一种改性环氧酚醛高温热采地面管线的制作方法
[0001]
本发明涉及石油热采技术领域,具体为一种改性环氧酚醛高温热采地面管线。
背景技术:
[0002]
石油热采也就是稠油热驱,是指针对稠油油田而采用的比较有效的方法提高地层原油的温度,降低原油粘度,从而增加了地层油的流度比增加采收率的驱油方法。
[0003]
石油热采过程中会使用特制的管线对稠油进行输送,此类管线需要面临高温和油污的考验,且因我国油田位置的特殊性,管线还存在高温暴晒、低温冻裂、风沙侵扰和昼夜温差大的问题,大多的稠油输送管道在上述环境下存在易损坏、堵塞的问题,使用寿命较短,在实际热采作业中会带来较多困扰;目前我国在此类管线的生产工艺上也存在较大缺陷,如步骤繁多,生产效率低下,操作复杂,条件苛刻等问题,生产的管线也多难以克服上述环境下存在的挑战,不利于推广和大批量生产。
技术实现要素:
[0004]
(一)解决的技术问题
[0005]
针对现有技术的不足,本发明提供了一种改性环氧酚醛高温热采地面管线,制备出的稠油输送管线具备高强度、高韧性、防油污、耐高温、耐低温、耐磨损等优点,解决了目前部分工艺生产效率低下、步骤冗杂以及产生出的管线质量不达标的问题。
[0006]
(二)技术方案
[0007]
为实现上述目的,本发明提供如下技术方案:一种改性环氧酚醛高温热采地面管线,所述管线由外涂层、外胶层、骨架层、内胶层和内涂层组成,外涂层与内涂层成分组成相同,其制备工艺包括以下步骤:
[0008]
s1、第一次混炼:将相应份数的内胶层原料投入密炼机密炼室内进行混炼,混炼后得到内胶层胶体,混炼温度为70-90℃,密炼机转子转速为50-70r/min,混炼时间为9-15min,密炼机上顶栓压力为0.6-0.8mpa;重复上述步骤对外胶层原料进行混炼,混炼后得到外胶层胶体,混炼条件与内胶层原料相同。
[0009]
s2、硫化:将相应份数的硫化添加剂与s1中制得的内胶层胶体混合,得到内胶层胶体和硫化添加剂混合物,再取用相等份数的硫化添加剂与外胶层胶体混合,得到外胶层胶体和硫化添加剂混合物。
[0010]
s3、第二次混炼:将s2中制得的内胶层胶体和硫化添加剂混合物投入密炼机密炼室内进行混炼,混炼后得到内胶层坯料,混炼温度为80-110℃,密炼机转子转速为70-90r/min,混炼时间为12-18min,密炼机上顶栓压力为0.6-0.8mpa;重复上述步骤对外胶层胶体与硫化添加剂混合物进行混炼,混炼后得到外胶层坯料,混炼条件与内胶层胶体和硫化助剂混合物相同。
[0011]
s4、第一次挤出成型:将s3中制得的内胶层坯料投入第一挤出机料筒内进行加热并挤出,得到内胶层管坯,挤出后的内胶层管坯通入冷却槽内,冷却槽内注水,冷却槽内温
度为10-18℃。
[0012]
s5、编织缠绕:将s4中冷却后的内胶层管坯干燥,再通入编织机内,再将骨架层原料与编织机锭子连接,编织机将骨架层原料编织缠绕在内胶层管坯上,内胶层与骨架层相连接,使得管线坯体一体成型,保证管线层体之间紧密贴合,进而为管线多层结构设计的防护性提供保障。
[0013]
s6、第二次挤出成型:将s5中与骨架层连接的内胶层管坯通入第二挤出机内,再向第二挤出机料筒内投入s3中制得的外胶层坯料,加热并挤出外胶层管坯,且外胶层管坯包覆在内胶层管坯和骨架层表面,得到该管线管坯。
[0014]
s7、浸渍:将s6中制得的管线管坯通入冷却槽内,冷却槽内注入硫化溶液,冷却槽内温度为9-15℃,同时达到了冷却和硫化两种效果,精简工艺流程,提升生产效率。
[0015]
s8、喷涂:将s7中冷却后的管线管坯干燥,再向喷涂机涂料罐内注入相应份数的涂层原料,对管线管坯的内外壁进行喷涂,喷涂后将管线管坯放置再通风处静置30-60min,静置后即得该管线成品。
[0016]
优选的,所述s1中的内胶层原料包括以下份数的原料:天然橡胶80-100份、羧基丁腈橡胶80-90份、液体古马隆10-20份、炭黑12-16份、三羟甲基丙烷三甲基丙烯酸酯5-10份、硅酸氧化锌5-10份以及防老剂3-5份。
[0017]
优选的,所述s1中的外胶层原料包括以下份数的原料:天然橡胶80-100份、丁基橡胶80-90份、硅酸钙10-20份、氢氧化钙10-20份、防老剂8-12份以及抗氧剂3-5份。
[0018]
优选的,所述s1中的硫化添加剂包括以下份数的原料:硫磺粉末10-20份、促进剂tmtd3-5份以及过氧化苯甲酰1-3份。
[0019]
优选的,所述s4中第一挤出机的加热温度为100-120℃,s6中第二挤出机的加热温度为110-130℃。
[0020]
优选的,所述s5中钢丝的直径为0.5-0.7mm,编织机锭数为24锭,编织目数为7目,编织节距为43.5mm,骨架层紧密牢固的同时兼具较高的韧性。
[0021]
优选的,所述s7中的硫化溶液包括以下份数的原料:水20-30份、二硫化碳溶液15-25份以及硫磺粉末3-5份。
[0022]
优选的,所述二硫化碳溶液中包含6-10%的氯化硫。
[0023]
优选的,所述s8中的涂层原料包括以下份数的原料:水20-30份、环氧树脂18-24份、酚醛树脂18-24份、改性剂4-6份、触变剂3-5份、乳化剂3-5份以及胶合剂3-5份。
[0024]
(三)有益效果
[0025]
与现有技术相比,本发明提供了一种改性环氧酚醛高温热采地面管线,具备以下有益效果:
[0026]
1、该改性环氧酚醛高温热采地面管线,在生产工艺上采用挤出机与编织机配合使用,使得管线坯体一体成型,保证管线层体之间紧密贴合,进而为管线多层结构设计的防护性提供保障,在工艺尾段的橡胶硫化处理时使用了冷硫化法对挤出成型的管坯进行浸渍,同时达到了冷却和硫化两种效果,冷硫法相较于部分工艺采用的热硫法更加快速和均匀,缩短了工艺整体耗时,进而提升了本工艺的生产效率,工艺最后对管坯进行喷涂使其成型,涂层原料中对环氧树脂和酚醛树脂进行改性处理,改性获得的环氧改性酚醛树脂具有优良的耐热性能和耐磨损性能,为管线内外层提供更佳的防护,该管线生产工艺相较于目前国
内部分的工艺具有操作简单、步骤精简和便于大批量生产的特点,合适推广和使用。
[0027]
2、该改性环氧酚醛高温热采地面管线,在内胶层采用了羧基丁腈橡胶为主原料,最高使用温度可达130℃,在热油中可耐150℃高温,满足稠油输送过程中的温度要求,其耐磨性比天然橡胶高30%~45%,气密性优良,同时内胶层内添加了炭黑和防老剂,进一步提升了耐油性能和抗老化性能,使得与稠油直接接触的内胶层能够更好地应对高温和油污的挑战,骨架层采用了钢丝为主体编织成丝网作为管线中层防护支撑,减少了管线放置在地面上时受踩踏而发生形变、破损的情况,拓宽了管线使用场景,而外胶层采用了橡胶中耐磨性能优良出众的丁基橡胶为主材料,加之氢氧化钙和抗氧剂的配合使用,提升了外管体的耐磨性能、耐高温和耐低温性能,使得管线能够应对风沙侵扰和昼夜温差大的挑战,拓宽了管线的使用范围,适合在我国各油田大力推广和使用。
具体实施方式
[0028]
下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0029]
实施例一:一种改性环氧酚醛高温热采地面管线,管线由外涂层、外胶层、骨架层、内胶层和内涂层组成,外涂层与内涂层成分组成相同,其制备工艺包括以下步骤:s1、第一次混炼:将相应份数的内胶层原料投入密炼机密炼室内进行混炼,混炼后得到内胶层胶体,混炼温度为70℃,密炼机转子转速为50/min,混炼时间为9min,密炼机上顶栓压力为0.6mpa;重复上述步骤对外胶层原料进行混炼,混炼后得到外胶层胶体,混炼条件与内胶层原料相同;s2、硫化:将相应份数的硫化添加剂与s1中制得的内胶层胶体混合,得到内胶层胶体和硫化添加剂混合物,再取用相等份数的硫化添加剂与外胶层胶体混合,得到外胶层胶体和硫化添加剂混合物;s3、第二次混炼:将s2中制得的内胶层胶体和硫化添加剂混合物投入密炼机密炼室内进行混炼,混炼后得到内胶层坯料,混炼温度为80℃,密炼机转子转速为70r/min,混炼时间为12min,密炼机上顶栓压力为0.6mpa;重复上述步骤对外胶层胶体与硫化添加剂混合物进行混炼,混炼后得到外胶层坯料,混炼条件与内胶层胶体和硫化助剂混合物相同;s4、第一次挤出成型:将s3中制得的内胶层坯料投入第一挤出机料筒内进行加热并挤出,得到内胶层管坯,挤出后的内胶层管坯通入冷却槽内,冷却槽内注水,冷却槽内温度为10℃;s5、编织缠绕:将s4中冷却后的内胶层管坯干燥,再通入编织机内,再将骨架层原料与编织机锭子连接,编织机将骨架层原料编织缠绕在内胶层管坯上,内胶层与骨架层相连接;s6、第二次挤出成型:将s5中与骨架层连接的内胶层管坯通入第二挤出机内,再向第二挤出机料筒内投入s3中制得的外胶层坯料,加热并挤出外胶层管坯,且外胶层管坯包覆在内胶层管坯和骨架层表面,得到该管线管坯;s7、浸渍:将s6中制得的管线管坯通入冷却槽内,冷却槽内注入硫化溶液,冷却槽内温度为9℃;s8、喷涂:将s7中冷却后的管线管坯干燥,再向喷涂机涂料罐内注入相应份数的涂层原料,对管线管坯的内外壁进行喷涂,喷涂后将管线管坯放置再通风处静置30min,静置后即得该管线成品。
[0030]
s1中的内胶层原料包括以下份数的原料:天然橡胶80份、羧基丁腈橡胶80份、液体古马隆10份、炭黑12份、三羟甲基丙烷三甲基丙烯酸酯5份、硅酸氧化锌5份以及防老剂3份,
s1中的外胶层原料包括以下份数的原料:天然橡胶80份、丁基橡胶80份、硅酸钙10份、氢氧化钙10份、防老剂8份以及抗氧剂3份,s1中的硫化添加剂包括以下份数的原料:硫磺粉末10份、促进剂tmtd3-5份以及过氧化苯甲酰1份,s4中第一挤出机的加热温度为100℃,s6中第二挤出机的加热温度为110℃,s5中钢丝的直径为0.5mm,编织机锭数为24锭,编织目数为7目,编织节距为43.5mm,s7中的硫化溶液包括以下份数的原料:水20份、二硫化碳溶液15份以及硫磺粉末3份,二硫化碳溶液中包含6%的氯化硫,s8中的涂层原料包括以下份数的原料:水20份、环氧树脂18份、酚醛树脂18份、改性剂4份、触变剂3份、乳化剂3份以及胶合剂3份。
[0031]
实施例二:一种改性环氧酚醛高温热采地面管线,管线由外涂层、外胶层、骨架层、内胶层和内涂层组成,外涂层与内涂层成分组成相同,其制备工艺包括以下步骤:s1、第一次混炼:将相应份数的内胶层原料投入密炼机密炼室内进行混炼,混炼后得到内胶层胶体,混炼温度为80℃,密炼机转子转速为60r/min,混炼时间为12min,密炼机上顶栓压力为0.7mpa;重复上述步骤对外胶层原料进行混炼,混炼后得到外胶层胶体,混炼条件与内胶层原料相同;s2、硫化:将相应份数的硫化添加剂与s1中制得的内胶层胶体混合,得到内胶层胶体和硫化添加剂混合物,再取用相等份数的硫化添加剂与外胶层胶体混合,得到外胶层胶体和硫化添加剂混合物;s3、第二次混炼:将s2中制得的内胶层胶体和硫化添加剂混合物投入密炼机密炼室内进行混炼,混炼后得到内胶层坯料,混炼温度为95℃,密炼机转子转速为80r/min,混炼时间为15min,密炼机上顶栓压力为0.7mpa;重复上述步骤对外胶层胶体与硫化添加剂混合物进行混炼,混炼后得到外胶层坯料,混炼条件与内胶层胶体和硫化助剂混合物相同;s4、第一次挤出成型:将s3中制得的内胶层坯料投入第一挤出机料筒内进行加热并挤出,得到内胶层管坯,挤出后的内胶层管坯通入冷却槽内,冷却槽内注水,冷却槽内温度为14℃;s5、编织缠绕:将s4中冷却后的内胶层管坯干燥,再通入编织机内,再将骨架层原料与编织机锭子连接,编织机将骨架层原料编织缠绕在内胶层管坯上,内胶层与骨架层相连接;s6、第二次挤出成型:将s5中与骨架层连接的内胶层管坯通入第二挤出机内,再向第二挤出机料筒内投入s3中制得的外胶层坯料,加热并挤出外胶层管坯,且外胶层管坯包覆在内胶层管坯和骨架层表面,得到该管线管坯;s7、浸渍:将s6中制得的管线管坯通入冷却槽内,冷却槽内注入硫化溶液,冷却槽内温度为12℃;s8、喷涂:将s7中冷却后的管线管坯干燥,再向喷涂机涂料罐内注入相应份数的涂层原料,对管线管坯的内外壁进行喷涂,喷涂后将管线管坯放置再通风处静置45min,静置后即得该管线成品。
[0032]
s1中的内胶层原料包括以下份数的原料:天然橡胶90份、羧基丁腈橡胶85份、液体古马隆15份、炭黑14份、三羟甲基丙烷三甲基丙烯酸酯7.5份、硅酸氧化锌7.5份以及防老剂4份,s1中的外胶层原料包括以下份数的原料:天然橡胶90份、丁基橡胶85份、硅酸钙15份、氢氧化钙15份、防老剂10份以及抗氧剂4份,s1中的硫化添加剂包括以下份数的原料:硫磺粉末15份、促进剂tmtd4份以及过氧化苯甲酰2份,s4中第一挤出机的加热温度为110℃,s6中第二挤出机的加热温度为120℃,s5中钢丝的直径为0.6mm,编织机锭数为24锭,编织目数为7目,编织节距为43.5mm,s7中的硫化溶液包括以下份数的原料:水25份、二硫化碳溶液20份以及硫磺粉末45份,二硫化碳溶液中包含8%的氯化硫,s8中的涂层原料包括以下份数的原料:水25份、环氧树脂21份、酚醛树脂21份、改性剂5份、触变剂4份、乳化剂4份以及胶合剂4份。
[0033]
实施例三:一种改性环氧酚醛高温热采地面管线,管线由外涂层、外胶层、骨架层、内胶层和内涂层组成,外涂层与内涂层成分组成相同,其制备工艺包括以下步骤:s1、第一次混炼:将相应份数的内胶层原料投入密炼机密炼室内进行混炼,混炼后得到内胶层胶体,混炼温度为90℃,密炼机转子转速为70r/min,混炼时间为15min,密炼机上顶栓压力为0.8mpa;重复上述步骤对外胶层原料进行混炼,混炼后得到外胶层胶体,混炼条件与内胶层原料相同;s2、硫化:将相应份数的硫化添加剂与s1中制得的内胶层胶体混合,得到内胶层胶体和硫化添加剂混合物,再取用相等份数的硫化添加剂与外胶层胶体混合,得到外胶层胶体和硫化添加剂混合物;s3、第二次混炼:将s2中制得的内胶层胶体和硫化添加剂混合物投入密炼机密炼室内进行混炼,混炼后得到内胶层坯料,混炼温度为110℃,密炼机转子转速为90r/min,混炼时间为18min,密炼机上顶栓压力为0.8mpa;重复上述步骤对外胶层胶体与硫化添加剂混合物进行混炼,混炼后得到外胶层坯料,混炼条件与内胶层胶体和硫化助剂混合物相同;s4、第一次挤出成型:将s3中制得的内胶层坯料投入第一挤出机料筒内进行加热并挤出,得到内胶层管坯,挤出后的内胶层管坯通入冷却槽内,冷却槽内注水,冷却槽内温度为18℃;s5、编织缠绕:将s4中冷却后的内胶层管坯干燥,再通入编织机内,再将骨架层原料与编织机锭子连接,编织机将骨架层原料编织缠绕在内胶层管坯上,内胶层与骨架层相连接;s6、第二次挤出成型:将s5中与骨架层连接的内胶层管坯通入第二挤出机内,再向第二挤出机料筒内投入s3中制得的外胶层坯料,加热并挤出外胶层管坯,且外胶层管坯包覆在内胶层管坯和骨架层表面,得到该管线管坯;s7、浸渍:将s6中制得的管线管坯通入冷却槽内,冷却槽内注入硫化溶液,冷却槽内温度为15℃;s8、喷涂:将s7中冷却后的管线管坯干燥,再向喷涂机涂料罐内注入相应份数的涂层原料,对管线管坯的内外壁进行喷涂,喷涂后将管线管坯放置再通风处静置60min,静置后即得该管线成品。
[0034]
s1中的内胶层原料包括以下份数的原料:天然橡胶100份、羧基丁腈橡胶90份、液体古马隆20份、炭黑16份、三羟甲基丙烷三甲基丙烯酸酯10份、硅酸氧化锌10份以及防老剂5份,s1中的外胶层原料包括以下份数的原料:天然橡胶100份、丁基橡胶90份、硅酸钙20份、氢氧化钙20份、防老剂12份以及抗氧剂5份,s1中的硫化添加剂包括以下份数的原料:硫磺粉末20份、促进剂tmtd5份以及过氧化苯甲酰3份,s4中第一挤出机的加热温度为120℃,s6中第二挤出机的加热温度为130℃,s5中钢丝的直径为0.7mm,编织机锭数为24锭,编织目数为7目,编织节距为43.5mm,s7中的硫化溶液包括以下份数的原料:水30份、二硫化碳溶液25份以及硫磺粉末5份,二硫化碳溶液中包含10%的氯化硫,s8中的涂层原料包括以下份数的原料:水30份、环氧树脂24份、酚醛树脂24份、改性剂6份、触变剂5份、乳化剂5份以及胶合剂5份。
[0035]
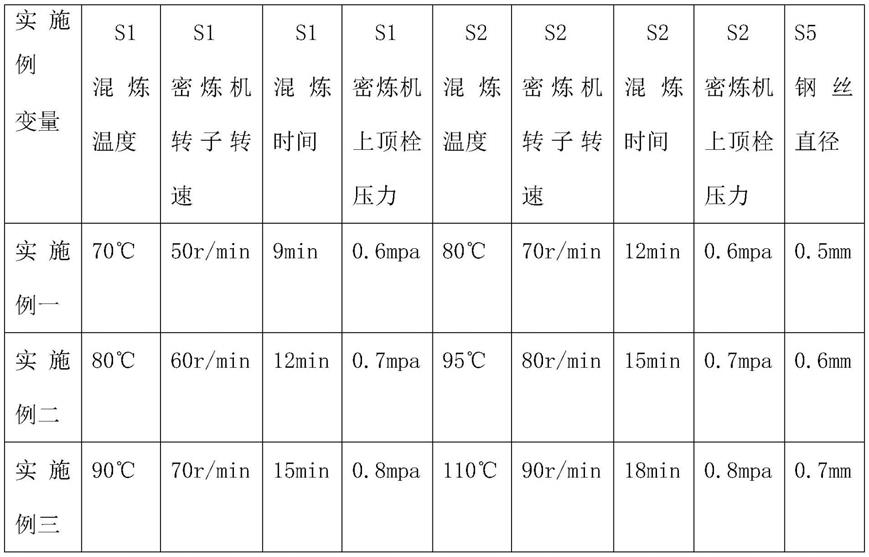
主要区别:
[0036][0037]
由此可见:本工艺对管坯进行喷涂使其成型,涂层原料中对环氧树脂和酚醛树脂进行改性处理,改性获得的环氧改性酚醛树脂具有优良的耐热性能和耐磨损性能,为管线内外层提供更佳的防护,该管线生产工艺相较于目前国内部分的工艺具有操作简单、步骤精简和便于大批量生产的特点,合适推广和使用,在内胶层采用了羧基丁腈橡胶为主原料,最高使用温度可达130℃,在热油中可耐150℃高温,满足稠油输送过程中的温度要求,其耐磨性比天然橡胶高30%~45%,气密性优良,同时内胶层内添加了炭黑和防老剂,进一步提升了耐油性能和抗老化性能,使得与稠油直接接触的内胶层能够更好地应对高温和油污的挑战,骨架层采用了钢丝为主体编织成丝网作为管线中层防护支撑,减少了管线放置在地面上时受踩踏而发生形变、破损的情况,拓宽了管线使用场景,而外胶层采用了橡胶中耐磨性能优良出众的丁基橡胶为主材料,加之氢氧化钙和抗氧剂的配合使用,提升了外管体的耐磨性能、耐高温和耐低温性能,使得管线能够应对风沙侵扰和昼夜温差大的挑战,拓宽了管线的使用范围,适合在我国各油田大力推广和使用,在工艺尾段的橡胶硫化处理时使用了冷硫化法对挤出成型的管坯进行浸渍,同时达到了冷却和硫化两种效果,缩短了工艺整体耗时,进而提升了本工艺的生产效率。
[0038]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1