一种3D纹理电铸翻印注塑件模具的制作方法
本技术涉及电铸领域,具体来说,涉及一种3d纹理电铸翻印注塑件模具。
背景技术:
1、电铸可制造有较大深宽比的微结构,这种方法可制作微器件的高度可达1000um,可以加工横向尺寸为0.5um,和高深宽比大于200的立体微结构;取材广泛,可以是金属、陶瓷、聚合物、玻璃等;可以制作复杂图形结构,精度高,加工精度可达0.1um。
2、一般在脱模时会使用到脱模剂,或者通过热胀冷缩的效应进行脱模;在电铸脱模难度较大的时候,使用机械强制脱模就容易导致工件挂边,会使得工件脱模完毕之后产生变形,同时若用力过猛,则会导致工件直接弹出,严重时甚至因原模过硬导致工件被磨损,从而影响工件电铸之后的质量。
3、针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、针对相关技术中的问题,本实用新型提出一种3d纹理电铸翻印注塑件模具。以克服现有相关技术所存在的上述技术问题。
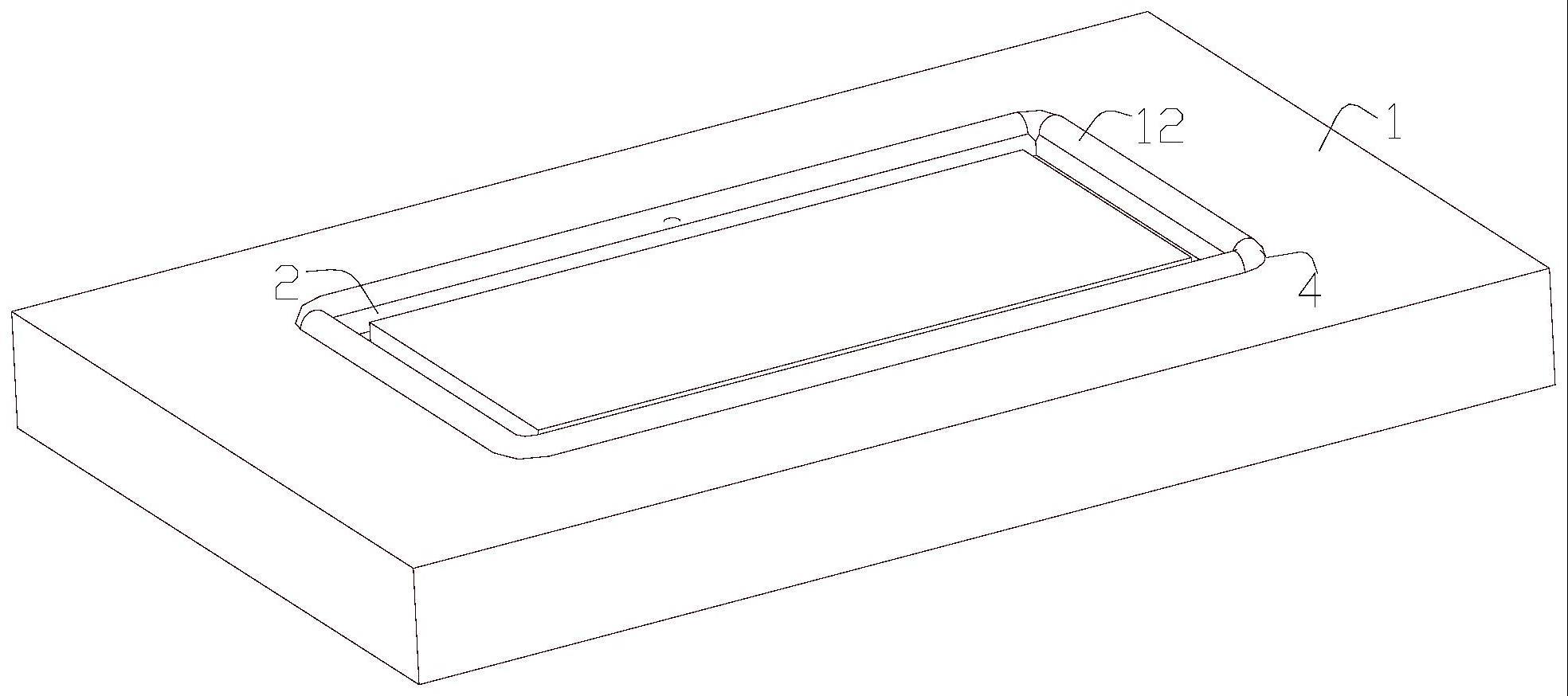
2、本实用新型的技术方案是这样实现的:一种3d纹理电铸翻印注塑件模具,包括原模板,所述原模板的一侧开设有模槽,所述原模板内位于所述模槽的底部安装有脱模组件用于电铸完毕后将注塑完毕的工件取下,所述原模板位于所述模槽的外侧安装有定位组件。
3、进一步的,所述脱模组件包括推板,所述推板与所述模槽的大小形状相同,其中所述推板活塞连接在所述模槽的底部,所述原模板内位于所述推板的底部安装有推模组件。
4、进一步的,所述推模组件包括充气管,所述充气管安装在所述模槽四个边的底部,所述充气管之间连接有十字管,所述十字管中部安装有输气管,所述输气管的曲面侧连接有注气口管。
5、进一步的,所述定位组件包括注气管,所述注气管安装在所述原模板内位于所述模槽的外侧,所述原模板上位于所述模槽的外侧安装有定位气囊,所述定位气囊的四个边分别与所述注气管连接。
6、进一步的,所述注气管延伸至所述原模板的外侧,所述注气管之间安装有充气架管,所述充气架管中部安装有导气管。
7、本实用新型提供了一种3d纹理电铸翻印注塑件模具,有益效果如下:
8、1、本实用新型在对工件进行脱模时,通过对充气管内进行注气,使得模槽内的推板推动工件向外呈竖直向外的移动,从而防止工件在通过机械脱模时,出现磨损以及变形的情况,同时不需要从外界直接将工件取出,从内而外的将工件竖直退出,大大增加了脱模的效率,降低了工件变形损坏的几率,同时通过气囊在进行脱模时防止工件因推板的速度过快导致工件的弹出,从而达到了保护工件的效果。
9、2、在电铸注塑完毕之后,优先通过使用气泵与导气管连接,同时向内输气,此时将会通过充气架管将气体输入到筑起管内,进而输送到定位气囊内,是的定位气囊进行膨胀,防止在脱模时导致工件弹出,使得工件受到碰撞而受损。
10、3、在气囊准备完毕之后,再连接一个气泵向注气口管内进行注气,通过十字管将气体输送到充气管内,使得模槽内的推板做活塞运动将工件向外推送,此时工件在持续向外推送时将会逐渐触碰到气囊,通过气囊进行定位,防止工件弹出,此时使得工件处于模槽的外侧,从而将工件直接推送出来,防止工件刮边以及粘在模槽边壁上。
技术特征:
1.一种3d纹理电铸翻印注塑件模具,包括原模板(1),其特征在于,所述原模板(1)的一侧开设有模槽(2),所述原模板(1)内位于所述模槽(2)的底部安装有脱模组件(3)用于电铸完毕后将注塑完毕的工件取下,所述原模板(1)位于所述模槽(2)的外侧安装有定位组件(4)。
2.根据权利要求1所述的一种3d纹理电铸翻印注塑件模具,其特征在于,所述脱模组件(3)包括推板(5),所述推板(5)与所述模槽(2)的大小形状相同,其中所述推板(5)活塞连接在所述模槽(2)的底部,所述原模板(1)内位于所述推板(5)的底部安装有推模组件(6)。
3.根据权利要求2所述的一种3d纹理电铸翻印注塑件模具,其特征在于,所述推模组件(6)包括充气管(7),所述充气管(7)安装在所述模槽(2)四个边的底部,所述充气管(7)之间连接有十字管(8),所述十字管(8)中部安装有输气管(9),所述输气管(9)的曲面侧连接有注气口管(10)。
4.根据权利要求3所述的一种3d纹理电铸翻印注塑件模具,其特征在于,所述定位组件(4)包括注气管(11),所述注气管(11)安装在所述原模板(1)内位于所述模槽(2)的外侧,所述原模板(1)上位于所述模槽(2)的外侧安装有定位气囊(12),所述定位气囊(12)的四个边分别与所述注气管(11)连接。
5.根据权利要求4所述的一种3d纹理电铸翻印注塑件模具,其特征在于,所述注气管(11)延伸至所述原模板(1)的外侧,所述注气管(11)之间安装有充气架管(13),所述充气架管(13)中部安装有导气管(14)。
技术总结
本技术公开了一种3D纹理电铸翻印注塑件模具,包括原模板,所述原模板的一侧开设有模槽,所述原模板内位于所述模槽的底部安装有脱模组件用于电铸完毕后将注塑完毕的工件取下,所述原模板位于所述模槽的外侧安装有定位组件,有益效果:本技术在对工件进行脱模时,通过对充气管内进行注气,使得模槽内的推板推动工件向外呈竖直向外的移动,从而防止工件在通过机械脱模时,出现磨损以及变形的情况,同时不需要从外界直接将工件取出,从内而外的将工件竖直退出,大大增加了脱模的效率,降低了工件变形损坏的几率,同时通过气囊在进行脱模时防止工件因推板的速度过快导致工件的弹出,从而达到了保护工件的效果。
技术研发人员:林智清,黄炳泽,黄培红
受保护的技术使用者:泉州市华冠塑胶制品有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!