一种电镀法解决轨道车辆轮柄再制造的设备的制作方法
[0001]
本发明涉及电镀法修复技术领域,具体的说是一种电镀法解决轨道车辆轮柄再制造的设备。
背景技术:
[0002]
电镀时,镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、光滑性、耐热性和表面美观。
[0003]
轨道车辆轮柄在长时间的使用时容易被磨损,从而需要更换下来进行再制造修复,再制造的修复一般采用电镀法,将轨道车辆轮柄放入到电镀池中,进行电镀,随后在取出即可完成对其的修复过程,这种由人工进行逐个放置电镀的放置一次只能进行一个的电镀,速度较慢,加工耗时长。
技术实现要素:
[0004]
现为了满足上述对轨道车辆轮柄修复时逐个放入到电镀池中进行电镀效果不好的问题,本发明提出了一种电镀法解决轨道车辆轮柄再制造的设备。
[0005]
本发明所要解决的技术问题采用以下技术方案来实现:
[0006]
一种电镀法解决轨道车辆轮柄再制造的设备,包括电镀池,该电镀池中设置有转动的传送带,该传送带通过夹环带动轮柄在所述电镀池的电镀液中轮转用于传送移动,所述轮柄与所述电镀池底部铰接的负极片相接触实现电镀,所述轮柄被所述电镀池侧壁设置的拆卸导板挤压从所述夹环中脱离用于自动下料收集。
[0007]
所述电镀池的侧壁固定连接有步进电机,该步进电机通过转轴带动所述传送带进行转动,所述转轴设置有多根,分别位于所述传送带各个变向的拐角处。
[0008]
所述传送带设置有多个,间隔分布在所述转轴上,且所述转轴通过隔断环对所述传送带的两侧进行限位。
[0009]
所述传送带的外壁等距设置有多个开口向外的所述夹环,所述夹环的内径大于所述轮柄的直径,且所述夹环为塑料材质,开口大小可变。
[0010]
所述拆卸导板设置有两个,分别位于所述轮柄的两端,且所述拆卸导板的截面设置为镰刀状,且弯折角向内。
[0011]
所述电镀池还铰接有向上转动的弧形的引导板,所述引导板位于所述拆卸导板的下方。
[0012]
所述电镀池的侧方设置有控制柜,该控制柜的背面设置有正负两个接线柱,其中正极接线柱通过连接线与所述电镀池内侧的正极柱相连接,负极连接柱通过连接线与所述电镀池中间的三个所述负极片相连接。
[0013]
所述负极片内部设置有扭力弹簧用于自动复位,所述负极片设置为弧形,且内侧弧面设置为粗糙。
[0014]
本发明的有益效果是:
[0015]
本发明通过在电池处中设置轮转的传送带,并通过传送带外壁设置的具有开口的夹环对轮柄进行夹持,使得轮柄轮流进入到电镀池中,并与电镀池底面的三个负极片相接触,产生负电进行电镀,之后电镀完成的轮柄被电镀池侧面的拆卸引导挤压从夹环的开口处挤出并被引导板引出收集,流水线式的操作,优化了加工的步骤,使得加工的速度和效率提高。
附图说明
[0016]
下面结合附图和实施例对本发明进一步说明。
[0017]
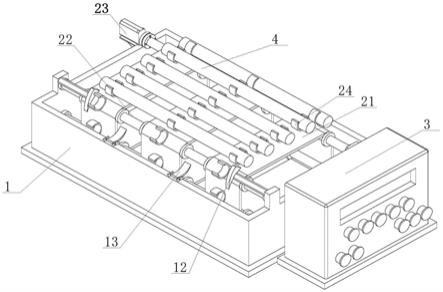
图1是本发明的立体示意图一;
[0018]
图2是本发明的立体示意图二;
[0019]
图3是本发明的电镀池内部示意图;
[0020]
图4是本发明的传送带部分立体示意图;
[0021]
图5是本发明的侧剖结构示意图。
[0022]
图中:1、电镀池;12、拆卸导板;13、引导板;21、传送带;22、转轴;221、隔断环;23、步进电机;24、夹环;3、控制柜;31、接线柱;32、连接线;33、正极柱;34、负极片;4、轮柄。
具体实施方式
[0023]
为了使本领域的技术人员更好的理解本发明的技术方案,下面将结合实施例中的附图,对本发明进行更清楚、更完整的阐述,当然所描述的实施例只是本发明的一部分而非全部,基于本实施例,本领域技术人员在不付出创造性劳动性的前提下所获得的其他的实施例,均在本发明的保护范围内。
[0024]
如图1至图5所示,一种电镀法解决轨道车辆轮柄再制造的设备,包括电镀池1,该电镀池1中设置有转动的传送带21,该传送带21通过夹环24带动轮柄4在电镀池1的电镀液中轮转用于传送移动,轮柄4与电镀池1底部铰接的负极片34相接触实现电镀,轮柄4被电镀池1侧壁设置的拆卸导板12挤压从夹环24中脱离用于自动下料收集。
[0025]
电镀池1的侧壁固定连接有步进电机23,该步进电机23通过转轴22带动传送带21进行转动,转轴22设置有多根,分别位于传送带21各个变向的拐角处。步进电机23的设置使得传送带21在转动时一顿一转,一方面留出时间供使用者将轮柄4插入到夹环24中,另一方面为下方与负极片34接触时间延长,保证轮柄4带电时间较长,保证电镀的时间。
[0026]
传送带21设置有多个,间隔分布在转轴22上,且转轴22通过隔断环221对传送带21的两侧进行限位。设置多组传送带21一方面避免设置一个较大的传送带21占用电镀池1中较大的空间,不利于内部电镀液的交换,传送带21分别位于轮柄4的两端以及中间,隔断环221的设置用于对传送带21进行位置的限定,避免传送带21在转轴22上位置的窜动。
[0027]
传送带21的外壁等距设置有多个开口向外的夹环24,夹环24的内径大于轮柄4的直径,且夹环24为塑料材质,开口大小可变。夹环24开口设置,一方面为了配合传送带21的转弯,缓解曲率不同的问题,另一方面可以让轮柄4从开口处脱离,开口的大小小于轮柄4直
径,避免轮柄4在转动到下方时,自动从开口处落入到下方的电镀池1中,夹环24的塑料材质保证极高延展性,使得开口的扩张以及开口扩张后自动恢复,且并不影响到后续的使用。
[0028]
拆卸导板12设置有两个,分别位于轮柄4的两端,且拆卸导板12的截面设置为镰刀状,且弯折角向内。镰刀状且弯折角向内,保证拆卸导板12的最下端位于夹环24的内侧,即夹环24轮柄4的内侧,从而在传送带21即将转动拐弯时,将夹环24内部的轮柄4从夹环24的开口处挤出,夹环24的开口在传送带21拐弯时本身就会被拉扯张开一定的距离,为内部轮柄4的脱离提供的一定的条件。
[0029]
电镀池1还铰接有向上转动的弧形的引导板13,引导板13位于拆卸导板12的下方。引导板13的设置用于对上方被拆卸导板12从夹环24中挤出的轮柄4进行承接,避免该轮柄4掉落到电镀池1中,引导板13的弧形设置一方面便于被挤出的轮柄4沿着自身自动滚动到电镀池1外被收集,另一方面配合铰接转动,避免对下方的轮柄4形成阻挡的同时,在下方轮柄4的推动下向上转动部分距离,正好可以将上表面承接的轮柄4倒出。
[0030]
电镀池1的侧方设置有控制柜3,该控制柜3的背面设置有正负两个接线柱31,其中正极接线柱31通过连接线32与电镀池1内侧的正极柱33相连接,负极连接柱通过连接线32与电镀池1中间的三个负极片34相连接。正极柱33插入到电镀液中,使得电镀池1中的电镀液全部带正电,与负极片34接触的轮柄4带负电,从而可对轮柄4的外表面进行电镀修复。
[0031]
负极片34内部设置有扭力弹簧用于自动复位,负极片34设置为弧形,且内侧弧面设置为粗糙。自动复位的扭力弹簧,推动负极片34每一次都以竖直的阻挡状态迎接下一个轮柄4,保证可以接触到不同规格的轮柄4,且在随着轮柄4进行转动时,通过内弧面的粗糙带动轮柄4转动,将刚刚电镀时与夹环24接触的部分重新暴露出来,便于下一次的电镀补充。
[0032]
工作流程:使用者从侧面将轮柄4插入到各个传送带21的对应夹环24上,随后启动步进电机23,步进电机23带动传送带21进行转动,从而将安装完成的轮柄4缓缓的向左侧转动到电镀池1的底部浸没在电镀液中,随着继续的转动,轮柄4接触到第一负极片34,使得轮柄4带负电,从而整个电镀液带正电,实现轮柄4的初步电镀,随着传送带21继续转动,轮柄4对第一负极片34进行压制,并与第一负极片34的内侧弧面相摩擦实现转动,从而轮柄4转动,将刚刚电镀时被夹环24遮挡的部分暴露出来,随后接触第二负极片34进行第二次电镀,再被第二负极片34带动转动,接触第三负极片34进行第三次电镀,最后再被转动,之后随着传送带21从电镀池1的右侧转出,轮柄4在转出的过程中,首先接触到引导板13并将之向上顶,随后越过引导板13被引导板13上方的拆卸导板12插入到轮柄4的内侧,随着传送带21的继续转动,拆卸导板12将轮柄4缓缓的从夹环24开口处向外挤压,最后将轮柄4从夹环24中挤出落入到下方引导板13上,并被下一个轮柄4顶起引导板13导入到电镀池1的外侧被收集,空着的夹环24恢复并随着传送带21移动到上表面被进行一个轮柄4的插入放置。
[0033]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1