焊缝高品质焊接的高频焊管的制作方法
1.本实用新型涉及焊管领域,特别是涉及一种焊缝高品质焊接的高频焊管。
背景技术:
2.焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
技术实现要素:
3.本实用新型主要解决的技术问题是提供一种焊缝高品质焊接的高频焊管,能够提升焊管品质,焊缝拥有超强固定能力,让焊管具备良好强度。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种焊缝高品质焊接的高频焊管,包括焊管本体,所述焊管本体为圆形或者方形,所述焊管本体一端开设有焊缝,所述焊缝之间的焊管边缘内侧壁上向内凹陷开设多个填充孔,所述填充孔向所述焊管边缘内侧壁内凹陷,所述填充孔外侧孔口为圆形孔,所述填充孔内侧凹槽底面上还开设有穿透孔。
5.在本实用新型一个较佳实施例中,所述填充孔向所述焊管边缘内侧壁内凹陷2mm-5mm。
6.在本实用新型一个较佳实施例中,所述填充孔内凹体非半圆球状。
7.本实用新型的有益效果是:本实用新型能够提升焊管品质,焊缝拥有超强固定能力,让焊管具备良好强度。
附图说明
8.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
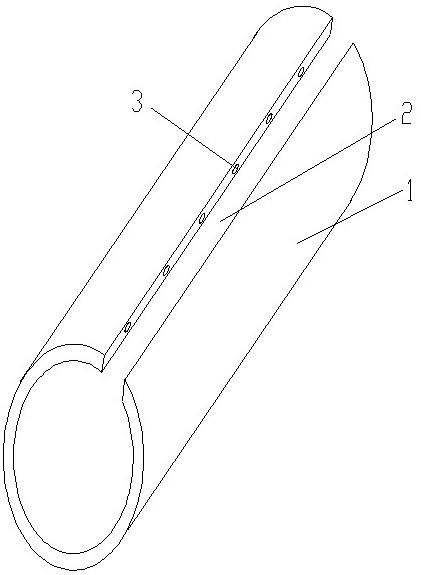
9.图1是本实用新型焊缝高品质焊接的高频焊管一较佳实施例的结构示意图;
10.附图中各部件的标记如下: 1、焊管本体; 2、焊缝; 3、填充孔。
具体实施方式
11.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
12.请参阅图1,本实用新型实施例包括:
13.一种焊缝高品质焊接的高频焊管,包括焊管本体1,所述焊管本体1为圆形或者方形,所述焊管本体1一端开设有焊缝2,所述焊缝2之间的焊管边缘内侧壁上向内凹陷开设多个填充孔3,所述填充孔3向所述焊管边缘内侧壁内凹陷,所述填充孔3外侧孔口为圆形孔,所述填充孔3内侧凹槽底面上还开设有穿透孔。
14.另外,所述填充孔3向所述焊管边缘内侧壁内凹陷2mm-5mm。
15.另外,所述填充孔3内凹体非半圆球状。
16.本实用新型的工作原理为焊管本体1为圆形或者方形,焊管本体1一端开设有焊缝2,焊缝2之间的焊管边缘内侧壁上向内凹陷开设多个填充孔3,填充孔3向焊管边缘内侧壁内凹陷,填充孔3外侧孔口为圆形孔,填充孔3内侧凹槽底面上还开设有穿透孔,填充孔3向所述焊管边缘内侧壁内凹陷2mm-5mm,填充孔3内凹体非半圆球状,焊管本体1具备良好品质,焊缝2拥有超强固定能力,让焊管本体1具备良好强度。
17.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种焊缝高品质焊接的高频焊管,包括焊管本体,其特征在于,所述焊管本体为圆形或者方形,所述焊管本体一端开设有焊缝,所述焊缝之间的焊管边缘内侧壁上向内凹陷开设多个填充孔,所述填充孔向所述焊管边缘内侧壁内凹陷,所述填充孔外侧孔口为圆形孔,所述填充孔内侧凹槽底面上还开设有穿透孔。2.根据权利要求1所述的焊缝高品质焊接的高频焊管,其特征在于,所述填充孔向所述焊管边缘内侧壁内凹陷2mm-5mm。3.根据权利要求1所述的焊缝高品质焊接的高频焊管,其特征在于,所述填充孔内凹体非半圆球状。
技术总结
本实用新型公开了一种焊缝高品质焊接的高频焊管,包括焊管本体,所述焊管本体为圆形或者方形,所述焊管本体一端开设有焊缝,所述焊缝之间的焊管边缘内侧壁上向内凹陷开设多个填充孔,所述填充孔向所述焊管边缘内侧壁内凹陷,所述填充孔外侧孔口为圆形孔,所述填充孔内侧凹槽底面上还开设有穿透孔。通过上述方式,本实用新型能够提升焊管品质,焊缝拥有超强固定能力,让焊管具备良好强度。让焊管具备良好强度。让焊管具备良好强度。
技术研发人员:徐晓明 堵佳音
受保护的技术使用者:无锡高源奕舜金属制品有限公司
技术研发日:2022.04.12
技术公布日:2022/7/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1