一种X095A径向游隙测量仪的固定工装的制作方法
一种x095a径向游隙测量仪的固定工装
技术领域
[0001]
本发明涉及轴承径向游隙测量技术领域,具体涉及一种x095a径向游隙测量仪的固定工装。
背景技术:
[0002]
滚动轴承径向游隙,依据《gb/t307.2滚动轴承测量和检验的原则及方法》进行测量,国内轴承行业常使用的径向游隙测量仪为x093、x094、x095a。其中x095a径向游隙测量仪被广泛使用,它具有测量精度高、测量效率高,使用方便等优点,不足之处就是不同的规格轴承需要设计不同的测量工装,由于工装设计没有统一的设计规范,测量工装结构出现多样化,没有统一的结构样式,轴颈配合公差也没有规律性,当芯轴结构样式和配合公差设计不合理时,对轴承径向游隙的测量的准确性产生一定的影响。
[0003]
综上所述,现有的x095a径向游隙测量仪中没有通用的固定工装,在对不同规格的轴承进行测量时,必须针对被测量的轴承进行固定工装的设计,导致通用性较差,并且费时费力,工作效率较低,当固定工装设计不合理时,导致出现一定的测量误差,测量的精度降低的问题。
技术实现要素:
[0004]
本发明为解决现有的x095a径向游隙测量仪中没有通用的固定工装,在对不同规格的轴承进行测量时,必须针对被测量的轴承进行固定工装的设计,导致通用性较差,并且费时费力,工作效率较低,当固定工装设计不合理时,导致出现一定的测量误差,测量的精度降低的问题,而提出一种x095a径向游隙测量仪的固定工装。
[0005]
本发明的一种x095a径向游隙测量仪的固定工装,其组成包括芯轴、定位环和连接轴段;芯轴的一端与连接轴段的一端固定连接,连接轴段的另一端与x095a径向游隙测量仪的工装安装接口连接,芯轴上套设有定位环,且定位环圆周外表面上设有螺纹孔,螺纹孔内部设有锁紧螺钉;
[0006]
进一步的,所述的定位环的端面上设有凸台;
[0007]
进一步的,所述的一种x095a径向游隙测量仪的固定工装还包括挡板,芯轴的另一端穿过挡板,挡板的端面与定位环的凸台端面接触;
[0008]
进一步的,所述的芯轴的直径为8mm~200mm;
[0009]
进一步的,所述的芯轴采用的材料为gcr15;
[0010]
进一步的,所述的定位环的宽度为10mm~15mm;
[0011]
进一步的,所述的挡板的厚度为4mm~6mm;
[0012]
进一步的,对向心球轴承进行径向游隙测量时;
[0013]
将测量芯轴安装在仪器测量工位上用螺钉固紧,在芯轴上安装一个定位环对轴承内圈进行限位,然后将向心球轴承安装在芯轴上,在调整定位环的位置,轴承内圈端面接触定位环台阶一侧端面,轴承外圈处于立式自由状态,测量表点和测量载荷压在轴承外径表
面上并指向沟道中心位置,这时将定位环固紧,轴承内孔表面始终与仪器上的消隙钩接触,此时轴承内圈和测量仪表为相对的固定状态,测量载荷f大小按照设计要求进行调整,按下测量按钮开始测量,仪器上下载荷压块交替施加径向载荷,测量仪表摆动的范围值就是径向游隙,转动轴承外圈等分120
°
重复测量三个位置,三点径向游隙算术平均值为径向游隙实际测量值;
[0014]
在对圆柱滚子轴承进行径向游隙测量时;
[0015]
将测量芯轴安装在仪器测量工位上用螺钉固紧,测量圆柱滚子轴承径向游隙时,在芯轴上安装一个定位环和限位挡板,对轴承外圈和内圈同时进行限位,以防止外圈或内圈发生轴向串动,然后将轴承按图示位置安装在芯轴上,测量表点和测量载荷压在轴承外径表面上并指向沟道中心位置,这时将定位环固紧,轴承内孔表面始终与仪器上的消隙钩接触,此时轴承内圈和测量仪表为相对的固定状态,测量载荷大小按照设计要求进行调整,按下测量按钮开始测量,仪器上下载荷压块交替施加径向载荷,测量仪表摆动的范围值就是径向游隙,转动轴承外圈等分120
°
重复测量三个位置,三点径向游隙算术平均为径向游隙实际测量值。
[0016]
本发明与现有技术相比具有以下有益效果:
[0017]
一、本发明克服了现有技术的缺点,采用芯轴的一端与连接轴段的一端固定连接,连接轴段的另一端与x095a径向游隙测量仪的工装安装接口连接,芯轴上套设有定位环,且定位环圆周外表面上设有螺纹孔,螺纹孔内部设有锁紧螺钉,此种结构适用于不同规格的轴承,提高装置的通用性,并且将轴承穿过芯轴就可进行测量,省时省力,提高工作效率。
[0018]
二、本发明克服了现有技术的缺点,采用芯轴上套装有定位环和挡板,对被测轴承进行径向定位,避免在测量时轴承出现径向的窜动,减小测量误差,提高x095a径向游隙测量仪的测量精度。
[0019]
三、本发明操作简单,适用范围较广。
附图说明
[0020]
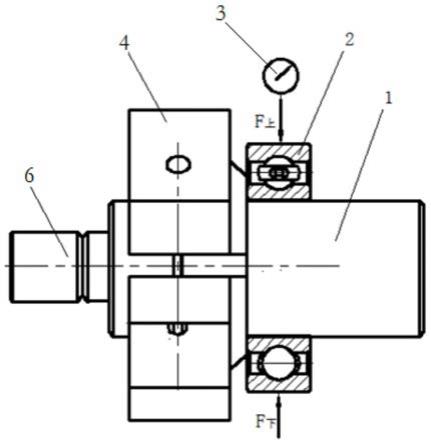
图1是本发明所述的一种x095a径向游隙测量仪的固定工装测量对向心球轴承进行径向游隙测量的原理图;
[0021]
图2是本发明所述的一种x095a径向游隙测量仪的固定工装测量对圆柱滚子轴承进行径向游隙测量的原理图;
[0022]
图3是本发明所述的一种x095a径向游隙测量仪的固定工装测量中芯轴直径为8至15mm的剖视图;
[0023]
图4是本发明所述的一种x095a径向游隙测量仪的固定工装测量中直径为8至15mm芯轴的a-a放大图;
[0024]
图5是本发明所述的一种x095a径向游隙测量仪的固定工装测量中直径为8至15mm芯轴的b-b剖视图;
[0025]
图6是本发明所述的一种x095a径向游隙测量仪的固定工装测量中直径为8至15mm芯轴的c-c剖视图;
[0026]
图7是本发明所述的一种x095a径向游隙测量仪的固定工装测量中芯轴直径为17至30mm的剖视图;
[0027]
图8是本发明所述的一种x095a径向游隙测量仪的固定工装测量中直径为17至30mm芯轴的d-d剖视图;
[0028]
图9是本发明所述的一种x095a径向游隙测量仪的固定工装测量中直径为17至30mm芯轴的e-e剖视图;
[0029]
图10是本发明所述的一种x095a径向游隙测量仪的固定工装测量中芯轴直径为32至70mm的剖视图;
[0030]
图11是本发明所述的一种x095a径向游隙测量仪的固定工装测量中直径为32至70mm芯轴的f-f剖视图;
[0031]
图12是本发明所述的一种x095a径向游隙测量仪的固定工装测量中芯轴直径为70至200mm的剖视图;
[0032]
图13是本发明所述的一种x095a径向游隙测量仪的固定工装测量中芯轴直径为70至200mm的侧视图;
[0033]
图14是本发明所述的一种x095a径向游隙测量仪的固定工装测量中定位环的正视图;
[0034]
图15是本发明所述的一种x095a径向游隙测量仪的固定工装测量中定位环的侧视图;
[0035]
图16是是本发明所述的一种x095a径向游隙测量仪的固定工装测量中挡板的剖视图。
具体实施方式
[0036]
具体实施方式一:结合图1说明本实施方式,本实施方式所述的一种x095a径向游隙测量仪的固定工装包括芯轴1、定位环4和连接轴段6;芯轴1的一端与连接轴段6的一端固定连接,连接轴段6的另一端与x095a径向游隙测量仪的工装安装接口连接,芯轴1上套设有定位环4,且定位环4圆周外表面上设有螺纹孔,螺纹孔内部设有锁紧螺钉;
[0037]
本具体实施方式,对向心球轴承2进行径向游隙测量时;
[0038]
将测量芯轴1安装在仪器测量工位上用螺钉固紧,在芯轴上安装一个定位环4对轴承内圈进行限位,然后将向心球轴承2安装在芯轴上,在调整定位环4的位置,轴承内圈端面接触定位环台阶一侧端面,轴承外圈处于立式自由状态,测量表点和测量载荷压在轴承外径表面上并指向沟道中心位置,这时将定位环4固紧,轴承内孔表面始终与仪器上的消隙钩接触,此时轴承内圈和测量仪表3为相对的固定状态,测量载荷f大小按照设计要求进行调整,按下测量按钮开始测量,仪器上下载荷压块交替施加径向载荷,测量仪表摆动的范围值就是径向游隙,转动轴承外圈等分120
°
重复测量三个位置,三点径向游隙算术平均值为径向游隙实际测量值。
[0039]
具体实施方式二:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的固定工装的进一步的限定,本实施方式所述的一种x095a径向游隙测量仪的固定工装,所述的定位环4的端面上设有凸台;
[0040]
本具体实施方式,采用定位环4得端面上设有凸台,避免在测量时轴承出现径向的窜动,减小测量误差,提高x095a径向游隙测量仪的测量精度。
[0041]
具体实施方式三:结合图2说明本实施方式,本实施方式是对具体实施方式一所述
的固定工装的进一步的限定,本实施方式所述的一种x095a径向游隙测量仪的固定工装,还包括挡板5,芯轴1的另一端穿过挡板5,挡板5的端面与定位环4的凸台端面接触;
[0042]
本具体实施方式,在对圆柱滚子轴承7进行径向游隙测量时;
[0043]
将测量芯轴1安装在仪器测量工位上用螺钉固紧,测量圆柱滚子轴承7径向游隙时,在芯轴上安装一个定位环4和限位挡板5,对轴承外圈和内圈同时进行限位,以防止外圈或内圈发生轴向串动,然后将轴承按图示位置安装在芯轴1上,测量表点和测量载荷压在轴承外径表面上并指向沟道中心位置,这时将定位环4固紧,轴承内孔表面始终与仪器上的消隙钩接触,此时轴承内圈和测量仪表3为相对的固定状态,测量载荷大小按照设计要求进行调整,按下测量按钮开始测量,仪器上下载荷压块交替施加径向载荷,测量仪表摆动的范围值就是径向游隙,转动轴承外圈等分120
°
重复测量三个位置,三点径向游隙算术平均为径向游隙实际测量值。
[0044]
具体实施方式四:结合图1说明本实施方式,本实施方式是对具体实施方式三所述的固定工装的进一步的限定,本实施方式所述的一种x095a径向游隙测量仪的固定工装,所述的芯轴1的直径为8mm~200mm。
[0045]
具体实施方式五:结合图1说明本实施方式,本实施方式是对具体实施方式四所述的固定工装的进一步的限定,本实施方式所述的一种x095a径向游隙测量仪的固定工装,所述的芯轴1采用的材料为gcr15;
[0046]
本具体实施方式,采用芯轴1采用的材料为gcr15,此种材料耐用度较高,提高装置的使用寿命。
[0047]
具体实施方式六:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的固定工装的进一步的限定,本实施方式所述的一种x095a径向游隙测量仪的固定工装,所述的定位环4的宽度为10mm~15mm。
[0048]
具体实施方式七:结合图1说明本实施方式,本实施方式是对具体实施方式三所述的固定工装的进一步的限定,本实施方式所述的一种x095a径向游隙测量仪的固定工装,所述的挡板5的厚度为4mm~6mm。
[0049]
具体实施方式八:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的固定工装的进一步的限定,本实施方式所述的一种x095a径向游隙测量仪的固定工装,所述的芯轴1的规格尺寸明细表;具体表格如下:
[0050]
[0051]
[0052][0053]
d―芯轴轴颈直径尺寸;
[0054]
d1―芯轴轴肩直径尺寸;
[0055]
d2―越程槽底径尺寸;
[0056]
d3―空心轴内径尺寸;
[0057]
d4―减重孔直径尺寸;
[0058]
d5―减重孔分布中心圆直径尺寸;
[0059]
d6―芯轴与仪器芯轴底座连接配合的接口尺寸;
[0060]
l―芯轴总长度;
[0061]
l1―通过中心的轴颈母线至消隙钩槽底面的垂直距离;
[0062]
l2―消隙沟槽宽度;
[0063]
l3―空心芯轴深度;
[0064]
a―越程槽位置尺寸;
[0065]
b―越程槽宽度尺寸;
[0066]
c―芯轴倒角尺寸。
[0067]
具体实施方式九:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的固定工装的进一步的限定,本实施方式所述的一种x095a径向游隙测量仪的固定工装,所述的定位环4的规格尺寸明细表;具体表格如下:
[0068]
[0069][0070]
d―定位环内孔尺寸;
[0071]
d1―定位环外径尺寸;
[0072]
d2―定位环台阶尺寸;
[0073]
d3―沉孔直径尺寸;
[0074]
d4―螺纹孔尺寸;
[0075]
l1―螺纹孔中心至定位环中心距离;l2―外环切面至定位环中心垂直距离;l3―弹性弓宽度尺寸;
[0076]
l4―定位环总厚度;
[0077]
a―定位环开口尺寸;
[0078]
b―台肩厚度尺寸。
[0079]
工作原理
[0080]
对向心球轴承2进行径向游隙测量时;
[0081]
将测量芯轴1安装在仪器测量工位上用螺钉固紧,在芯轴上安装一个定位环4对轴承内圈进行限位,然后将向心球轴承2安装在芯轴上,在调整定位环4的位置,将定位环4调整到合适位置时,通过拧紧锁定螺钉将定位环4固定在芯轴1上,轴承内圈端面接触定位环
台阶一侧端面,轴承外圈处于立式自由状态,测量表点和测量载荷压在轴承外径表面上并指向沟道中心位置,这时将定位环4固紧,轴承内孔表面始终与仪器上的消隙钩接触,此时轴承内圈和测量仪表3为相对的固定状态,测量载荷f大小按照设计要求进行调整,按下测量按钮开始测量,仪器上下载荷压块交替施加径向载荷,测量仪表摆动的范围值就是径向游隙,转动轴承外圈等分120
°
重复测量三个位置,三点径向游隙算术平均值为径向游隙实际测量值;
[0082]
在对圆柱滚子轴承7进行径向游隙测量时;
[0083]
将测量芯轴1安装在仪器测量工位上用螺钉固紧,测量圆柱滚子轴承7径向游隙时,在芯轴上安装一个定位环4和限位挡板5,在调整定位环4的位置,将定位环4调整到合适位置时,通过拧紧锁定螺钉将定位环4固定在芯轴1上,对轴承外圈和内圈同时进行限位,以防止外圈或内圈发生轴向串动,然后将轴承按图示位置安装在芯轴1上,测量表点和测量载荷压在轴承外径表面上并指向沟道中心位置,这时将定位环4固紧,轴承内孔表面始终与仪器上的消隙钩接触,此时轴承内圈和测量仪表3为相对的固定状态,测量载荷大小按照设计要求进行调整,按下测量按钮开始测量,仪器上下载荷压块交替施加径向载荷,测量仪表摆动的范围值就是径向游隙,转动轴承外圈等分120
°
重复测量三个位置,三点径向游隙算术平均为径向游隙实际测量值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1