蒸镀掩模和蒸镀掩模的制造方法与流程
1.本发明涉及蒸镀掩模。另外,本发明涉及蒸镀掩模的制造方法。本发明特别涉及具有薄膜状的掩模主体的蒸镀掩模和蒸镀掩模的制造方法。
背景技术:
2.有机el(electroluminescence:电致发光)显示装置是平板型显示装置之一。在有机el显示装置中,在各像素中设置有机el元件。有机el元件具有在由阳极电极和阴极电极构成的一对电极间夹着包含有机el材料的层(下面称为“有机el层”)的结构。有机el层由发光层、电子注入层或空穴注入层等功能层构成。有机el元件能够通过发光层的有机材料的选择而以各种波长的颜色进行发光。
3.在有机el材料为低分子化合物的情况下,在有机el层中,可使用真空蒸镀法形成薄膜。在真空蒸镀法中,蒸镀材料在高真空下被加热器加热而升华。通过使已升华的蒸镀材料沉积(蒸镀)在基板的表面而形成薄膜。另外,在真空蒸镀法中,通过使用具有大量的微细的开口图案的掩模(蒸镀掩模),能够形成与开口图案对应的高精细的薄膜图案。
4.蒸镀掩模可以根据制造方法进行分类,可以大致分为通过蚀刻进行图案化的精细金属掩模(fmm)和使用电铸技术的电精细成形掩模(efm)。例如,专利文献1公开了一种蒸镀掩模的制造方法,在通过电铸形成具有微细的开口图案的掩模主体之后,进一步使用电铸将掩模主体与掩模框架连接。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2017-210633号公报
技术实现要素:
8.发明要解决的技术问题
9.在以往的efm的制造方法中,在蒸镀掩模的与被蒸镀基板相对的面会产生毛刺(更具体而言,是从掩模主体的表面突出的突起)。在蒸镀掩模上存在毛刺的情况下,在蒸镀时,有时毛刺会与被蒸镀基板接触而损伤被蒸镀基板。其结果是,存在形成在被蒸镀基板上的元件被破坏的情况。另外,存在蒸镀掩模与被蒸镀基板之间产生间隙,在被蒸镀基板上形成的蒸镀图案模糊的情况。这些现象最终会成为显示装置的缺陷,因此,成为使显示装置的成品率降低的主要原因。因此,在以往的蒸镀掩模的制造方法中,需要利用刀具等切断蒸镀掩模的毛刺,从蒸镀掩模除去毛刺的工序。
10.从蒸镀掩模除去毛刺的工序通常通过手动操作来进行。即,操作者用显微镜确认蒸镀掩模的毛刺的位置,切断毛刺。因此,在从蒸镀掩模除去毛刺的工序中,存在下述问题:不仅操作时间因操作者的熟练度而不同,而且蒸镀掩模的品质因操作者的熟练度而不同。另外,还存在从蒸镀掩模被切断的毛刺作为异物附着在蒸镀掩模上的问题。
11.本发明是鉴于上述问题而做出的,其要解决的技术问题之一是提供不具有毛刺的
蒸镀掩模和不会形成毛刺的蒸镀掩模的制造方法。
12.用于解决技术问题的手段
13.本发明的一个实施方式的蒸镀掩模的制造方法中,在支承基板的第1面形成具有开口图案的掩模主体,在掩模主体上配置掩模框架,在支承基板的与第1面相反的一侧的第2面配置包含铁磁性体的临时固定件,利用临时固定件的磁力将掩模框架固定在掩模主体上,形成将掩模主体与掩模框架连接的连接部,将临时固定件和支承基板拆下。
14.本发明的一个实施方式的蒸镀掩模包括:具有开口图案的掩模主体;与掩模主体重叠的掩模框架;和将掩模主体与掩模框架连接的连接部,掩模与掩模框架直接接触。
附图说明
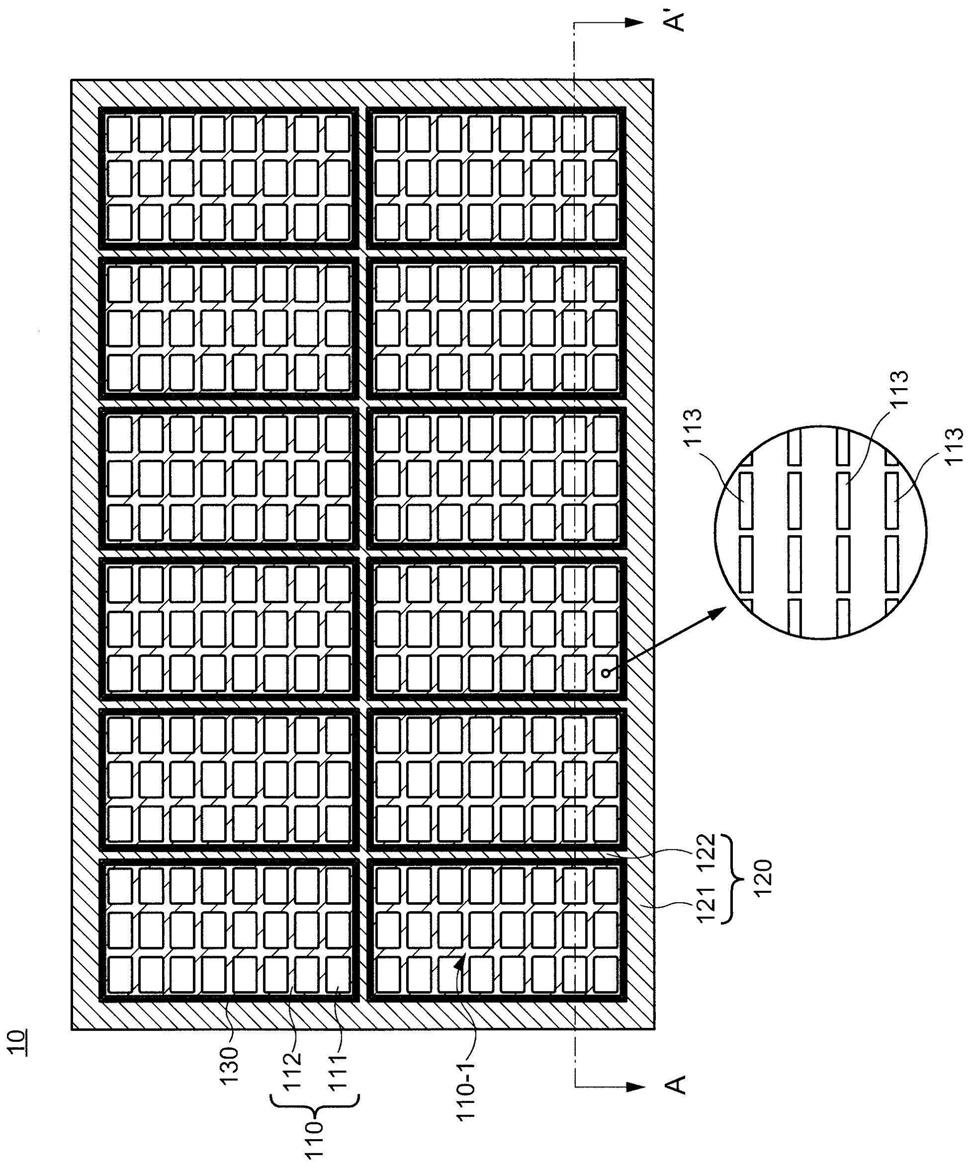
15.图1a是本发明的一个实施方式的蒸镀掩模的平面图。
16.图1b是本发明的一个实施方式的蒸镀掩模的平面图。
17.图1c是本发明的一个实施方式的蒸镀掩模的截面图。
18.图2a是本发明的一个实施方式的蒸镀掩模的平面图。
19.图2b是本发明的一个实施方式的蒸镀掩模的截面图。
20.图3a是表示本发明的一个实施方式的蒸镀掩模的制造方法的截面图。
21.图3b是表示本发明的一个实施方式的蒸镀掩模的制造方法的截面图。
22.图3c是表示本发明的一个实施方式的蒸镀掩模的制造方法的截面图。
23.图3d是表示本发明的一个实施方式的蒸镀掩模的制造方法的截面图。
24.图3e是表示本发明的一个实施方式的蒸镀掩模的制造方法的截面图。
25.图3f是表示本发明的一个实施方式的蒸镀掩模的制造方法的截面图。
26.图3g是表示本发明的一个实施方式的蒸镀掩模的制造方法的截面图。
27.图3h是表示本发明的一个实施方式的蒸镀掩模的制造方法的截面图。
28.图4a是在本发明的一个实施方式的蒸镀掩模的制造方法中使用的固定件的平面图。
29.图4b是在本发明的一个实施方式的蒸镀掩模的制造方法中使用的固定件的平面图。
30.图4c是在本发明的一个实施方式的蒸镀掩模的制造方法中使用的固定件的平面图。
31.图5a是表示以往的蒸镀掩模的制造方法的截面图。
32.图5b是表示以往的蒸镀掩模的制造方法的截面图。
33.图5c是表示以往的蒸镀掩模的制造方法的截面图。
34.图5d是表示以往的蒸镀掩模的制造方法的截面图。
35.图5e是表示以往的蒸镀掩模的制造方法的截面图。
36.附图标记说明
37.10、10a:蒸镀掩模,110、110a:掩模主体,110-1:第1面,110-2、110a-2:第2面,111:开口区域,112:非开口区域,113:开口,120:掩模框架,121:框部,122:隔档部,130:连接部,210:支承基板,210-1:第1面,210-2:第2面,220:金属层,230:光致抗蚀剂层,240:第1镀层,250:保护层,260、260a、260b、260c:临时固定件,261a、261b、261c:第1固定部,262a、262b、
262c:第2固定部,263a:开口,264c:连结部,270:第2镀层,30:蒸镀掩模,280:粘接层,290:第2镀层,310:掩模主体,310-2:第2面,311:开口区域,312:非开口区域,320:掩模框架,330:连接部,331:毛刺,340:间隙。
具体实施方式
38.下面,参照附图等对本发明的各实施方式进行说明。但是,本发明可以在不脱离其主旨的范围内以各种方式实施,不应限定于下面例示的实施方式的记载内容来解释。
39.为了使说明更明确,有时附图与实际的方式相比,示意性地表示各部分的宽度、厚度、形状等。但是,附图所示的例子只不过是一个例子,并不是对本发明的解释进行限定。在本说明书和各图中,对于与关于已经出现的图在前面说明过的构成要素相同的构成要素,有时标注相同的附图标记而适当省略详细说明。
40.在本发明中,在通过对某一个膜进行蚀刻或光照射而形成多个膜的情况下,这些多个膜有时具有不同的功能、作用。但是,这些多个膜源自在同一工序中作为同一层形成的膜,具有相同的层结构、相同的材料。因此,定义为这些多个膜存在于同一层。
41.在本说明书和权利要求书中,在表达在某个结构体上配置有另一个结构体的方式时,在仅记载为“在
……
上”的情况下,只要没有特别说明,就定义为包含下述两种情况:以与某个结构体接触的方式,在该结构体的正上方配置另一个结构体的情况;和在某个结构体的上方,隔着其它结构体配置另一个结构体的情况。
42.<第1实施方式>
43.参照图1a~图1c,对本发明的一个实施方式的蒸镀掩模10的结构进行说明。
44.图1a和图1b是本发明的一个实施方式的蒸镀掩模10的平面图。具体而言,图1a是从蒸镀掩模10的掩模主体110的第1面110-1观察的平面图,图1b是从蒸镀掩模10的掩模主体110的第1面110-1的相反侧的第2面110-2观察的平面图。另外,图1c是本发明的一个实施方式的蒸镀掩模10的截面图。具体而言,图1c是沿着图1a或图1b所示的a-a’线切断而得到的蒸镀掩模10的截面图。
45.蒸镀掩模10包括掩模主体110、掩模框架120和连接部130。如图1a和图1b所示,掩模框架120和连接部130设置在掩模主体110的第1面110-1。另外,在俯视时,掩模框架120及连接部130与掩模主体110重叠。如图1a所示,在从掩模主体110的第1面110-1俯视时,掩模框架120和连接部130在掩模主体110上露出。另一方面,如图1b所示,在从掩模主体110的第2面110-2俯视时,掩模框架120和连接部130没有从掩模主体110露出。换言之,也可以说在从掩模主体110的第2面110-2俯视时,掩模框架120和连接部130被掩模主体110覆盖。
46.掩模主体110包括开口区域111和非开口区域112。在开口区域111设置有贯穿掩模主体110的与蒸镀图案对应的开口113。另一方面,在非开口区域112没有设置开口113。开口区域111与非开口区域112的边界并不一定明确。但是,在大多情况下,开口113按照蒸镀图案设置,因此,相邻的2个开口113的间隔具有规定的间距。因此,能够以蒸镀图案的规定的间距为基准来区分开口区域111和非开口区域112。
47.掩模主体110的厚度例如为1μm以上10μm以下。另外,掩模主体110优选由在电铸(或电解镀覆)中使用的材料形成。掩模主体110例如可以由镍或镍合金等材料形成。
48.在使用蒸镀掩模10进行蒸镀的情况下,掩模主体110的第2面110-2与被蒸镀基板
接触。本实施方式的蒸镀掩模10中,掩模主体110的第2面110-2全部由掩模主体110构成,因此,不具有台阶或毛刺。因此,被蒸镀基板不会被毛刺损伤。
49.此外,在蒸镀中,有机材料能够仅通过掩模主体110的开口113而沉积,因此,在被蒸镀基板上形成与开口113对应的图案(蒸镀图案)。因此,开口113能够与显示装置的像素的排列对应地设置,例如,能够呈矩阵状配置。
50.掩模框架120包括:位于蒸镀掩模10的外周的框部121;和位于框部121的内侧的隔档部122。掩模框架120中,框部121的内侧开口,该开口被呈格子状配置的隔档部122划分。当掩模框架120的尺寸大时,存在因框部121的翘曲或扭曲而难以将掩模框架120的平行度保持为规定的基准的情况。在蒸镀掩模10中,通过隔档部122提高框部121的刚性,能够将掩模框架120的平行度保持为规定的基准。另外,在蒸镀掩模10的尺寸小、框部121的刚性足够高的情况下,也可以不设置隔档部122。
51.掩模框架120可以是一体化地形成框部121和隔档部122,也可以是分别制作框部121和隔档部122,将框部121和隔档部122例如通过焊接等接合而形成。
52.在图1a中,掩模框架120被隔档部122划分为12个开口,但是被划分出的开口的数量并不限于此。被划分出的开口的数量可以根据被蒸镀基板的大小、蒸镀图案适当确定。另外,隔档部122的配置并不限于格子状。在掩模框架120是具有短边和长边的长方形的情况下,与短边相比,在长边容易产生翘曲或扭曲。因此,优选以连接相对的长边的方式设置隔档部122。另外,隔档部122的配置也可以是与蒸镀图案相应的形状。
53.框部121的宽度和隔档部122的宽度可以根据蒸镀掩模10的大小适当确定。另外,为了尽可能增大蒸镀图案的区域,优选隔档部122的宽度小于框部121的宽度。
54.掩模框架120的厚度例如为10μm以上2000μm以下。另外,掩模框架120优选由热膨胀系数小的材料形成。掩模框架120例如可以由含有铁和镍的因瓦合金、或者含有铁、镍和钴的超因瓦合金等材料形成。
55.连接部130能够将掩模主体110与掩模框架120连接。如图1c所示,掩模主体110与掩模框架120直接接触,但是掩模主体110与掩模框架120没有粘接或接合。连接部130与掩模主体110及掩模框架120接合,从而掩模主体110和掩模框架120能够经由连接部130连接并固定。
56.连接部130只要设置在掩模框架120的框部121或隔档部122的侧面的至少一部分即可。但是,为了增大掩模主体110与掩模框架120的接合强度,连接部130优选设置在框部121或隔档部122的侧面的1/2以上,更优选设置在框部121或隔档部122的侧面的整个面。另外,连接部130优选由在电铸中使用的材料形成。连接部130例如可以由镍或镍合金等材料形成。
57.在蒸镀掩模10中,如上所述,掩模主体110与掩模框架120直接接触,但是掩模主体110与掩模框架120没有被直接固定。因此,即使掩模主体110和掩模框架120是热膨胀系数不同的材料,也能够使掩模主体110或掩模框架120的应力分散。此外,也可以是,掩模主体110与掩模框架120不直接接触,在掩模主体110与掩模框架120之间设置有间隙。在该情况下,也能够使掩模主体110或掩模框架120的应力分散。
58.上面,依照本实施方式的蒸镀掩模10,与被蒸镀基板接触的掩模主体110的第2面110-2全部由掩模主体110构成,因此,不具有台阶或毛刺。因此,被蒸镀基板不会被毛刺损
伤。因此,使用蒸镀掩模10制造的显示装置,由蒸镀工序引起的不良减少,成品率提高。
59.<变形例>
60.参照图2a和图2b,对作为本发明的一个实施方式的蒸镀掩模10的变形例的蒸镀掩模10a的结构进行说明。另外,在蒸镀掩模10a的结构的说明中,对于与蒸镀掩模10同样的构成要素,有时省略说明。
61.图2a是本发明的一个实施方式的蒸镀掩模10a的平面图。具体而言,图2a是从蒸镀掩模10a的掩模主体110a的第2面110a-2观察的平面图。另外,图2b是本发明的一个实施方式的蒸镀掩模10a的截面图。具体而言,图2b是沿着图2a所示的b-b’线切断而得到的蒸镀掩模的截面图。
62.在蒸镀掩模10a中,掩模主体110a的大小小于掩模框架120的大小。因此,在从掩模主体110a的第2面110a-2俯视时,掩模框架120从掩模主体110a露出。具体而言,掩模框架120的框部121露出。换言之,也可以说在从掩模主体110a的第2面110a-2俯视时,框部121的至少一部分没有被掩模主体110a覆盖。
63.在上述的蒸镀掩模10中,掩模主体110与掩模框架120没有被粘接或接合。在蒸镀掩模10的外周部,在掩模主体110与框部121之间露出有间隙,因此,存在掩模主体110因来自外部的力而变形、或者从掩模框架120剥离的情况。掩模主体110与框部121没有被粘接或接合的面积越大,产生该现象的可能性越高。而在蒸镀掩模10a中,在蒸镀掩模10a的外周部,以掩模主体110a与框部121没有被粘接或接合的面积变小的方式设置掩模主体110a。因此,不易产生掩模主体110a变形或者从掩模框架120剥离的现象。
64.上面,依照本实施方式的变形例的蒸镀掩模10a,在与被蒸镀基板接触的掩模主体110a的第2面110a-2不具有毛刺。因此,被蒸镀基板不会被毛刺损伤。另外,掩模主体110a以比掩模框架120小的方式设置,因此,在蒸镀掩模10a的外周部,掩模主体110a不易变形或者从掩模框架120剥离。因此,使用蒸镀掩模10a制造的显示装置,由蒸镀工序引起的不良减少,成品率提高。
65.<第2实施方式>
66.参照图3a~图3g,对本发明的一个实施方式的蒸镀掩模10的制造方法进行说明。
67.图3a~图3g是表示本发明的一个实施方式的蒸镀掩模10的制造方法的截面图。
68.图3a~图3c是对第1电铸工序进行说明的图。
69.首先,如图3a所示,在支承基板210的第1表面210-1上形成金属层220,并且在金属层220上形成具有规定的图案的光致抗蚀剂层230。
70.支承基板210能够在蒸镀掩模10的制造工序中支承各层。因此,支承基板210优选为刚性基板。蒸镀掩模10的制造工序包括对支承基板210进行加热的工序。当支承基板210因加热处理而膨胀或缩小时,不仅会产生形成在支承基板210上的光致抗蚀剂层230的位置偏移,而且还有因应力而剥离的情况。因此,为了使蒸镀掩模10的制造工序稳定,支承基板210进一步优选为热膨胀系数小的刚性基板。作为支承基板210的材料,例如为不锈钢(sus304或sus430等)、42合金、因瓦合金、超因瓦合金或不锈因瓦合金等。
71.金属层220能够作为第1电铸工序中的基底金属发挥作用。作为金属层220的材料,例如为镍或镍合金。金属层220可以通过溅射等形成。
72.金属层220最终被分离而除去。因此,为了使金属层220容易分离,可以在金属层
220上设置剥离层。在该情况下,通过将剥离层剥离,能够容易地分离金属层220。另外,剥离层自身可以具有导电性。
73.蒸镀掩模10也可以不是使用电铸而是使用无电解镀覆来制造。在该情况下,也可以使用绝缘层来代替金属层220。
74.光致抗蚀剂层230能够作为第1电铸工序中的掩模发挥作用。光致抗蚀剂层230可通过以具有规定的膜厚的方式在金属层220上配置1个或多个感光性干膜抗蚀剂,并进行热压接来形成。感光性干膜抗蚀剂可以为正型也可以为负型。下面,假设感光性干膜抗蚀剂为负型来进行说明。
75.光致抗蚀剂层230具有与蒸镀掩模10的掩模主体110的开口图案对应的图案。光致抗蚀剂层230的图案可以通过光刻法来形成。即,光致抗蚀剂层230的图案可以通过使光掩模与干膜抗蚀剂贴紧,照射紫外线以使干膜曝光,并将未曝光部分溶解除去来形成。
76.接着,如图3b所示,将光致抗蚀剂层230作为掩模,形成第1镀层240。第1镀层240可以通过电铸来形成。具体而言,将金属层220和光致抗蚀剂层230放入在规定的条件下建浴的电铸槽,从没有被光致抗蚀剂层230覆盖的金属层220的表面到不超过光致抗蚀剂层230的膜厚的程度的高度形成金属镀层。作为第1镀层240的材料,例如为镍或者镍和钴的合金等。
77.接着,如图3c所示,剥离光致抗蚀剂层230。光致抗蚀剂层230例如可以利用胺类的剥离液进行剥离。
78.可以在剥离光致抗蚀剂层230之前,对通过电铸形成的第1镀层240进行研磨。通过对第1镀层240进行研磨,能够使第1镀层240的表面平坦化。
79.另外,第1镀层240与蒸镀掩模10的掩模主体110对应。因此,下面,为了方便起见,将第1镀层240作为掩模主体110进行说明。
80.图3d和图3e是对掩模框架贴紧工序进行说明的图。
81.如图3d所示,在掩模主体110的开口区域111上形成保护层250。保护层250能够防止由后述的工序产生的颗粒进入开口区域111的开口113而堵塞开口113。另外,保护层250能够作为后述的第2电铸工序中的掩模发挥作用。
82.保护层250可以使用与光致抗蚀剂层230相同的材料。此外,保护层250可以通过与光致抗蚀剂层230相同的方法形成。
83.接着,如图3e所示,在掩模主体110上配置掩模框架120。掩模框架120以框部121和隔档部122不与掩模主体110的开口区域111重叠的方式配置。即,掩模框架120配置在掩模主体的非开口区域112上。另外,在支承基板210的第2面210-2配置临时固定件260。配置掩模框架120和临时固定件260的顺序没有特别限定。可以是在配置掩模框架120之后配置临时固定件260,也可以是在配置临时固定件260之后配置掩模框架120。
84.临时固定件260能够利用磁力使掩模框架120与掩模主体110贴紧。为此,临时固定件260包含铁磁性体。作为铁磁性体,例如可以使用含有钐和钴的钐钴磁铁、含有铁、镍和钴的铝镍钴磁铁、或者含有钕、铁和硼的钕磁铁等。另外,临时固定件260也可以使用铁氧体磁铁、电磁铁或者塑料磁铁等。
85.临时固定件260被配置在作为平坦面的支承基板210的第2面210-2上,因此,优选临时固定件260的形状为能够与支承基板210的第2面210-2贴紧的平板状。但是,临时固定
件260并不限于平板状。临时固定件260只要是与支承基板210的第2面210-2的形状相应的形状即可。
86.临时固定件260的大小没有特别限定。临时固定件260的大小可以考虑掩模主体110和掩模框架120的大小而适当确定。临时固定件260可以比掩模主体110或掩模框架120大,也可以比掩模主体110或掩模框架120小。但是,为了掩模主体110与掩模框架120的框部121能够贴紧,优选临时固定件260夹着掩模主体110至少与掩模框架120的框部121重叠。
87.在对临时固定件260的磁力进行调节的情况下,可以在支承基板210与临时固定件260之间配置用于对支承基板210与临时固定件260的距离进行调节的间隔件。间隔件可以为平板状、棒状或球状等各种形状。但是,间隔件优选配置成,在支承基板210的第2面210-2内,支承基板210与临时固定件260保持一定的距离。另外,间隔件可以为金属,也可以为绝缘体。此外,间隔件也可以是设置在临时固定件260上。
88.图3f是对第2电铸工序进行说明的图。
89.如图3f所示,形成将掩模主体110与掩模框架120连接的第2镀层270。第2镀层270可以通过对金属层220或掩模框架120通电的电铸来形成。第2镀层270可以通过与第1镀层240同样的方法来形成。
90.第2镀层270设置在掩模主体110的非开口区域112上,将掩模主体110与掩模框架120的侧面连接。即,第2镀层270与蒸镀掩模10的连接部130对应。因此,下面,为了方便起见,将第2镀层270作为连接部130进行说明。
91.图3g和图3h是对支承基板分离工序进行说明的图。
92.如图3g所示,剥离保护层250。保护层250可以通过与光致抗蚀剂层230相同的方法进行剥离。
93.接着,如图3h所示,从掩模主体110分离支承基板210、金属层220和临时固定件260。首先,从支承基板210分离临时固定件260。临时固定件260仅是通过磁力被固定在支承基板210上。因此,通过对临时固定件260施加物理的力,将其从支承基板210拉开,临时固定件260能够容易地从支承基板210分离。另外,在分离临时固定件260之后,从掩模主体110分离支承基板210和金属层220。支承基板210和金属层220可以同时分离,也可以在分离支承基板210之后分离金属层220。
94.通过上述的工序,能够制作掩模框架120及连接部130与掩模主体110重叠的蒸镀掩模10。
95.另外,蒸镀掩模10的制造方法中的工序的顺序并不限于上述顺序。例如,图3d所示的保护层250的形成也可以是在图3e所示的使掩模框架120与掩模主体贴紧之后进行。另外,图3g所示的保护层250的剥离也可以是在图3h所示的支承基板210的分离后进行。
96.在此,为了进行比较,参照图5a~图5e,对以往的蒸镀掩模30的制造方法进行说明。蒸镀掩模30包括掩模主体310、掩模框架320和连接部330。另外,在以往的蒸镀掩模30的制造方法的说明中,对于与蒸镀掩模10的制造方法相同的工序,有时省略说明。
97.图5a~图5e是表示以往的蒸镀掩模30的制造方法的截面图。
98.图5a和图5b是对掩模框架贴紧工序进行说明的图。
99.如图5a所示,在掩模主体310的开口区域311上形成保护层250。掩模主体310不仅在开口区域311设置有开口,在非开口区域312也设置有开口。开口区域311的开口被保护层
覆盖。而非开口区域312的开口没有被保护层250覆盖。掩模主体310可以使用支承基板210和金属层220,与掩模主体110同样地形成,因此在此省略说明。
100.接着,如图5b所示,在掩模主体310的非开口区域312上设置粘接层280,在粘接层280上粘接掩模框架320。粘接层280在后述的工序中被除去,因此可以不完全固化。作为粘接层280的材料,例如可以使用乙酸乙烯酯树脂、乙烯乙酸乙烯酯树脂、环氧树脂、氰基丙烯酸酯树脂、或者丙烯酸树脂等。另外,作为粘接层280的材料,也可以使用干膜抗蚀剂。在使用干膜抗蚀剂作为粘接层280的材料的情况下,可以预先较弱地对干膜抗蚀剂进行曝光。通过预先对干膜抗蚀剂进行曝光,能够在后述的工序中容易地除去干膜抗蚀剂。
101.图5c是对第2电铸工序进行说明的图。
102.如图5c所示,形成将掩模主体310与掩模框架320连接的第2镀层290。第2镀层290可以与蒸镀掩模10的第2镀层270同样地形成。第2镀层290以填埋非开口区域312的开口的方式设置,因此,第2镀层290与金属层220接触。另外,第2镀层290将掩模主体310的非开口区域312的上表面和侧面与掩模框架320连接。即,第2镀层290与蒸镀掩模30的连接部330对应。因此,下面,为了方便起见,将第2镀层290作为连接部330进行说明。
103.图5d和图5e是对支承基板分离工序进行说明的图。
104.如图5d所示,剥离保护层250。
105.接着,如图5e所示,将支承基板210和金属层220分离。在金属层220的分离中,在与掩模框架320重叠的金属层220的区域中,不仅金属层220被剥离,掩模主体310的一部分和粘接层280也被剥离。其结果是,在掩模框架320的下方形成间隙340,但是如果与掩模主体310熔接的连接部330被破坏(例如剪切破坏等),则会产生毛刺331。另外,也存在金属层220与掩模主体310的间隙中形成有连接部330的情况,在该情况下同样也会产生毛刺331。毛刺331在剥离金属层220的同时形成,因此,毛刺331向掩模主体310的第2面310-2突出地形成。
106.如果产生毛刺331,则无法使蒸镀掩模30与被蒸镀基板贴紧。在该情况下,会在蒸镀掩模30与被蒸镀基板之间产生间隙,因此,被蒸镀基板的蒸镀图案的宽度大于蒸镀掩模30的开口图案的宽度。其结果是,会产生显示装置的像素间的混色、发光模糊等问题。
107.而在本实施方式的蒸镀掩模10的制造方法中,在剥离金属层220时,不剥离掩模主体110。因此,在蒸镀掩模10中,不会形成在以往的蒸镀掩模30中形成的毛刺331。
108.上面,依照本实施方式的蒸镀掩模10的制造方法,在与被蒸镀基板接触的掩模主体110的第2面110-2上不会形成毛刺。因此,被蒸镀基板不会被毛刺损伤。因此,使用蒸镀掩模10制造的显示装置,由蒸镀工序引起的不良减少,成品率提高。
109.<变形例>
110.临时固定件260并不限于与掩模主体110或掩模框架120大致相同大小的平板状。下面,参照图4a~图4c,对临时固定件260的形状的几个例子进行说明。
111.图4a是在本发明的一个实施方式的蒸镀掩模10的制造方法中使用的临时固定件260a的平面图。
112.临时固定件260a具有与掩模框架120的形状对应的形状,包括第1固定部261a和第2固定部262a。即,临时固定件260a包括:用于对掩模框架120的框部121进行固定(使框部121与掩模主体110贴紧)的第1固定部261a;和用于对掩模框架120的隔档部122进行固定(使隔档部122与掩模主体贴紧)的第2固定部262a。此外,临时固定件260a包括由呈格子状
配置的第2固定部262a划分出的开口263a。
113.临时固定件260a的第1固定部261a和第2固定部262a各自的宽度,可以与掩模框架120的框部121和隔档部122的宽度相同,也可以比其小,或者也可以比其大。另外,临时固定件260a的第2固定部262a的数量,可以与掩模框架120的隔档部122的数量相同,也可以比其少,或者也可以比其多。
114.另外,可以在支承基板210的第2面设置与临时固定件260a的形状对应的槽,供临时固定件260a嵌合。在该情况下,临时固定件260a的位置相对于支承基板210被固定,因此,掩模框架120的对位稳定。
115.依照本变形例的临时固定件260a,能够与掩模框架120的形状相匹配地产生磁力,因此,能够使掩模框架120与掩模主体110稳定地贴紧。
116.图4b是在本发明的一个实施方式的蒸镀掩模10的制造方法中使用的临时固定件260b的平面图。
117.临时固定件260b包括被分割为多个的第1固定部261b和第2固定部262b。第1固定部261b的形状可以与第2固定部262b的形状不同。
118.第2固定部262b的形状并不限于矩形。第2固定部262b的形状可以为圆形、椭圆形或多边形等。另外,第2固定部262b也可以不是全部为相同的形状,而是包含不同的形状。
119.另外,临时固定件260b的第1固定部261b和第2固定部262b以及第2固定部262b彼此可以为相同的材料,也可以为不同的材料。通过使第1固定部261b或第2固定部262b为不同的材料,能够对磁力进行调节。
120.第2固定部262b优选与掩模框架120的隔档部122重叠地配置,但是第2固定部262b的配置并不限于此。第2固定部262b没有与第1固定部261b一体化,因此,能够根据掩模框架120与掩模主体110的贴紧状态,自由地配置。
121.依照本变形例的临时固定件260b,能够使用临时固定件260b的第1固定部261b使掩模框架120的框部121与掩模主体110贴紧。在此基础上,能够使用临时固定件260b的第2固定部262b来调节掩模框架120的隔档部122与掩模主体110的贴紧状态的偏差。
122.图4c是在本发明的一个实施方式的蒸镀掩模10的制造方法中使用的临时固定件260c的平面图。
123.临时固定件260c包括被分割为多个的第1固定部261c和第2固定部262c。第1固定部261c的形状可以与第2固定部262c的形状不同。另外,第1固定部261c和第2固定部262c以及第2固定部262c彼此通过连结部264c连结。
124.连结部264c只要能够连结第1固定部261c或者第2固定部262c即可,可以与第1固定部261c和第2固定部262c的材料不同。连结部264c的材料可以使用金属或树脂等。另外,连结部264c也可以使用弹簧那样的弹性体。在连结部264c为弹性体的情况下,能够对第2固定部262c的配置进行调节。
125.依照本变形例的临时固定件260c,第1固定部261c和第2固定部262c通过连结部264c连结,因此,能够使掩模框架120与掩模主体110稳定地贴紧。在此基础上,通过对第2固定部262c的配置进行调节,能够对掩模框架120的隔档部122与掩模主体110的贴紧状态的偏差进行微调。
126.作为本发明的实施方式在前面进行了说明的各实施方式,只要不相互矛盾,就可
以适当组合来实施。另外,本领域技术人员以各实施方式为基础,适当地进行构成要素的增加、删除或设计变更,或者进行工序的增加、省略或条件变更而得到的实施方式,只要包含本发明的主旨,就也包含在本发明的范围内。
127.即使是与由上述各实施方式的技术方案带来的作用效果不同的其它作用效果,只要是根据本说明书的记载可知的作用效果、或者本领域技术人员根据本说明书的记载能够容易地预料的作用效果,当然可理解为是由本发明带来的作用效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1