一种砂型铸造用涂料密度的在线检测与控制设备的制作方法
1.本发明涉及铸造生产领域,尤其是一种砂型铸造涂料密度的自动监测与控制设备。
背景技术:
2.铸造涂料是指用来涂敷在型腔或砂芯间表面,以改变其表面耐火度、化学稳定性、抗金属冲刷性、抗粘砂性等性能的铸造辅助材料。生产过程中将铸造涂料贮存于涂料槽对砂芯进行浸涂的过程中,涂料会越用越干,即其密度会随使用逐渐升高,造成砂芯浸涂效果变化,导致铸件表面或内部缺陷发生。因而铸造涂料密度是砂型铸造生产中的重要过程特性,需要对其进行定期检测和调整。
3.按《jb/t9226
‑
2008 砂型铸造用涂料》规定,铸造涂料密度的检测方法是用感量为0.001g的天平称量100ml涂料质量的方法得到;现生产也可采用固定体积的涂料杯盛装涂料,用感量为0.001g的天平称量其质量得到。这种方法可称之为体积
‑
质量法,适合在实验室进行,其不足是密度值需要计算,操作较复杂,检测频次不能过高。
4.铸造涂料密度的现场检测常使用波美度法,即使用波美度计进行,但波美度受涂料粘度的影响,波美度计插入涂料过快,检测失败;插入过慢,计数不准。而且波美度与密度不是同一概念,现场检测与实验室检测数据不一致,会给现场操作人员带来混乱。
5.利用重锤在液体中所受的浮力来计算液体密度的方法可称之为悬锤浮力法,这种方法随着力值传感器的进步近年来应用较多。申请公开(公告)号为cn105067481a,公开(公告)日为2015年11月18日的发明专利申请《数字式泥浆比重测试仪及测试方法》(已授权);申请公开(公告)号为cn108872010a,公开(公告)日为2018年11月23日的发明专利申请《一种自动称量式数显液体密度计装置及其密度检测方法》;申请公开(公告)号为cn109470597a,公开(公告)日为2019年03月15日的发明专利申请《悬锤称重式液体密度计》,均属这类应用。但上述专利或专利申请所述的方法得到的都是液体的“比重”,而并不是液体的“密度”,对于铸造涂料这类浆性悬浊液,用浮力法测得的比重值与实验室按体积
‑
质量法测得的密度值不一致,同样会给现场操作人员带来混乱。
6.更为重要的是,上述各种方法解决的都只是涂料密度的检测问题,而对于涂料密度的合格性、稳定性判定和密度调整只能依靠操作者人工进行。
技术实现要素:
7.本发明的目的是克服生产车间铸造涂料密度检测与过程控制是两个独立过程,检测频次不高,过程监测滞后等不足,提供一种砂型铸造涂料密度的自动监测与控制设备,便于在生产现场在线、自动进行的砂型铸造涂料密度的自动监测与控制小型设备。
8.为了解决上述技术问题,本发明的技术解决方案是:一种砂型铸造用涂料密度的在线检测与控制设备,由力值测量模块、智能处理器、辅助模块、软件模块、密度调整模块组成,所述力值测量模块包括传感器支架、力值传感器、挂钩砝码、信号变送器,所述力值传感
器采用小量程微型电子拉压传感器; 所述挂钩砝码质量为200.000g,体积用4℃下浮力法测定;所述信号变送器与力值传感器的连接,将力值传感器的输出电信号转换为数字信号,二者配合测力灵敏度≤5
×
10
‑
5n,以rs232或rs485格式传送;所述挂钩砝码与所述力值传感器使用轻质柔性缆线相连,挂钩砝码悬挂下力值传感器上,对力值传感器施加拉力。
9.所述智能处理器配有rs232或rs485通讯口,与信号变送器的通讯格式一致,智能处理器为嵌入式开发板,并连接显示器和操作键盘,智能处理器的供电电压与力值传感器和信号变送器一致;
10.所述辅助模块包括工业开关电源、可充电电池组、仪表盒,所述工业电源用于为力值传感器、信号变送器和智能处理器供电,其输出电压满足力值传感器、信号变送器和智能处理器需要;所述可充电电池组输出电压与力值传感器、信号变送器和智能处理器所需电压一致。
11.对上述技术方案的改进:所述机罩用于安装工业开关电源、可充电电池组、传感器支架及力值传感器、信号变送器及智能处理器,机罩防尘等级达到ip65以上。
12.对上述技术方案的进一步改进:所述智能处理器配有usb接口,配备有以太网口。
13.与现有技术相比,本发明的有益效果为:
14.1、本发明一种砂型铸造涂料密度的自动监测与控制设备,具有在生产过程中对铸造涂料进行密度自动检测、自动分析判断、自动调整的功能。
15.2、本发明一种砂型铸造涂料密度的自动监测与控制设备,只需将砝码在悬挂状态下浸没于涂料即可实现涂料密度的测量与示值,测量操作简单快速,测试结果与实验室专门检验的结果一致。
16.3、本发明一种砂型铸造涂料密度的自动监测与控制设备主要元器件均可通过市售得到,智能处理器使用嵌入式开发板可安装运行自编程序,自带触摸显示屏,无需进行专用仪表的设计、制造,便于铸造厂技术人员自行开发。
附图说明
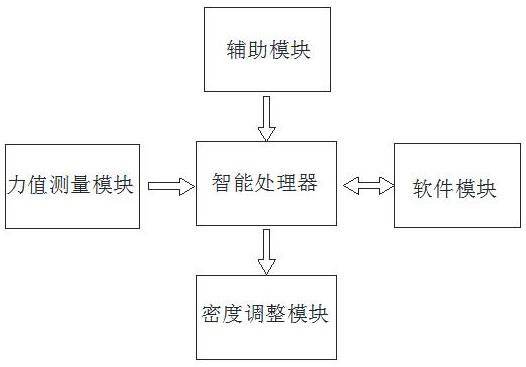
17.图1是本发明中解决方案构成模块示意图。
18.图2是本发明中主要组成器件及连接示意图。
19.图中:1、挂钩砝码,2、连接丝线,3、工业开关电源,4、电子力值传感器,5、数字变送器,6、仪表盒,7、智能处理器及软件,8、plc控制器,9、水管,10、电磁控制阀,11、涂料槽及涂料,12、分隔槽。
具体实施方式
20.本发明所述的一种砂型铸造用涂料密度的在线检测与控制设备,其工作原理是:利用数字力值传感器测量的便利性,测量悬锤在液体中受到的浮力,来检测砂型铸造用涂料的比重;建立涂料比重
‑
密度的对应关系,将涂料比重换算并显示为涂料密度;利用小型智能控制器的数据处理功能,对检测得到的涂料密度进行合格性判断;应用统计过程控制(spc)技术,对涂料密度的过程稳定性进行分析判断;对于密度不合格或过程不稳定的涂料,计算所需的加水时间,向plc控制单元输出信号,向涂料槽内加入计算量的水,实现涂料槽内涂料密度的自动调整。
21.如图1所示,本发明所述的一种砂型铸造用涂料密度的在线检测与控制设备,包括:力值测量模块、智能处理器、辅助模块、软件模块和密度调整模块。
22.1 .力值测量模块:
23.所述力值测量模块包括传感器支架、力值传感器、挂钩砝码、信号变送器。
24.1.1 所述支架为“几”字形,用于安装力值传感器,并将其固定于仪表盒。
25.1.2 所述力值传感器采用小量程(500g)微型电子拉压传感器。
26.1.3 所述挂钩砝码质量为200.000g,体积用4℃下浮力法测定。
27.1.4 所述信号变送器与力值传感器的连接,将力值传感器的输出电信号转换为数字信号,二者配合测力灵敏度≤5
×
10
‑5n(0.005gf),以rs232或rs485格式传送。
28.1.5 所述挂钩砝码与所述力值传感器使用轻质柔性缆线相连,挂钩砝码悬挂下力值传感器上,对力值传感器施加拉力而不是压力。
29.2.智能处理器:
30.所述智能处理器配有rs232或rs485通讯口,与信号变送器的通讯格式一致。智能处理器为嵌入式开发板arm9以上版本或其它具有类似功能的开发板,配150mm以下触摸显示屏,输入通软键盘进行,避免开发二次仪表,便于实现仪器的小型化、紧凑化。智能处理器的供电电压与力值传感器和信号变送器一致。
31.所述智能处理器应另配有1个以上的通讯口,供输出控制信号及接入其它信号如数字温度传感器信号等。
32.所述智能处理器应配usb接口,便于检验数据的拷贝;配备以太网口,便于实现将仪器联接入局域网。
33.3.辅助模块:
34.所述辅助模块包括工业开关电源、可充电电池组、仪表盒等。
35.3.1 所述工业电源用于为力值传感器、信号变送器和智能处理器供电,其输出电压满足力值传感器、信号变送器和智能处理器需要。
36.3.2 所述可充电电池组输出电压与力值传感器、信号变送器和智能处理器所需电压一致,具有电池充满保护功能,市售可充电电池组具备此功能。
37.3.3 所述机罩用于安装工业开关电源、可充电电池组、传感器支架及力值传感器、信号变送器及智能处理器,机罩防尘等级达到ip65以上,以克服铸造车间粉尘量大的缺陷。
38.4.密度调整模块:
39.所述密度调整模块包括plc控制器、电磁阀门和供水管道构成。
40.根据spc差异准则,若涂料密度合格且稳定,且不对涂料作任何调整;若涂料密度不合格或不稳定,则由智能处理器计算将涂料密度调整至控制中心线所需的加水时间,由通讯口向plc输出信号,plc控制器控制电磁阀开启时间,向涂料池中加入清水,由涂料槽自带的搅拌装置对涂料搅拌均匀。
41.涂料槽中加入清水后, 经过搅拌, 2分钟后自动检测涂料密度,以确认涂料密度调整合格。
42.密度调整模块是否运行可由操作人员设定。手动或自动检测结果均可用于密度调整,手动检测方式可用涂料名作为区别,对多个plc发送控制信号,实现1台检测仪控制多个涂料池;自动检测方式则只能实现一对一的控制。
43.实施例1:
44.在涂料池上方1.0mm左右设置一个支架,将砂型铸造涂料密度的自动监测与控制设备安装于支架上,以轻质丝丝连接砝码与力值传感器,丝线长度保证砝码可浸没于涂料表面10cm以下。在涂料槽边缘设置一底部及一侧与涂料池相通的分隔槽,以减小涂料流动的对测量的影响,见图2示意。选择自动测量模式,设定密度调整自动进行,设定检测时间间隔,按
ꢀ“
记录”钮开始,此后每到规定时间,仪器自动测量一次,并自动记录。每次测量后对测量结果进行合格性和过程稳定性判断,以不同样式的字体/数据点显示。如果判断需对涂料密度进行调整,则控制加水电磁阀向涂料池中加入清水,使涂料密度达到控制中心值。
45.实施例2:
46.在涂料池附近设置一个1.5m左右的无底板支架,将砂型铸造用浆性涂料密度在线检测仪器安装于支架上,砝码悬挂于仪器下方30cm
‑
50cm处,选择手动测量模式,设定密度调整自动进行,取一杯涂料,举升其高度至涂料将砝码浸没,待仪器示值稳定,即为测得的涂料密度。按“记录“钮,对测量结果进行合格性和过程稳定性判断,并以不同样式的字体/数据点显示。如果判断需对涂料密度进行调整,则控制加水电磁阀向涂料池中加入清水,使涂料密度达到控制中心值。取出砝码擦拭干净,准备下次检测。
47.实施例3:
48.在涂料池附近设置一个1.5m左右的无底板支架,将砂型铸造用浆性涂料密度在线检测仪器安装于支架上,砝码悬挂于仪器下方30cm
‑
50cm处,选择手动测量模式,设定密度调整不进行,取一杯涂料,举升其高度至涂料将砝码浸没,待仪器示值稳定,即为测得的涂料密度。按“记录“钮,对测量结果进行合格性和过程稳定性判断,并以不同样式的字体/数据点显示。取出砝码擦拭干净,准备下次检测。
49.以上所述仅为本发明的较佳实施方式,本发明的保护范围并不以上述实施方式为限,但凡本领域普通技术人员根据本发明所揭示内容所作的等效修饰或变化,皆应纳入权利要求书中记载的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1