接头、管材的连接方法与流程
1.本发明涉及接头及管材的连接方法。
背景技术:
2.在日本特开平7-117133号公报(专利文献1)中公开了一种塑料管的接合方法,其特征在于,使用在内侧面埋设有由含有磁性粉的热塑性树脂形成的发热体的接头,在将该接头向塑料管的管端部插入或者将接头从侧方紧贴塑料管的外周面并固定了之后,使用高频产生装置和由电极芯和励磁线圈构成的加热装置产生1khz~400khz的交变磁场,利用磁性粉的发热进行热熔接。
3.在上述专利文献1所记载的塑料管的接合方法中,在塑料管向圆筒状的接头插入而仅塑料管的外周部与接头的内周部接触的状态下,对塑料管与接头进行热熔接。在该情况下,为了确认在热熔接时塑料管充分地插入接头,对向接头插入的塑料管进行以下剥脱加工:将在热熔接时向接头插入的部分的外周部相对于其他的外周部略微地切削。进行了剥脱加工的塑料管具有由向接头插入的部分的外周部和其他的外周部形成的台阶。
4.在使进行了剥脱加工的塑料管热熔接于专利文献1所记载的接头时,作业人员通过目视由剥脱加工形成的台阶来确认塑料管充分地插入接头。换言之,在仅塑料管的外周部与接头的内周部接触的状态下使塑料管和接头热熔接时,作业人员需要事先对塑料管进行剥脱加工。
技术实现要素:
5.本公开是鉴于上述现状而做成的,其课题在于,提供一种与在多个树脂制的管材各自的外周部与接头的内周部接触的状态下连接该多个管材的结构相比,能够简化多个管材的连接作业的接头。
6.本公开的第1技术方案的接头包括:接头主体,其具有形成于内侧的流路和供树脂制的圆筒状的管材沿着所述管材的轴向插入的第1被插入部,通过所述流路连接多个所述管材;以及圆筒状的连接部,其配置于所述管材和所述接头主体之间,具有供所述管材沿着所述轴向插入而与所述管材接触的第2被插入部和与插入到所述第2被插入部的所述管材的端面抵靠而接触的被抵靠部,该连接部与所述管材一同沿着所述轴向向所述第1被插入部插入,从而该连接部的外周部和插入方向前方的端面与所述第1被插入部接触,连接所述接头主体和所述管材。
7.根据第1技术方案的接头,将管材向连接部的第2被插入部插入而抵靠于被抵靠部。而且,通过将管材和连接部向接头主体的第1被插入部插入,使连接部的外周部和插入方向前方的端面与第1被插入部接触,从而管材连接于接头主体。因而,与在仅多个树脂制的管材各自的外周部与接头的内周部接触的状态下连接该多个管材的结构相比,能够简化管材的连接作业。
8.根据第1技术方案的接头,在第2技术方案的接头中,所述管材、所述接头主体以及
所述连接部由热塑性树脂形成。
9.根据第2技术方案的接头,能够通过对管材、接头主体以及连接部进行加热而使管材、接头主体以及连接部熔接。
10.根据第2技术方案的接头,在第3技术方案的接头中,所述连接部形成为还包含磁性体。
11.根据第3技术方案的接头,能够对连接部进行电磁感应加热。
12.根据第3技术方案的接头,在第4技术方案的接头中,所述连接部是将圆筒状的磁性体作为芯材的热塑性树脂的涂覆品。
13.根据第4技术方案的接头,在能够对连接部进行电磁感应加热的结构中,与连接部由含有磁性体的粉末的热塑性树脂成形的结构相比,能够缩短通过电磁感应加热对连接部的加热时间。
14.根据第3技术方案的接头,在第5技术方案的接头中,所述连接部是含有磁性粉末的热塑性树脂的成形品。
15.根据第5技术方案的接头,在能够对连接部进行电磁感应加热的结构中,与连接部具有磁性体的芯材的结构相比,能够容易地形成连接部。
16.根据第1技术方案~第5技术方案中的任一个技术方案的接头,在第6技术方案的接头中,所述连接部具有沿径向贯通外周部的位于所述被抵靠部附近的局部的窗部。
17.根据第6技术方案的接头,能够通过目视窗部来确认管材相对于连接部的插入状态。
18.根据第1技术方案~第6技术方案中的任一个技术方案的接头,在第7技术方案的接头中,所述连接部还与插入到所述连接部的所述管材的内周部接触。
19.根据第7技术方案的接头,与连接部仅与管材的外周部和端面接触的结构相比,能够提高连接部与管材之间的密封性。
20.根据第7技术方案的接头,在第8技术方案的接头中,所述第1被插入部具有被所述接头主体的外周部和所述流路夹着的圆筒状的槽部,所述第2被插入部具有被所述连接部的外周部和内周部夹着的圆筒状的槽部,所述连接部的内周部还与所述第1被插入部接触。
21.根据第8技术方案的接头,与第1被插入部是圆柱状的凹部的结构相比,能够提高接头主体与连接部之间的密封性。
22.第9技术方案的管材的连接方法使用:圆筒状的管材,其由热塑性树脂形成;接头主体,其具有形成于内侧的流路和供树脂制的圆筒状的管材沿着所述管材的轴向插入的第1被插入部,通过所述流路连接多个所述管材;以及圆筒状的连接部,其配置于所述管材和所述接头主体之间,具有供所述管材沿着所述轴向插入而与所述管材接触的第2被插入部和与插入到所述第2被插入部的所述管材的端面抵靠而接触的被抵靠部,该连接部与所述管材一同沿着所述轴向向所述第1被插入部插入,从而该连接部的外周部和插入方向前方的端面与所述第1被插入部接触,连接所述接头主体和所述管材,该连接部形成为包含热塑性树脂和磁性体,该管材的连接方法具有以下的工序:第1插入工序,在该第1插入工序中,将所述管材向所述连接部的所述第2被插入部插入;第2插入工序,在该第2插入工序中,将在所述第1插入工序中插入有所述管材的所述连接部向所述接头主体的所述第1被插入部插入;以及熔接工序,在该熔接工序中,对在所述第2插入工序中插入有所述管材且插入于
所述接头主体的所述连接部进行电磁感应加热,使其熔接于所述管材和所述接头主体。
23.根据第9技术方案的管材的连接方法,与在树脂制的管材的外径部与接头主体的内径部接触的状态下将该多个管材连接于该接头主体的情况相比,能够简化管材与接头的熔接作业和连接作业。
24.发明的效果
25.根据像以上说明的那样本公开的接头,与在多个树脂制的管材各自的外周部与接头的内周部接触的状态下连接该多个管材的结构相比,能够简化多个管材的连接作业。
附图说明
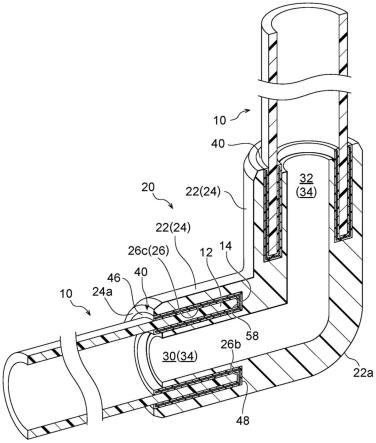
26.图1是本发明的实施方式的接头的立体剖视图。
27.图2是本发明的实施方式的管材的立体图。
28.图3a是本发明的实施方式的接头主体的立体图。
29.图3b是本发明的实施方式的接头主体的立体剖视图。
30.图4是本发明的实施方式的连接部的立体图。
31.图5是本发明的实施方式的连接部的立体剖视图。
32.图6a是表示本发明的实施方式的第1插入工序的立体图。
33.图6b是表示在本发明的实施方式的第1插入工序中插入有管材的连接部的立体图。
34.图7a是表示本发明的实施方式的第2插入工序的立体图。
35.图7b是表示在本发明的实施方式的第2插入工序中插入了插入有管材的连接部的接头的立体图。
36.图8是表示本发明的实施方式的安装有电磁感应加热部件的接头的立体图。
37.图9是图8的9-9剖视图。
38.图10a是表示相对于本发明的实施方式而言的第1比较方式的向接头插入管材的工序的剖视图。
39.图10b是表示相对于本发明的实施方式而言的第1比较方式的插入有管材的接头的剖视图。
40.图11a是表示相对于本发明的实施方式而言的第2比较方式的接头的剖视图。
41.图11b是表示相对于本发明的实施方式而言的第2比较方式的接头的剖视图。
具体实施方式
42.以下,根据图1~图11说明作为本发明的实施方式的一例的接头20及使用接头20进行的管材10的连接方法。
43.(接头的概略)
44.如图1所示,接头20连接两个管材10。即,接头20连接多个管材10。
45.如图2所示,管材10是由熔点为te的树脂r形成的沿一个方向延伸的中空的圆筒状的构件。另外,本技术中的圆筒状是指在沿一个方向延伸的圆柱形成有沿一个方向(轴向)贯通该圆柱的贯通孔的形状。树脂r是热塑性树脂。作为形成管材10的热塑性树脂,例如可以使用聚丁烯。管材10的中空部沿长度方向(轴向)贯通管材10,水等流体向中空部的内侧
流入。管材10的轴向的两侧的端部和端面分别设为端部12和端面14。
46.如图1所示,管材10以在一个端部12安装有后述的套筒40的状态向后述的接头20的笔直部24的槽部26c插入。
47.(接头)
48.接头20包括接头主体22和套筒40。
49.(接头主体)
50.如图3a和图3b所示,接头主体22是由热塑性树脂形成的弯曲成字母l形状的中空的圆筒状的构件。形成接头主体22的热塑性树脂例如可以使用聚丁烯。此外,形成接头主体22的热塑性树脂的熔点优选与形成管材10的热塑性树脂的熔点te相同。此外,形成接头主体22的热塑性树脂更优选为与管材10相同的原材料。在本实施方式中,形成接头主体22的热塑性树脂是与形成管材10的热塑性树脂相同的树脂r。
51.接头主体22具有沿互相正交的方向延伸的两个圆筒状的笔直部24和以连接两个笔直部24的方式弯曲的弯曲部22a。各个笔直部24的端面设为端面24a。
52.笔直部24具有相对于端面24a凹入的圆柱状的凹部26。凹部26是第1被插入部的一例。凹部26的开口和端面分别设为开口26a和端面26b。开口26a是第1开口部的一例。此外,笔直部24具有自凹部26的端面26b的中央部向开口26a侧突出的圆柱状的突出部28。突出部28的端面设为端面28a。突出部28的突出长度比凹部26的深度短。
53.此外,各个笔直部24具有凹部26和突出部28,从而凹部26的局部成为被笔直部24的外周部和突出部28夹着的圆筒状的槽部26c。即,凹部26具有被接头主体22的外周部和突出部28夹着的圆筒状的槽部26c。
54.接头主体22的中空部形成为从一个笔直部24经由弯曲部22a朝向另一个笔直部24贯通的字母l形状。具体而言,接头主体22的中空部具有从一个笔直部24的突出部28的端面28a朝向弯曲部22a沿一个笔直部24的轴向延伸而形成的圆柱状的孔部30。此外,接头主体22的中空部具有从另一个笔直部24的突出部28的端面28a朝向弯曲部22a沿另一个笔直部24的轴向延伸而形成的圆柱状的孔部32。孔部30和孔部32在弯曲部22a处相连,形成呈字母l形状贯通接头主体22的孔部34。即,弯曲成字母l形状的接头主体22的中空部是以沿着接头主体22的形状的方式贯通接头主体22的孔部34。水等流体向孔部34的内侧流入。突出部28的孔部34是流路的一例。
55.(套筒)
56.如图4和图5所示,套筒40是沿着一个方向延伸的中空的圆筒状的构件。套筒40是连接部的一例。如图1和图7所示,套筒40具有在接头主体22的任一个笔直部24的轴线与套筒40的轴线一致的状态下能够从开口26a沿着轴向向该笔直部24的凹部26插入的功能。此外,套筒40具有在管材10的轴线与套筒40的轴线一致的状态下能够将该管材10的端部12沿着轴向向套筒40插入的功能。换言之,套筒40具有能够安装于管材10的端部12的功能。具体而言,套筒40具有与接头主体22的槽部26c的外周部接触的圆筒状的外周壁50和比外周壁50小径且与槽部26c的内周部接触的圆筒状的内周壁52。套筒40的外周壁50是连接部的外周部的一例。套筒40的内周壁52是连接部的内周部一例。外周壁50和内周壁52的轴向两侧的端面的位置一致,外周壁50和内周壁52的在轴向上靠近接头主体22的弯曲部22a的一侧的端部由在沿着该端面的方向上形成的环状的端壁40a相连。此外,套筒40具有贯通孔42,
该贯通孔42形成为被内周壁52包围,沿轴向贯通套筒40。套筒40的端壁40a侧的端面和与端壁40a相反的一侧的端面分别设为端面48和端面46。端面48是相对于接头主体22的凹部26而言的插入方向前方的端面。此外,套筒40具有由外周壁50、内周壁52及端壁40a形成的圆筒状的槽部54。换言之,槽部54形成为被外周壁50和内周壁52夹着。槽部54是第2被插入部的一例。槽部54具有形成于套筒的端面46的开口56和作为端壁40a的与端面48相反的一侧的面的端面58。开口56是第2开口部的一例。端面58是被抵靠部的一例。
57.套筒40的槽部54具有能够相对于管材10的端部12的外周部和内周部嵌合的尺寸。此外,对于套筒40,以管材10的端面14抵靠于槽部54的端面58的方式将管材10向槽部54插入。由此,对于套筒40,在管材10向槽部54插入时槽部54与管材10的端面14、外周部以及内周部接触。
58.此外,如图1所示,套筒40的端面46与端面48之间的长度与接头主体22的凹部26的深度相等。即,套筒40的轴向的长度与接头主体22的凹部26的深度相等。由此,套筒40具有以下功能:在套筒40的端面48向接头主体22的凹部26插入而与端面26b接触时,套筒40的端面46与接头主体22的端面24a大致成为同一面。此外,套筒40的外周壁50和内周壁52具有能够将套筒40嵌合于接头主体22的槽部26c的尺寸。即,对于套筒40,在向接头主体22的凹部26插入时端面48、外周壁50及内周壁52与凹部26接触。
59.此外,套筒40在外周壁50的靠近端面48而不是靠近端面46的一侧的局部形成有沿径向贯通外周壁50的矩形状的窗部60。换言之,套筒40具有沿径向贯通外周壁50的位于槽部54的端面58附近的局部的窗部60。另外,窗部60优选具有在从径向观察窗部60时能够目视端面58的位置的大小。
60.如图5所示,套筒40通过在与套筒40大致相似的薄壁圆筒状的芯材62的表面涂覆热塑性树脂而形成。芯材62由铁等磁性体构成。即,套筒40是将磁性体作为芯材的热塑性树脂的涂覆品。此外,套筒40构成为包含磁性体的芯材62和热塑性树脂。作为形成套筒40的热塑性树脂,例如能够使用聚丁烯。此外,形成套筒40的热塑性树脂的熔点优选与形成管材10的热塑性树脂的熔点te和形成接头主体22的热塑性树脂的熔点中的任一者相同。此外,形成套筒40的热塑性树脂更优选为与管材10和接头主体22中的任一者相同的原材料。此外,形成套筒40的热塑性树脂进一步优选为与管材10和接头主体22这两者相同的原材料。在本实施方式中,形成套筒40的热塑性树脂是与形成管材10和接头主体22的热塑性树脂相同的树脂r。即,形成套筒40、管材10以及接头主体22的热塑性树脂的熔点为te。
61.在安装有套筒40的管材10插入接头主体22的凹部26时,在管材10的中空部朝向端部12侧流动的流体经过在管材10的端部12安装的套筒40的贯通孔42向接头主体22的孔部34流入。这样,套筒40具有连接接头主体22的孔部34和管材10的功能。
62.(管材的连接方法)
63.接着,说明使用本实施方式的接头20进行的管材10的连接方法的步骤。
64.(1)首先,将套筒40安装于管材10的端部12(第1插入工序)。具体而言,如图6a所示,将管材10的端部12向套筒40的槽部54插入,如图1和图6b所示,使管材10的端面14与套筒40的槽部54的端面58抵靠而接触。此时,作业人员通过目视管材10的外径部从套筒40的窗部60暴露的状况来确认管材10的端面14与套筒40的槽部54的端面58接触。
65.(2)接着,如图7a所示,将在第1插入工序中安装有套筒40的管材10向接头主体22
的凹部26插入,如图1和图7b所示,使套筒40的端面48与凹部26的端面26b抵靠而接触(第2插入工序)。此时,作业人员通过目视套筒40的端面46与接头主体22的端面24a大致成为同一面的状况来确认套筒40的端面48与接头主体22的凹部26的端面26b接触。
66.(3)接着,如图8和图9所示,在接头主体22的与套筒40在径向上重叠的外周部安装电磁感应加热部件70(安装工序),在该接头主体22的凹部26通过第2插入工序插入有安装有套筒40的管材10。
67.电磁感应加热部件70具有能够对在第2插入工序中插入有管材10且插入于接头主体22的套筒40进行电磁感应加热的结构。具体而言,电磁感应加热部件70是具有主体部72、以包围接头主体22的笔直部24的外周部的整周的方式夹持的夹持部74、以及操作夹持部74的开闭的操作部76的装置。电磁感应加热部件70具有通过使用操作部76使夹持部74开闭而能够相对于接头主体22装卸的功能。此外,电磁感应加热部件70还具有在夹持部74是闭状态时能够在被夹持部74夹着的空间产生磁场的功能。此外,电磁感应加热部件70具有通过在套筒40配置于被夹持部74夹着的空间的状态下产生磁场而对套筒40所包含的作为磁性体的芯材62进行电磁感应加热的功能。作为本实施方式的电磁感应加热部件70的具体例,能够举出watts公司制triton(注册商标)系统。
68.(4)当在安装工序中将电磁感应加热部件70安装于接头主体22之后,使用电磁感应加热部件70对安装于管材10且插入到接头主体22的凹部26的套筒40进行加热,使其熔接于管材10和接头主体22(熔接工序)。具体而言,通过使用电磁感应加热部件70对套筒40的芯材62以确定好的时间ti进行电磁感应加热,从而将套筒40与管材10的接触部和套筒40与接头主体22的接触部加热到温度te以上的温度。管材10、接头主体22以及与管材10和接头主体22接触的套筒40各自的接触面通过被加热到树脂r的熔点te以上的温度而成为熔解的状态。具体而言,管材10的端部12的端面14、外周部及内周部和套筒40的槽部54的端面58、外周部及内周部通过该加热而熔解。此外,接头主体22的槽部26c的端面26b、外周部及内周部和套筒40的端面48、外周壁50的凹部26侧的周面及内周壁52的槽部26c侧的周面通过该加热而熔解。
69.在从利用电磁感应加热部件70进行的加热开始并经过了确定好的时间ti之后,电磁感应加热部件70停止加热,管材10、接头主体22以及套筒40被冷却到比温度te低的温度。在电磁感应加热部件70的作用下与管材10和接头主体22的接触面熔解了的套筒40通过该冷却而与管材10和接头主体22熔接。
70.以上是使用本实施方式的接头20进行的管材10的连接方法的步骤。
71.(作用和效果)
72.接着,对本实施方式的接头20及使用接头20进行的管材10的连接方法的作用和效果进行说明。另外,在该说明中,在记载相对于实施方式而言的比较方式时,在使用与接头20和管材10相同的部件等的情况下,直接使用该部件等的附图标记和名称进行说明。
73.本实施方式的接头20包括套筒40,该套筒40具有与管材10的端面14抵靠而接触的、槽部54的端面58和与接头主体22的凹部26的端面26b抵靠而接触的端面48。比较本实施方式的接头20与以下所示的作为第1比较方式的接头120。
74.如图10a所示,比较方式的接头120是由树脂r形成的沿一个方向延伸的圆筒状的构件。如图10b所示,接头120具有在仅管材10的外周部与接头120的内周部接触的状态下热
熔接的结构。在该情况下,为了确认在热熔接时管材10充分地插入接头120,对向接头120插入的管材10进行以下剥脱加工:将在热熔接时向接头120插入的部分的外周部相对于其他的外周部略微地切削。进行了剥脱加工的管材10具有由向接头插入的部分的外周部和其他的外周部形成的台阶112。在使用接头120并为了连接多个管材10而将管材10热熔接于接头120时,作业人员通过目视由剥脱加工形成的台阶112来确认管材10充分地插入接头120。换言之,在仅管材10的外周部与接头120的内周部接触的状态下使管材10和接头120热熔接时,作业人员需要事先对管材10进行剥脱加工。
75.另一方面,本实施方式的接头20包括套筒40,该套筒40具有与管材10的端面14抵靠而接触的、槽部54的端面58和与接头主体22的凹部26的端面26b抵靠而接触的端面48。因此,在使用实施方式的接头20并为了将管材10热熔接于接头20而向接头20插入时,只要经由第1插入工序和第2插入工序即可。具体而言,在为了将管材10热熔接于接头20而向接头20插入时,只要以管材10的端面14与套筒40的槽部54的端面58接触的方式将管材10向套筒40插入即可。此外,在为了将管材10热熔接于接头20而向接头20插入时,只要以插入有管材10的套筒40的端面48与接头主体22的凹部26的端面26b接触的方式将该套筒40向接头主体22插入即可。即,在使用实施方式的接头20进行的管材10的连接方法中,不需要管材10的剥脱作业。因此,本实施方式的接头20与在仅多个树脂制的管材10各自的外周部与接头的内周部接触的状态下连接该多个管材10的结构相比能够简化管材10的连接作业。
76.此外,使用本实施方式的接头20进行的管材10的连接方法与在仅多个树脂制的管材10各自的外周部与接头的内周部接触的状态下连接该多个管材10的情况相比能够简化管材10与接头20的熔接作业和连接作业。
77.此外,在本实施方式的接头20中,管材10、接头主体22以及套筒40由作为热塑性树脂的树脂r形成。因此,本实施方式的接头20通过将管材10、接头主体22以及套筒40加热到树脂r的熔点te以上的温度,从而能够使管材10、接头主体22以及套筒40熔接。
78.此外,在本实施方式的接头20中,套筒40构成为包含作为磁性体的芯材62。因此,在本实施方式的接头20中,能够对套筒40进行电磁感应加热。
79.此外,本实施方式的接头20具有套筒40为通过在磁性体的芯材62的表面涂覆树脂r而形成的、热塑性树脂的涂覆品的结构。即,本实施方式的接头20具有套筒40将芯材62作为磁性体的结构。因此,与套筒由含有磁性体的粉末的热塑性树脂成形的结构相比,接头20易于通过电磁感应而被加热。因此,本实施方式的接头20在能够对套筒40进行电磁感应加热的结构上,与套筒由含有磁性粉末的热塑性树脂成形的结构相比,能够缩短通过电磁感应加热对套筒40的加热时间。
80.此外,本实施方式的接头20具有沿径向贯通外周壁50的位于套筒40的槽部54的端面58附近的局部的窗部60。因此,本实施方式的接头20能够通过目视窗部60来确认管材10相对于套筒40的插入状态。
81.此外,在本实施方式的接头20中,套筒40还与插入到套筒40的管材10的内周部和外周部中的至少一者接触。因此,本实施方式的接头20与套筒40仅与插入到套筒40的管材10的端面14接触的结构相比,能够提高套筒40与管材10之间的密封性。
82.此外,本实施方式的接头20具有这样的结构:具有形成于接头主体22的圆筒状的槽部26c和形成于套筒40的圆筒状的槽部54,套筒40的内周壁52与接头主体22的凹部26的
槽部26c接触。比较本实施方式的接头20与以下所示的作为第2比较方式的接头200。
83.如图11a、图11b所示,第2比较方式的接头200包括接头主体222和套筒240来替代实施方式的接头主体22和套筒40。第2比较方式的接头主体222具有与实施方式的凹部26相比未形成突出部28的凹部226。即,第2比较方式的接头主体222不具有与实施方式的槽部26c相当的结构。此外,第2比较方式的套筒240不具有与实施方式的套筒40的内周壁52相当的结构。即,第2比较方式的套筒240具有圆柱状的凹部254来替代实施方式的槽部54。因此,在第2比较方式的套筒240中,仅外周壁50和端壁40a与供套筒240插入的接头主体222的凹部226接触。此外,套筒240与向套筒240的凹部254插入的管材10的内周部不接触。换言之,套筒240仅与向套筒240的凹部254插入的管材10的端部12的外周部和端面14接触。除了以上的点以外,第2比较方式的接头200设为与实施方式的接头20相同的结构。
84.在第2比较方式的套筒240中,仅外周壁50和端壁40a与供套筒240插入的接头主体222的凹部226接触。另一方面,在实施方式的接头20中,套筒40的内周壁52与接头主体22的形成槽部26c的突出部28接触。因此,实施方式的接头20与第2比较方式的接头200相比,套筒40与接头主体22的接触面积较大。因此,本实施方式的接头20与供套筒40插入的接头主体的被插入部是圆柱状的凹部的结构相比,能够提高接头主体22与套筒40之间的密封性。另外,前述的第2比较方式的接头200包含在本发明的技术思想中。
85.像以上那样,详细地说明了本发明的实施方式,但本发明并不限定于上述的实施方式,能够在本发明的技术思想的范围内进行各种变形、变更、改良。
86.例如,实施方式的套筒40是通过在磁性体的芯材62的表面涂覆树脂r而形成的、热塑性树脂的涂覆品。但是,作为本发明的连接部的一例的套筒,只要能够被电磁感应加热,就并不限定于热塑性树脂的涂覆品。例如,本发明的套筒也可以具有使用含有铁等磁性体的粉末的热塑性树脂通过注射成型等而成形的结构。即,本发明的连接部也可以是含有磁性体的粉末的热塑性树脂的成形品。本发明的连接部具有该结构的接头与连接部具有磁性体的芯材的结构相比,能够容易地形成连接部。另外,在该结构中,热塑性树脂也可以含有多种磁性体的粉末。例如,含有磁性体的粉末的热塑性树脂也可以含有易于磁化的粉末和导热系数较高的粉末这两种粉末。
87.此外,实施方式的接头20连接两个管材10。但是,本发明的接头也可以具有连接3个以上管材10的结构。
88.此外,实施方式的接头主体22弯曲成字母l形状。但是,本发明的接头的接头主体并不限定于弯曲成字母l形状,也可以具有沿一个方向延伸的结构。
89.此外,在使用实施方式的接头20进行的管材10的连接方法中,在套筒40的电磁感应加热的步骤中使用电磁感应加热部件70,该电磁感应加热部件70具有夹持接头主体22的笔直部24的夹持部74。但是,在本发明的管材10的连接方法中,只要能够对套筒40进行电磁感应加热,电磁感应加热部件就不限定于使用具有夹持部74的电磁感应加热部件70。例如,本发明的电磁感应加热手段也可以是在能够包围接头主体22整体的线圈的内侧配置插入有套筒40的接头主体22而在线圈的内侧产生磁场的方法,在该套筒40插入有管材10。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1