形等因素的影响,在自由焊接状态下要达到安装柱直线度的技术要求并不容易。所以必须制作工装作为立柱定位和检验测量的手段,尽量减小因视觉误差和热应力引起的直线度误差,使直线度在每一塔段内和整个组装好的塔筒中都能满足导电轨安装的要求。
128.在步骤十的防腐步骤中,有如下技术要点:
129.在整体焊装完成后,喷涂防腐剂进行防腐操作。
130.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1