一种液压阀块的制作方法
本技术属于阀体设备,涉及一种液压阀块。
背景技术:
1、目前市面上的常规阀块由铸铁浇铸而成。阀块内部流道由制芯模具预先制造好砂芯,然后在翻砂模中安装制成的砂芯后进行浇铸成型。待浇铸成型后利用震动、水冲、气吹等工艺将砂芯去除,再进行机械加工完成整体流道的贯通。
2、缺点:1、因为阀块内部流道复杂,砂芯去除可能不完全,造成清洁度超标。
3、2、砂芯制成的流道表面粗糙,使液体受到的流动阻力大,压降明显。
4、3、考虑到砂芯的结构强度及流阻,所以流道设计不能太小,导致阀块体积偏大,重量高。
5、4、内孔加工后检测也比较困难。
6、5、铸铁件耐磨性一般,且脆性大,易崩落,对产品寿命有影响。
技术实现思路
1、本实用新型针对上述问题,提供一种液压阀块,该阀块采用分体式结构,加工制造方便快捷,生产成本较低。
2、按照本实用新型的技术方案:一种液压阀块,其特征在于:包括一个压铸成型的阀壳,阀壳具有轴向贯通的安装孔,安装孔内镶嵌阀套,安装孔的轴向两端内孔分别设有内螺纹。
3、作为本实用新型的进一步改进,所述安装孔包括沿轴向依次设置的第一安装孔、第二安装孔、第三安装孔,所述第一安装孔与第三安装孔两者内径相同,第一安装孔与第三安装孔两者内孔均设有内螺纹,阀套置于第二安装孔内,阀套的轴向两端分别通过第一安装孔的内端面与第三安装孔的内端面定位。
4、作为本实用新型的进一步改进,所述阀套上构造流道。
5、作为本实用新型的进一步改进,所述阀壳的顶面下凹设置内凹腔,以用于产品信息打标。
6、作为本实用新型的进一步改进,所述阀壳为铝合金壳体。
7、本实用新型的技术效果在于:本实用新型产品采用阀壳与阀套分体设计,化繁为简。将复杂的流道设计在阀套上,剩下的结构做成一个简单的壳体,分别加工后利用热胀冷缩原理将两者镶嵌在一起组成一个整体,同时各流道就此隔离开形成一个完整的阀块。
技术特征:
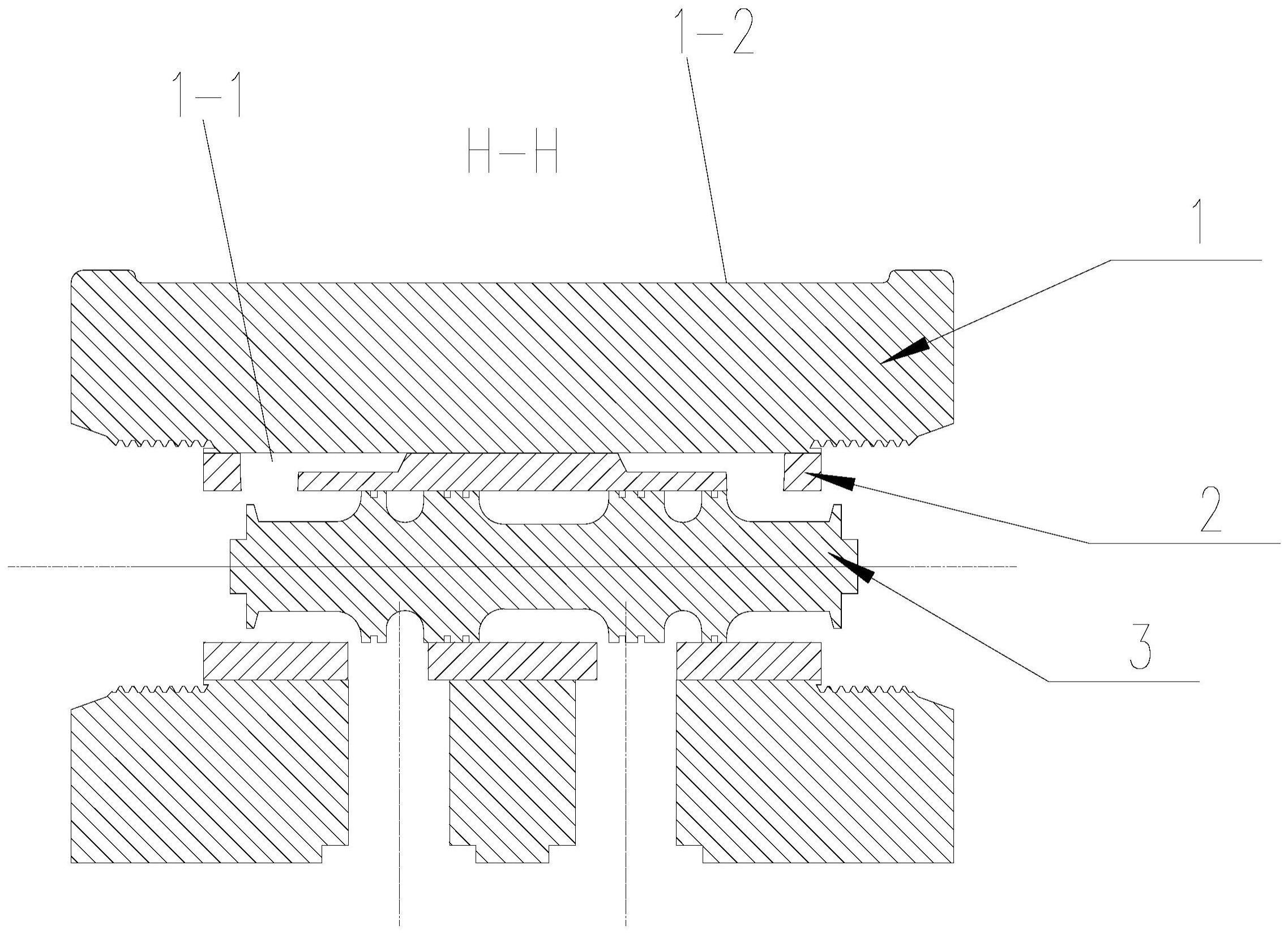
1.一种液压阀块,其特征在于:包括一个压铸成型的阀壳(1),阀壳(1)具有轴向贯通的安装孔(1-1),安装孔(1-1)内镶嵌阀套(2),安装孔(1-1)的轴向两端内孔分别设有内螺纹。
2.如权利要求1所述的液压阀块,其特征在于:所述安装孔(1-1)包括沿轴向依次设置的第一安装孔、第二安装孔、第三安装孔,所述第一安装孔与第三安装孔两者内径相同,第一安装孔与第三安装孔两者内孔均设有内螺纹,阀套(2)置于第二安装孔内,阀套(2)的轴向两端分别通过第一安装孔的内端面与第三安装孔的内端面定位。
3.如权利要求1所述的液压阀块,其特征在于:所述阀套(2)上构造流道。
4.如权利要求1所述的液压阀块,其特征在于:所述阀壳(1)的顶面下凹设置内凹腔(1-2),以用于产品信息打标。
5.如权利要求1所述的液压阀块,其特征在于:所述阀壳(1)为铝合金壳体。
技术总结
本技术属于阀体设备技术领域,涉及一种液压阀块,包括一个压铸成型的阀壳,阀壳具有轴向贯通的安装孔,安装孔内镶嵌阀套,安装孔的轴向两端内孔分别设有内螺纹,所述安装孔包括沿轴向依次设置的第一安装孔、第二安装孔、第三安装孔,所述第一安装孔与第三安装孔两者内径相同,第一安装孔与第三安装孔两者内孔均设有内螺纹,阀套置于第二安装孔内,阀套的轴向两端分别通过第一安装孔的内端面与第三安装孔的内端面定位。该阀块采用分体式结构,加工制造方便快捷,生产成本较低。
技术研发人员:陶晓立,吴东
受保护的技术使用者:无锡建东电磁科技有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!