参数的设定方法及控制装置与流程
[0001]
本发明涉及一种采用控制装置调整除振装置的除振特性的参数的设定方法、以及具有在载置于除振装置的轴上由伺服电机驱动的可动部的装置的控制装置。
背景技术:
[0002]
以往,公开了变更除振装置的参数的值来调整除振特性的技术(例如,日本特开2014-043946号公报)。
技术实现要素:
[0003]
但是,以往,由于以抑制在除振装置中检测出的振动的方式设定参数,所以有时不能充分抑制载置于除振装置的装置的振动。
[0004]
本发明是为了解决上述问题而完成的,其目的在于提供一种能够抑制载置于除振装置的装置的振动的参数的设定方法以及控制装置。
[0005]
本发明的第1方式是一种参数的设定方法,该参数的设定方法采用控制装置调整除振装置的除振特性,在所述除振装置上载置有装置,该装置具有至少1个轴和在所述轴上由伺服电机驱动的可动部,所述控制装置控制所述装置,所述控制装置具有存储部,该存储部将调整除振装置的除振特性的各种参数的候选值作为1个组,存储多组候选值,所述参数的设定方法具有:伺服电机控制步骤,以使所述可动部位于指令位置的方式控制所述伺服电机;以及参数值变更步骤,在所述除振装置工作过程中,在所述可动部的所述指令位置与实际位置之差即偏差的大小为规定值以上的情况下,从所述多组候选值中选择未选择的1组候选值,将所述除振装置的所述各种参数的值变更为所选择的所述1组候选值,在所述偏差的大小小于规定值的情况下,不进行所述各种参数的值的变更,在所述参数值变更步骤的处理结束后,反复进行所述参数值变更步骤,直到所述偏差的大小小于规定值为止。
[0006]
本发明的第2方式是一种装置的控制装置,该装置具有载置在除振装置上的至少一个轴和在所述轴上由伺服电机驱动的可动部,该控制装置具有:存储部,其将调整所述除振装置的除振特性的各种参数各自的候选值的组合作为1组,并存储多组候选值;伺服电机控制部,其以使所述可动部位于指令位置的方式控制所述伺服电机;以及参数值设定部,在所述除振装置工作过程中,在所述可动部的所述指令位置与实际位置之差即偏差的大小为规定值以上的情况下,从所述多组候选值中选择未选择的1组候选值,并将所述除振装置的所述各种参数的值变更为所选择的所述1组候选值,在所述偏差的大小小于规定值的情况下,不进行所述各种参数的值的变更,所述参数值设定部反复进行所述参数的值的变更,直到所述偏差的大小小于规定值为止。
[0007]
根据本发明,能够抑制载置于除振装置的装置的振动。
[0008]
从参照附图说明的以下实施方式的说明中,可以容易地了解上述目的、特征以及优点。
附图说明
[0009]
图1是载置在主动阻尼器上的精密加工机的示意图。图2是精密加工机、主动阻尼器及数值控制装置的控制框图。图3是表示参数值设定处理的流程的流程图。图4是载置在主动阻尼器上的精密测定器的示意图。图5是精密测定器、主动阻尼器及测定控制装置的控制框图。
具体实施方式
[0010]
[第1实施方式][整体构成]图1是载置在主动阻尼器10上的精密加工机12的示意图。
[0011]
精密加工机12是以100nm以下的精度进行工件14的加工的加工机。精密加工机12具有:主轴16,其装卸自如地固定工件14;以及工具台20,其可装卸地固定工具18。
[0012]
主轴16支承在x轴可动部22上。x轴可动部22通过x轴伺服电机21沿着固定在基座24上的x轴导向件26在x轴方向上被驱动。在x轴导向件26和x轴可动部22之间设有流体轴承,x轴导向件26和x轴可动部22之间的摩擦很小。主轴16具有真空卡盘28,通过真空卡盘28固定工件14。主轴16由r轴伺服电机29向以r轴为中心的旋转方向驱动。在x轴可动部22与主轴16之间设有流体轴承,x轴可动部22与主轴16之间的摩擦很小。
[0013]
工具台20支承在z轴可动部30上。z轴可动部30通过z轴伺服电机32沿着固定在基座24上的z轴导向件34在z轴方向上被驱动。在z轴导向件34与z轴可动部30之间设有流体轴承,z轴导向件34与z轴可动部30之间的摩擦很小。
[0014]
主动阻尼器10是除振装置,降低从地面36向精密加工机12传递的振动。
[0015]
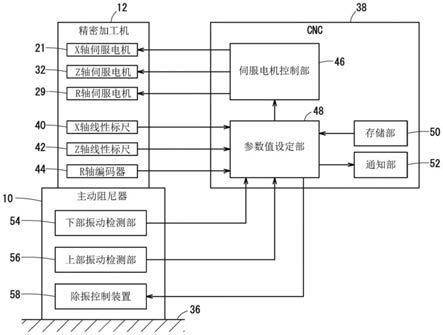
图2是精密加工机12、主动阻尼器10以及数值控制装置(以下称为cnc)38的控制框图。
[0016]
精密加工机12除了上述的构成要素之外,还具有x轴线性标尺40、z轴线性标尺42以及r轴编码器44。x轴线性标尺40是检测x轴导向件26上的x轴可动部22的位置的装置。z轴线性标尺42是检测z轴导向件34上的z轴可动部30的位置的装置。r轴编码器44是检测主轴16绕r轴的旋转位置的装置。x轴线性标尺40及z轴线性标尺42的分辨率为10nm以下,r轴编码器44的分辨率为1万分之1度以下。
[0017]
主动阻尼器10具有下部振动检测部54、上部振动检测部56以及除振控制装置58。下部振动检测部54是检测从地面36传递到主动阻尼器10的振动的装置。上部振动检测部56是检测从主动阻尼器10传递到基座24的振动的装置。除振控制装置58是进行主动阻尼器10的除振控制的装置。
[0018]
cnc38是按照加工程序对精密加工机12进行数值控制的装置。cnc38通过有线或无线与主动阻尼器10的除振控制装置58可通信地连接。cnc38具有伺服电机控制部46、参数值设定部48、存储部50以及通知部52。
[0019]
伺服电机控制部46以使x轴可动部22位于x轴导向件26上的指令位置的方式控制x轴伺服电机21。另外,伺服电机控制部46以使z轴可动部30位于z轴导向件34上的指令位置的方式控制z轴伺服电机32。进而,伺服电机控制部46以使主轴16位于绕r轴的指令位置的
方式控制r轴伺服电机29。另外,x轴伺服电机21、z轴伺服电机32以及r轴伺服电机29中包括驱动各个伺服电机的伺服放大器。
[0020]
参数值设定部48变更调整主动阻尼器10的除振特性的各种参数的值。通过变更各种参数的值,能够调整主动阻尼器10的除振特性。通过设定与设置有主动阻尼器10的地面36的状况的变化、载置于主动阻尼器10的精密加工机12的重量、重心的变化、或者周边的振动环境的变化对应的各种参数的值,来调整主动阻尼器10的除振特性。用于调整除振特性的各种参数例如是浮起位置目标值、控制的反馈增益、与滤波器相关的设定值等。
[0021]
存储部50是将各种参数的候选值作为1个组,存储有n组(n≥2的自然数)的候选值的非暂时性有形计算机可读存储介质。
[0022]
通知部52是输出声音的音响装置、显示图像、文字等的显示装置、或者音响装置和显示装置这两者。通知部52按照参数值设定部48的指令,向精密加工机12的操作员进行通知。
[0023]
另外,伺服电机控制部46以及参数值设定部48通过由计算机的cpu等处理器执行存储在非暂时性有形计算机可读存储介质中的程序来实现。
[0024]
[参数值设定处理]图3是表示在cnc38中进行的参数值设定处理的流程的流程图。参数值设定处理在发生了设置有主动阻尼器10的地面36的状况的变化、载置于主动阻尼器10的精密加工机12的重量、重心的变化、或者周边的振动环境的变化的情况下执行。精密加工机12的操作员也可以操作未图示的输入部等,来指示cnc38执行参数值设定处理。
[0025]
参数值设定处理是根据x轴可动部22相对于x轴导向件26的振动、z轴可动部30相对于z轴导向件34的振动、以及主轴16相对于r轴的振动来设定的,但以下为了简化说明,使用根据x轴可动部22相对于x轴导向件26的振动来进行参数值设定处理的例子进行说明。另外,即使是工厂出货时状态的主动阻尼器10,也设定有各种参数的值。
[0026]
在步骤s1中,参数值设定部48将“1”代入变量n,转移到步骤s2。
[0027]
在步骤s2中,参数值设定部48指示主动阻尼器10的除振控制装置58使主动阻尼器10工作,并转移到步骤s3。
[0028]
在步骤s3中,参数值设定部48指示伺服电机控制部46以使x轴可动部22在x轴导向件26上的指令位置停止的方式控制x轴伺服电机21,并转移到步骤s4。该x轴伺服电机21的控制持续到参数值设定处理结束为止。
[0029]
在步骤s4中,参数值设定部48判定x轴可动部22在x轴导向件26上的指令位置与实际位置之差即偏差的大小是否在规定值以上。在偏差的大小在规定值以上的情况下,转移到步骤s5,在偏差的大小小于规定值的情况下,结束参数值设定处理。
[0030]
在步骤s5中,参数值设定部48判定变量n是否在n以下。在变量n在n以下的情况下,即,在存储部50中存储的n组候选值中存在未选择的1组候选值的情况下,转移到步骤s6。另一方面,在变量n大于n的情况下,即,在存储部50中存储的n组候选值中没有未选择的1组候选值的情况下,转移到步骤s8。
[0031]
在步骤s6中,参数值设定部48从存储在存储部50中的n组候选值中选择未选择的1组,将各种参数的值变更为所选择的1组候选值,转移到步骤s7。
[0032]
在步骤s7中,参数值设定部48使变量n递增,转移到步骤s4。
[0033]
在步骤s8中,参数值设定部48从过去选择的n组候选值中,选择偏差的大小为最小的1组候选值,将各种参数的值变更为所选择的1组候选值,转移到步骤s9。
[0034]
在步骤s9中,参数值设定部48控制通知部52向操作员通知主动阻尼器10的除振特性的调整并非最佳这一意思,结束参数值设定处理。
[0035]
[作用效果]在精密加工机12中,由于x轴导向件26和x轴可动部22之间的摩擦很小,所以为了使x轴可动部22在x轴导向件26上的指令位置停止,必须始终由x轴伺服电机21驱动x轴可动部22。因此,即使以降低基座24的振动的方式设定了主动阻尼器10的除振特性,有时也不能充分降低x轴可动部22相对于x轴导向件26的振动。以往,由于主动阻尼器10的除振控制装置58不输入来自精密加工机12的x轴线性标尺40的信息,所以不能调整为能够充分降低x轴可动部22相对于x轴导向件26的振动的除振特性。
[0036]
因此,精密加工机12的操作员手动设定各种参数的值,但由于参数的种类很多,所以为了调整为适当的除振特性,需要时间和经验。为了减轻精密加工机12的操作员的负担,也可以考虑设置能够与精密加工机12和主动阻尼器10这两者进行通信的个人计算机,在该个人计算机中设定各种参数的值。但是,为执行频率低的参数值设定处理而准备个人计算机存在成本高的问题。
[0037]
因此,在本实施方式中,在控制精密加工机12的cnc38中进行参数值设定处理。在本实施方式中,为了进行参数值设定处理,将cnc38与主动阻尼器10的除振控制装置58可通信地连接。另外,在本实施方式中,在cnc38中设置了参数值设定部48。在主动阻尼器10工作过程中,在x轴可动部22在x轴导向件26上的指令位置与实际位置之差即偏差的大小为规定值以上的情况下,参数值设定部48从存储在存储部50中的n组候选值中选择未选择的1组候选值,将各种参数的值变更为所选择的1组候选值。另外,在主动阻尼器10工作过程中,在x轴可动部22在x轴导向件26上的指令位置与实际位置之差即偏差的大小小于规定值的情况下,参数值设定部48不进行各种参数的值的变更。由此,能够以能充分降低x轴可动部22相对于x轴导向件26的振动的方式来调整主动阻尼器10的除振特性。
[0038]
进而,在本实施方式中,在主动阻尼器10工作过程中,即使在x轴可动部22在x轴导向件26上的指令位置与实际位置之差即偏差的大小为规定值以上的情况下,在存储于存储部50中的n组候选值中没有未选择的1组候选值的情况下,参数值设定部48从过去选择的n组候选值中选择偏差的大小为最小的1组候选值,将各种参数的值变更为所选择的1组候选值。由此,尽管不能最佳地调整主动阻尼器10的除振特性,但是能够以能尽可能地降低x轴可动部22相对于x轴导向件26的振动的方式调整主动阻尼器10的除振特性。
[0039]
另外,在本实施方式中,参数值设定部48从过去选择的n组候选值中选择偏差的大小为最小的1组候选值,在将各种参数的值变更为所选择的1组候选值的情况下,控制通知部52,以向精密加工机12的操作员进行通知。能够使操作者认识到主动阻尼器10的除振特性并非最佳这一意思。
[0040]
[第2实施方式]图4是载置在主动阻尼器10上的精密测定器60的示意图。
[0041]
精密测定器60是以10nm以下的精度三维测量工件14的形状的装置。精密测定器60具有:旋转台62,其装卸自如地固定工件14;以及探针64,其在三维测定时与工件14接触。
[0042]
旋转台62支承在基座24上。旋转台62具有真空卡盘66,通过真空卡盘66固定工件14。旋转台62由q轴伺服电机68向以q轴为中心的旋转方向驱动。在基座24和旋转台62之间设有流体轴承,基座24和旋转台62之间的摩擦很小。
[0043]
探针64由y轴可动部70、y轴导向件72、z轴可动部74以及z轴导向件76支承。y轴可动部70通过y轴伺服电机78沿着固定在基座24上的y轴导向件72在y轴方向上被驱动。z轴可动部74通过z轴伺服电机80沿着固定在y轴可动部70上的z轴导向件76在z轴方向上被驱动。在z轴可动部74上固定有探针64。在y轴导向件72和y轴可动部70之间设有流体轴承,y轴导向件72和y轴可动部70之间的摩擦很小。在z轴导向件76和z轴可动部74之间设有流体轴承,z轴导向件76和z轴可动部74之间的摩擦很小。
[0044]
主动阻尼器10是除振装置,降低从地面36向精密测定器60传递的振动。
[0045]
图5是精密测定器60、主动阻尼器10及测定控制装置82的控制框图。
[0046]
精密测定器60除了上述的构成要素之外,还具有y轴线性标尺84、z轴线性标尺86以及q轴编码器88。y轴线性标尺84是检测y轴导向件72上的y轴可动部70的位置的装置。z轴线性标尺86是检测z轴导向件76上的z轴可动部74的位置的装置。q轴编码器88是检测旋转台62绕q轴的旋转位置的装置。y轴线性标尺84及z轴线性标尺86的分辨率为10nm以下,q轴编码器88的分辨率为1万分之1度以下。
[0047]
主动阻尼器10使用与第1实施方式的主动阻尼器10相同的阻尼器。测定控制装置82具有与第1实施方式的cnc38同样的伺服电机控制部46、参数值设定部48、存储部50以及通知部52。
[0048]
在本实施方式中,在测定控制装置82中,进行与第1实施方式的参数值设定处理同样的处理,由此设定各种参数的值。
[0049]
[其他实施方式]在第1实施方式及第2实施方式中,在通过伺服电机控制部46以使可动部(主轴16、x轴可动部22、z轴可动部30、旋转台62、y轴可动部70、z轴可动部74)在指令位置停止的方式进行控制的状态下,进行参数值设定处理。也可以在以使可动部移动的方式进行控制的状态下,进行参数值设定处理。在以使可动部移动的方式进行控制的情况下,也可以设定各种参数,以使可动部相对于各轴的指令位置与实际位置的偏差小于规定值。当精密加工机12和精密测定器60进行工件14的加工、测定时,可动部移动。因此,通过在以使可动部移动的方式进行控制的状态下进行参数值设定处理,能够以能够进一步降低加工时、测定时可动部相对于轴的振动的方式设定主动阻尼器10的除振特性。
[0050]
另外,如第二实施方式的精密测定器60那样,在z轴可动部74在y轴导向件72和z轴导向件76的多个直线轴上移动的情况下,也可以将各直线轴上的指令位置的合成与各直线轴上的z轴可动部74的实际位置的合成之差用作偏差。
[0051]
进而,在第1实施方式的精密加工机12中,也可以在加工工件14时,当x轴可动部22及z轴可动部30位于x轴可动部22及z轴可动部30在x轴导向件26及z轴导向件34上移动的范围内时,进行参数值设定处理。例如,在x轴可动部22、z轴可动部30的位置控制中,在工件14的加工时要求高的位置精度,但在工件14、工具18的更换时不要求那么高的位置精度。在加工工件14时,当x轴可动部22及z轴可动部30位于x轴可动部22及z轴可动部30在x轴导向件26及z轴导向件34上移动的范围内时,进行参数值设定处理,由此能够进一步降低加工工件
14时的振动。
[0052]
另外,为了判断设置有主动阻尼器10的部位的振动环境的好坏、主动阻尼器10的除振特性的好坏,也可以使用由下部振动检测部54及上部振动检测部56检测出的振动。进而,为了判断设置有主动阻尼器10的部位的振动环境的好坏、主动阻尼器10的除振特性的好坏,也可以将由下部振动检测部54及上部振动检测部56检测出的振动和各可动部相对于各轴的振动组合使用。
[0053]
[能够从实施方式得到的技术思想]以下,对能够从上述实施方式把握的技术思想进行记载。
[0054]
一种参数的设定方法,该参数的设定方法通过控制装置(38、82)对除振装置(10)的除振特性进行调整,在所述除振装置中载置有装置(12、60),该装置(12、60)具有至少一个轴和在所述轴上由伺服电机(21、29、32、68、78、80)驱动的可动部,所述控制装置对所述装置进行控制,所述控制装置具有存储部(50),该存储部(50)将对除振装置的除振特性进行调整的各种参数的候选值作为1组,并存储多组候选值,所述参数的设定方法具有:伺服电机控制步骤,以使所述可动部位于指令位置的方式控制所述伺服电机;以及参数值变更步骤,在所述除振装置工作过程中,在所述可动部的所述指令位置与实际位置之差即偏差的大小为规定值以上的情况下,从所述多组候选值中选择未选择的1组候选值,将所述除振装置的所述各种参数的值变更为所选择的所述1组候选值,在所述偏差的大小小于规定值的情况下,不进行所述各种参数的值的变更,在所述参数值变更步骤的处理结束后,反复进行所述参数值变更步骤,直到所述偏差的大小小于规定值为止。由此,能够以能够充分降低可动部相对于轴的振动的方式调整除振装置的除振特性。
[0055]
在上述参数的设定方法中,所述参数值变更步骤中,在所述偏差的大小为规定值以上,并且没有未选择的1组候选值的情况下,将所述除振装置的所述各种参数的值变更为所述偏差最小的1组候选值。由此,尽管不能最佳地调整除振装置的除振特性,但是能够以尽可能地降低可动部相对于轴的振动的方式调整除振装置的除振特性。
[0056]
在上述参数的设定方法中,具有通知步骤,该通知步骤在所述偏差的大小为规定值以上,并且没有未选择的1组候选值的情况下进行通知。由此,能够使装置的操作员认识到除振装置的除振特性并非最佳这一意思。
[0057]
在上述参数的设定方法中,所述轴是沿所述轴的延伸方向驱动所述可动部的直线轴、或者沿以所述轴为中心的旋转方向驱动所述可动部的旋转轴,所述偏差的精度为10nm以下、或者为1万分之1度以下。由此,即使对于精密加工机、精密测定器等装置,也能够充分地降低振动。
[0058]
在上述参数的设定方法中,所述装置是加工工件(14)的加工机,所述偏差是所述加工机加工所述工件时所述可动部位于所述可动部在所述轴上移动的范围内时的所述指令位置与所述实际位置之差。由此,能够以能够降低加工机加工时的可动部相对于轴的振动的方式调整除振装置的除振特性。
[0059]
在上述参数的设定方法中,所述轴是沿所述轴延伸的方向驱动所述可动部的直线轴,所述偏差是以使所述可动部在所述直线轴的范围内的所述指令位置停止的方式控制所述伺服电机时的所述指令位置与所述实际位置之差。由此,能够使用精度高的偏差,以能够充分降低可动部相对于轴的振动的方式来调整除振装置的除振特性。
[0060]
在上述参数的设定方法中,所述轴是沿所述轴延伸的方向驱动所述可动部的直线轴,所述可动部在多个直线轴上被驱动,所述偏差是以使所述可动部移动到各直线轴上的所述指令位置的方式控制所述伺服电机时的所述各直线轴上的所述指令位置与所述实际位置之差。由此,能够以能够降低可动部移动时的可动部相对于轴的振动的方式调整除振装置的除振特性。
[0061]
在上述参数的设定方法中,所述轴是沿所述轴延伸的方向驱动所述可动部的直线轴,所述可动部在多个直线轴上被驱动,所述偏差是以使所述可动部移动到各直线轴上的所述指令位置的方式控制所述伺服电机时的所述各直线轴上的所述指令位置的合成与所述各直线轴上的所述实际位置的合成之差。由此,能够以能够降低可动部移动时的可动部相对于轴的振动的方式调整除振装置的除振特性。
[0062]
一种装置(12、60)的控制装置(38、82),该装置(12、60)具有载置在除振装置(10)上的至少一个轴和在所述轴上由伺服电机(21、29、32、68、78、80)驱动的可动部,所述控制装置(38、82)具有:存储部(50),其将调整所述除振装置的除振特性的各种参数各自的候选值的组合作为1组,并存储多组候选值;伺服电机控制部(46),其以使所述可动部位于指令位置的方式控制所述伺服电机;以及参数值设定部(48),在所述除振装置工作过程中,在所述可动部的所述指令位置与实际位置之差即偏差的大小为规定值以上的情况下,从所述多组候选值中选择未选择的1组候选值,其将所述除振装置的所述各种参数的值变更为所选择的所述1组候选值,在所述偏差的大小小于规定值的情况下,不进行所述各种参数的值的变更,所述参数值设定部反复进行所述参数的值的变更,直到所述偏差的大小小于规定值为止。由此,能够以能够充分降低可动部相对于轴的振动的方式调整除振装置的除振特性。
[0063]
在上述控制装置中,在所述偏差的大小为规定值以上,并且没有未选择的1组候选值的情况下,所述参数值设定部将所述除振装置的所述各种参数的值变更为所述偏差最小的1组候选值。由此,尽管不能最佳地调整除振装置的除振特性,但是能够以尽可能地降低可动部相对于轴的振动的方式调整除振装置的除振特性。
[0064]
在上述的控制装置中,具有通知部(52),该通知部(52)在所述偏差的大小为规定值以上且没有未选择的1组候选值的情况下进行通知。由此,能够使装置的操作员认识到除振装置的除振特性并非最佳这一意思。
[0065]
在上述控制装置中,所述轴是沿所述轴延伸的方向驱动所述可动部的直线轴、或者沿以所述轴为中心的旋转方向驱动所述可动部的旋转轴,所述偏差的精度为10nm以下、或者为1万分之1度以下。由此,即使对于精密加工机、精密测定器等装置,也能够充分地降低振动。
[0066]
在上述控制装置中,所述装置是加工工件(14)的加工机,所述偏差是所述加工机加工所述工件时所述可动部位于所述可动部在所述轴上移动的范围内时的所述指令位置与所述实际位置之差。由此,能够以能够降低加工机加工时的可动部相对于轴的振动的方式调整除振装置的除振特性。
[0067]
在上述控制装置中,所述轴是沿所述轴延伸的方向驱动所述可动部的直线轴,所述偏差是以使所述可动部在所述直线轴的范围内的所述指令位置停止的方式控制所述伺服电机时的所述指令位置与所述实际位置之差。由此,能够使用精度高的偏差,以能够充分降低可动部相对于轴的振动的方式来调整除振装置的除振特性。
[0068]
在上述控制装置中,所述轴是沿所述轴延伸的方向驱动所述可动部的直线轴,所述可动部在多个直线轴上被驱动,所述偏差是以使所述可动部移动到各直线轴上的所述指令位置的方式控制所述伺服电机时的所述各直线轴上的所述指令位置的合成与所述各直线轴上的所述实际位置的合成之差。由此,能够以能够降低可动部移动时的可动部相对于轴的振动的方式调整除振装置的除振特性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1