电解槽阴极铝软带浇注法的制作方法
1.本发明涉及电解槽带电检修技术领域,具体为一种电解槽阴极铝软带浇注法。
背景技术:
2.随着科技技术的不断进步发展,有色金属电解铝行业也在不断地变革,淘汰小型电解槽逐步往大型电解槽方面建设,提高产能、降低能耗、注重环保,如420ka、500ka、600ka等电解槽。
3.大型电解槽随之增加,在电解槽正常工作状态下,铝母线通入直流电流越大,电解槽的各个导电体(如立柱、阴极、阴极母线等)周围产生的磁场越大。在电解车间系列生产无法停电时,强磁场且带电状态的焊接,许多焊缝质量达不到要求,甚至焊不上。因此,亟待研发一种针对阴极软带施工方法,以此来解决目前所存在的问题。
技术实现要素:
4.本发明的目的是针对现有技术缺陷,而提供一种电解槽阴极铝软带浇注法。该方法能够保证导电质量、压降更优于焊接,比焊接更节约时间,施工进度更快。
5.为了实现上述本发明的目的,采取如下技术方案:
6.一种电解槽阴极铝软带浇注法,所述浇注法包括;
7.(1)将耐火模具安装在进电端铝软带束与阴极钢棒端铝软带束对接的接口处,并使进电端铝软带束与阴极钢棒端铝软带束之间的间隔20~25mm的间隙;
8.(2)用浇注锅从运行的电解槽中装入高温铝液,再用浇注勺从浇注锅勺取高温铝液,并将高温铝液浇注至位于耐火模具内的所述接口处,高温铝液向接口处两端的铝软带束蔓延覆盖;
9.(3)将铝软带分为底层铝软带束、中间层铝软带束与顶层铝软带束,然后逐层往上依次浇注,浇注时,同层上的进电端铝软带束与阴极钢棒端铝软带束之间是相互对应的;而待浇注的铝软带束则是将其弯于一旁;
10.(4)浇注至顶层铝软带束时,高温铝液将顶层铝软带束的顶板全部浇注,并包围整个接头处;
11.(5)待浇注冷却成型后,拆去耐火模具,检查接口处是否存在未浇注到的部分,至此完成电解槽铝软带浇注焊接。
12.进一步地,所述底层铝软带束分为底层进电端铝软带束与底层阴极钢棒端铝软带束;所述中间层铝软带束分为中间层进电端铝软带束与中间层阴极钢棒端铝软带束;所述顶层铝软带束分为顶层进电端铝软带束与顶层阴极钢棒端铝软带束。
13.进一步地,所述铝软带束是将多块薄铝软带压点焊在一起。
14.进一步地,所述耐火模具包括两块耐火砖模具,所述两块耐火砖模具活动拼接,且在拼接处处形成有浇注槽,所述浇注槽的一端套于进电端铝软带束,其另一端套于阴极钢棒端铝软带束。
15.进一步地,所述两块耐火砖模具在拼接处的侧面上开设有铝水槽。
16.进一步地,所述铝水槽的深度为10~15mm。
17.进一步地,所述铝水槽呈l型结构。
18.进一步地,所述耐火砖模具的一侧上开设有缺口。
19.进一步地,将两块耐火砖模具以开设有缺口的一侧对应活动拼接,两个相对应的缺口拼接形成浇注槽。
20.进一步地,所述缺口呈l型结构。
21.本发明相对于现有技术所具有的进步:
22.1.本发明具有能在带电状态下将进电端铝软带束与阴极钢棒端铝软带束进行浇注焊接,能克服了铝软带带电及强磁场下无法焊接与焊接质量不佳的问题;进电端铝软带束与阴极钢棒端铝软带束的接口处采用耐火模具进行支撑浇注,耐火模具实现对接口处进行包裹,能使得浇注的高温铝水将接口处的进电端铝软带束与阴极钢棒端铝软带束进行包裹封装;耐火模具能导引浇注的高温铝水从一侧流经底部至另一侧,从而实现高温铝水将接口处整体包裹,取得良好的浇注焊接质量。
23.2.本发明的耐火模具采用耐火砖模具拼接而成,且在拼接处处形成有浇注槽,所述浇注槽的一端套于进电端铝软带束,其另一端套于阴极钢棒端铝软带束,可见,浇注槽能为进电端铝软带束与阴极钢棒端铝软带束之间浇注焊接提供空间的同时,能将高温铝水限制于进电端铝软带束与阴极钢棒端铝软带束之间的接口处,使得冷却后的高温铝水将进电端铝软带束与阴极钢棒端铝软带束进行有效焊接。
附图说明
24.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
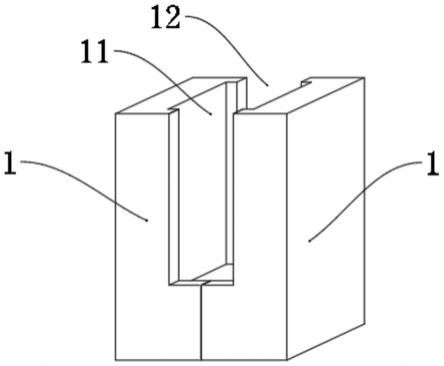
25.图1为本发明一种电解槽阴极铝软带浇注法中所用的模具装置的结构示意图;
26.图2为本发明中耐火砖模具的结构示意图;
27.图3为本发明中底层铝软带浇注的主视结构示意图;
28.图4为图3的左视结构示意图;
29.图5为图3的俯视结构示意图;
30.图6为本发明中中间层铝软带的主视结构示意图;
31.图7为图6的左视结构示意图;
32.图8为图6的俯视结构示意图;
33.图9为本发明中顶层铝软带的主视结构示意图;
34.图10为图9的左视结构示意图;
35.图11为图9的俯视结构示意图;
36.图中各部件名称及序号:1-耐火砖模具,11-铝水槽,12-浇注槽,13-缺口,2-浇注的进电端铝软带束,3-浇注铝水,4-浇注的阴极钢棒端铝软带束,5-待浇注的进电端铝软带束,6-待浇注的阴极钢棒端铝软带束。
具体实施方式
37.为了使本技术领域的人员更好的理解本技术中的技术方案,下面将结合附图和实施例来对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术的一部分实施例,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
38.实施例1:
39.如图1至11所示,一种电解槽阴极铝软带浇注法,所述浇注法包括;
40.(1)将耐火模具安装在进电端铝软带束与阴极钢棒端铝软带束对接的接口处,并使进电端铝软带束与阴极钢棒端铝软带束之间的间隔20~25mm;
41.(2)用浇注锅从运行的电解槽中装入高温铝液,再用浇注勺从浇注锅勺取高温铝液,并将高温铝液浇注至位于耐火模具内的所述接口处,高温铝液向接口处两端的铝软带束蔓延覆盖;
42.(3)将铝软带分为底层铝软带束、中间层铝软带束与顶层铝软带束,然后逐层往上依次浇注,浇注时,同层上的进电端铝软带束与阴极钢棒端铝软带束之间是相互对应的;而待浇注的铝软带束则是将其弯于一旁;
43.(4)浇注至顶层铝软带束时,高温铝液将顶层铝软带束的顶板全部浇注,并包围整个接头处;
44.(5)待浇注冷却成型后,拆去耐火模具,检查接口处是否存在未浇注到的部分,至此完成电解槽铝软带浇注焊接。
45.进电端铝软带束与阴极钢棒端铝软带束之间的间隔可为20、21、22、23、24或25mm等。既能利于向接口处浇注高温铝水,又能避免接口处的铝水厚度过大,降低浇注焊接处对电压输送的影响。
46.本发明将进电端铝软带束与阴极钢棒端铝软带束进行各自分层,且各层上的进电端铝软带束与阴极钢棒端铝软带束相互对应,且每层上的进电端铝软带束与阴极钢棒端铝软带束之间等高等厚度;从而能较好提高浇注焊接的质量,进而降低焊接连接处对输送电压的影响。
47.本发明经分层后,再以底层至顶层依次进行浇注焊接,能使得每层上的进电端铝软带束与阴极钢棒端铝软带束之间浇注焊接良好,能防止浇注时高温铝水内残存气泡。
48.实施例2:
49.与实施例1相比,区别之处在于:为了能更好的浇注进电端铝软带束与阴极钢棒端铝软带束,将进电端铝软带束与阴极钢棒端铝软带束各自分层,即为:
50.所述底层铝软带束分为底层进电端铝软带束与底层阴极钢棒端铝软带束;所述中间层铝软带束分为中间层进电端铝软带束与中间层阴极钢棒端铝软带束;所述顶层铝软带束分为顶层进电端铝软带束与顶层阴极钢棒端铝软带束。
51.实施例3:
52.与实施例1或2相比,区别之处在于:给出了铝软带束的结构形式。
53.所述铝软带束是将多块薄铝软带压点焊在一起。通常一铝软带束采用薄铝软带的数量为4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19或20块等。
54.将多块薄铝软带进行点焊成束,既能利于将铝软带束进行分层,又能较好地将各
薄铝软带进行固定,降低高温对薄铝软带造成的变形。
55.实施例4:
56.与实施例1-3任一相比,区别之处在于:给出了耐火砖模具的结构形式。
57.所述耐火模具包括两块耐火砖模具1,所述两块耐火砖模具1活动拼接,且在拼接处处形成有浇注槽12,所述浇注槽12的一端套于进电端铝软带束,其另一端套于阴极钢棒端铝软带束。
58.实施例5:
59.与实施例4相比,区别之处在于:为了使得高温铝水在耐火模具内从铝软带束的侧面往下流动,增加有铝水槽。
60.所述两块耐火砖模具1在拼接处的侧面上开设有铝水槽11。浇注的高温铝水从接口处向四周蔓延覆盖,而铝水槽能增加耐火模具与铝软带束之间的间距,从而能利于高温铝水经铝软带束的侧面向下流动的同时,限制高温铝水于铝软带束的侧面处,从而实现封装接口处的侧面以及底部,进而完成带电状态下的进电端铝软带束与阴极钢棒端铝软带束之间焊接。
61.实施例6:
62.与实施例4相比,区别之处在于:给出了铝水槽的深度结构。
63.所述铝水槽11的深度为10~15mm。深度通常可为10、11、12、13、14或15mm等。
64.实施例7:
65.与实施例4相比,区别之处在于:给出了铝水槽的结构形式。
66.所述铝水槽11呈l型结构。两块耐火砖模具以开设有铝水槽的一侧进行相应拼接,两块耐火砖模具拼接后,连个铝水槽实现对铝软带束的侧面及底部进行包裹,从而能使得浇注的高温铝水从接口处侧面流至底部,而在铝水槽的作用下,能使得铝软带束的侧面及底部累积一定厚度的高温铝水,进而能利于铝软带束的侧面及底部的封装。
67.高温铝水在浇注时,可先从一侧上的铝水槽注入高温铝水,高温铝水从一侧上的铝水槽流动至另一耐火砖模具上的铝水槽,从而便于将槽内的空气向外推出,能使得高温铝水冷却后更好封装铝软带束的侧面及底部。
68.实施例8:
69.与实施例4相比,区别之处在于:为了便于两块耐火砖模具拼接后形成浇注槽,增设有缺口。
70.所述耐火砖模具的一侧上开设有缺口13。能使得两块耐火砖模具拼接后形成浇注槽。
71.实施例9:
72.与实施例8相比,区别之处在于:给出了耐火砖模具拼接的结构形式。
73.将两块耐火砖模具以开设有缺口13的一侧对应活动拼接,两个相对应的缺口13拼接形成浇注槽12。
74.实施例10:
75.与实施例8或9相比,区别之处在于:给出了缺口的一种结构形式。
76.所述缺口13呈l型结构。能利于两块耐火砖模具拼接后形成浇注槽。缺口的底面插入进电端铝软带束与阴极钢棒端铝软带束对接的接口处的底部,而缺口的侧面支顶于进电
端铝软带束与阴极钢棒端铝软带束,从而能有效阻止进电端铝软带束、阴极钢棒端铝软带束的横向移动和向下摆动。
77.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1