基于织物布面状态实时提示针织机状态的圆针织机的制作方法
1.本发明涉及一种可判断针织机状态的圆针织机,具体指一种基于织物布面状态实时提示针织机状态的圆针织机。
背景技术:
2.圆针织机的针织质量即等织物的布面状态是否存在瑕疵,瑕疵的产生又与该圆针织机上多个织针的针脚状态息息相关。当这些织针中的一个的针脚的下缘磨损过多时,这些织针中的一个的上推高度将无法达到预期高度,导致以下情况的发生:针舌无法完全打开;旧纱环没清环(织针以双纱错误针织);针钩无法钩到新纱线(织物上出现破洞)。另一方面,当这些织针中的一个的针脚的上缘磨损过多时,则将导致以下情况的发生:旧纱环无法完全脱环(织物除产生破洞之外,织后还可在织物上直观地发现异常的线条纹理);针织的纱环较前期针织的纱环小(可在织物上直观地发现异常的线条纹理)。
3.现虽有诸多针对织物质量进行检测的技术方案,就如cn102778414a、cn102967606a、cn103451846a、cn103604809a、cn108364291a、cn108921819a、cn109696442a、cn110389130a等专利所披露的,但前列技术对针织进行质量检测的时间点是在该圆针织机完成编织之后,纵然发现该织物存在瑕疵,也无从判断该圆针织机是那些织针的哪一部分需进行更换,导致现今生产者在得知该织物出现瑕疵后,普遍作法是淘汰替换该圆针织机上所有的织针,圆针织机普遍织针数量为1500~2640支针,且一次淘汰替换下来的织针数量过多,再对所有织针进行状态评估并不符合时间成本。如此一来即造成资源浪费,亦变相增加生产者的生产成本。
4.除前述之外,现虽然也有在圆针织机上对织物进行质量检测的技术方案,就如cn105044121a、cn110188806a、cn111812108a所披露的,但前述技术仍仅着重于织物质量上的检测,而并未将检测结果与织机状态进行关联,导致生产者仍然须采用全面淘汰替换织针的方式来解决针织质量异常的问题。再者,前列专利所披露的技术方案均需令主要执行辨识的计算器对布面状态进行特征学习,才可进行判断。在实际上,圆针织机并不是被设计成仅能织成单一织物布种,于一布种生产的开始才进行特征学习,恐怕直到整个该布种生产结束时还未完成特征学习,明显不符实际需求。再者,如计划在该布种生产前完成特征学习,意味着需先令该圆针织机在真正生产前需先织造大量织物以供计算器进行特征学习,对生产者而言,织造大量织物却需视为废品,生产成本势必大幅增长,亦不符实际需求。
5.现今织造厂虽会以人力巡检针织机工作,但前述织造瑕疵非简单巡检即可发现的,而是发生织造瑕疵已产生但针织机仍持续进行针织瑕疵织物的情况,织造厂需等到落布结束后,织物被以卷状运送到品检处实施验布,才会发现织造瑕疵,此时织造厂只能将出现织造瑕疵的织物视为废品,造成资源上的浪费。
技术实现要素:
6.本发明的主要目的在于解决圆针织机无法从织物布面状态检测结果了解具体待
修位置的问题。
7.本发明的次要目的在于解决习用圆针织机落布过程中无法同步进行瑕疵检测所衍生的问题。
8.为达上述目的,本发明提供一种基于织物布面状态实时提示针织机状态的圆针织机,该圆针织机具有一山角承座以及受驱动而相对该山角承座旋转的一针筒,该圆针织机启动时织成的一织物由该针筒远离该山角承座一侧落布,该圆针织机包含一摄像模块、一信息处理件以及一编码器。该摄像模块可对落布时的该织物进行拍摄而产生多个影像数据,该摄像模块的一摄像头不随该针筒旋转并且该摄像头受多个拍摄信号控制才对落布中该织物进行拍摄。该信息处理件接收这些影像数据,并令这些影像数据中的每一者仅与该针筒至少前一圈转动所拍摄的影像数据中位于同一垂直线上的另一者进行图像比较,出现差异时提示针织机状态。该编码器在该针筒转动时产生多个脉冲信号,该编码器输出这些脉冲信号至该摄像模块或该信息处理件,接受者对这些脉冲信号进行计数以产生这些拍摄信号,该接受者所用计数值为该针筒旋转一圈时所产生的脉冲信号总数的因子。
9.一实施例中,该摄像模块拍摄次数的数值可均分圆心角以及可整除该针筒所包括的多个织针的总数。
10.一实施例中,这些影像数据所包含的横向环圈影像数量相同,这些横向环圈影像中的每一个对应于该圆针织机上多个织针中的一个。
11.一实施例中,这些影像数据所包含的纵向环圈影像数量相同,这些纵向环圈影像加在一起的总长度与该针筒旋转一圈的落布量成比例。
12.一实施例中,该圆针织机包含使得该摄像头悬置于该针筒所围绕区域内的一安装臂。
13.一实施例中,该安装臂偏离该针筒所围绕区域的中心。
14.一实施例中,该信息处理件是将这些影像数据上的每一显色像素进行比对。
15.根据本发明前述实施,相较于常用用具有以下特点:本发明该摄像模块完成安装后,其所包括的摄像头便不随该针筒旋转,该摄像头的拍摄触发是基于该摄像模块或该信息处理件对这些脉冲信号进行计数所产生这些拍摄信号,该摄像头对落布过程中的织物进行拍摄而产生这些影像数据。该信息处理件无须事先对该织物进行瑕疵判断所需的深度学习,而是将这些影像数据中的每一者仅与该针筒至少前一圈转动所拍摄的影像数据中位于同一垂直线上的另一者进行图像比较,大幅降低该信息处理件所需的运算能力,意味着硬件需求的降低。然而,本发明虽降低所需运算能力,但不减判断效率,反而相较于现有技术能更快速地判断出织物产生瑕疵,令操作人员可立即进行肇因排除。除此之外,本发明仅需基于这些影像数据中出现异常的的一者即可提示操作人员是该圆针织机的哪一部分出现问题应予更换,具体解决现有技术因无从对该圆针织机所包括的这些织针状态逐一清查而仅能将这些织针整批更换所衍生的资源浪费问题。再者,本发明能实时发现织物上的瑕疵,令操作人员可停止圆针织机工作,实时阻止瑕疵织物持续产出,待排除瑕疵肇因后,才恢复生产,避免现今实施过程仅在织物完成后才进行瑕疵判断,导致废品过多的问题发生。
附图说明
16.图1是本发明一实施例的圆针织机局部结构的示意图。
17.图2是本发明一实施例的圆针织机局部结构的剖面示意图。
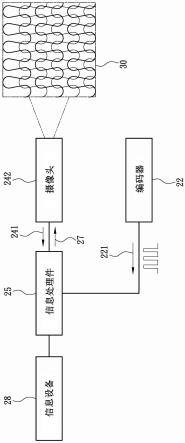
18.图3是本发明一实施例的圆针织机的实施单元的示意图。
19.图4是本发明另一实施例的圆针织机的实施单元的示意图。
20.图5是本发明一实施例的织物的示意图。
21.图6是本发明一实施例的包含有织物瑕疵的影像数据的示意图。
具体实施方式
22.本发明详细说明及技术内容现就配合附图说明如下:
23.请参阅图1至图4,本发明提供一种圆针织机20,该圆针织机20可基于一织物30于针织时所产生布面状态来实时提示针织机状态。于此,先说明该圆针织机20的实施基础,该圆针织机20具有一山角承座21,一编码器22,以及一针筒23。该山角承座21与该针筒23的基础构型为圆形,该针筒23设于该山角承座21内圈,该针筒23受一驱动件(图中未示)带动而相对该山角承座21旋转,该针筒23上的多个织针231于该针筒23旋转时受到该山角承座21上的多个山角组211导引而产生针织动作。此外,该圆针织机20启动时织成的该织物30由该针筒23远离该山角承座21一侧落布(doffing)。该编码器22于该针筒23转动时产生多个脉冲信号221,这些脉冲信号221是有规律且连续地产生的,该编码器22在该针筒23旋转一圈时所产生的脉冲信号221是固定的。于现有该圆针织机20技术中,这些脉冲信号221仅作为判断该针筒23转动角度而已。
24.承上,本发明的圆针织机20还包含一摄像模块24以及一信息处理件25。其中,该摄像模块24可对落布时的织物30进行拍摄而产生多个影像数据241,更具体地,该摄像模块24的一摄像头242设置在可对落布中的该织物30进行拍摄的位置。一实施例中,该圆针织机20包含使得该摄像头242悬置于该针筒23所围绕区域内的一安装臂26,该安装臂26可设置于该圆针织机20的一喂纱环圈(图中未示出)上,或是安装在不属于该圆针织机20的外部结构上。考虑该摄像头242拍摄距离及摄影质量等,该安装臂26不以位于该针筒23所围绕区域的中心为限,而可偏离中心设置。本发明的该摄像头242不随该针筒23转动,也就是说,该摄像头242固定于一处,对经过该摄像头242的物体进行拍摄。本发明的该摄像头242不是一直对该织物30进行拍摄,所以不会产生影片数据,该摄像头242收到多个拍摄信号27才对落布中的织物30进行拍摄。
25.请再次参阅图3至图4,在说明该拍摄信号27之前,需先说明该摄像模块24在一实施例中,自带一运算件243,该运算件243可基于记忆的运算程序对所接收到的信息进行运算。另一方面,该信息处理件25可使用该圆针织机20的中控模块实施,该信息处理件25以有线或无线的方式与该摄像模块24信息连接,以接受该摄像模块24产生的这些影像数据241。回到该拍摄信号27的说明,该编码器22产生的脉冲信号221除用于该圆针织机20原本的工作管控上,还输出至该摄像模块24或该信息处理件25,需注意,选择输出至该摄像模块24的先决条件是该摄像模块24自身带有该运算件243。该摄像模块24或该信息处理件25作为这些脉冲信号221的接受者,即对这些脉冲信号221进行计数以产生该拍摄信号27,而该接受者所用的计数值为该针筒23旋转一圈时所产生的脉冲信号221总数的因子。举例来说,该编码器22在该针筒23旋转一圈时所产生的脉冲信号221总数为2640,该计数值即可选择足以整除2640的数值,例如88,如此一来,作为接受者的该摄像模块24或该信息处理件25将会在
每接收到88个该脉冲信号221时,产生该拍摄信号27。承此,该摄像模块24的拍摄次数即为该计数值整除该脉冲信号221总数所取得的商数,以前文公开的举例来说,就是拍摄30次。然而,为令该摄像模块24拍摄次数在该针筒23每一圈旋转中相同,拍摄次数需以均分圆心角的数值实施,优选拍摄次数的数值可以整除该针筒23所包括的这些织针231的总数,由此以令这些影像数据241平均地包含这些织针231,该信息处理件25即可根据这些影像数据241中发生异常的一者来提示操作人员哪一部分的织针231出现异常。以前述举例来继续说明,这些织针231的总数为2640,该摄像模块24的拍摄次数为30次,等同该针筒23每转动12度,该摄像模块24即进行一次拍摄,于是该针筒23旋转一圈所产生的这些影像数据241总数为30。如此一来,这些影像数据241中的每一者包含着这些织针231中的88个,也就是说,这些影像数据241中的一者如果包含这些织针231中的第1支针至第88支针,这些影像数据241中接下来继续产生的另一者将包含这些织针231中的第89支针至第176支针。再者,请搭配参阅图5,这些影像数据241所包含的横向环圈影像601数量相同,且这些横向环圈影像601中的每一个对应于该圆针织机20上这些织针231中的一个。再者,这些影像数据241所包含的纵向环圈影像602数量相同,这些纵向环圈影像602加在一起的总长度与该针筒23旋转一圈的落布量成比例。如此一来,日后检修时即可基于这些影像数据241中被判断出差异的一者来快速发现应维修对象。
26.此外,该信息处理件25基于预先记忆的执行程序对这些影像数据241进行图像比较,该信息处理件25令这些影像数据241中的每一者(如图5中所标示的a)仅与该摄像头242在该针筒23前一圈转动中所拍摄的影像数据241中位于同一垂直线50上的另一者(如图5中所标示的b)进行图像比较,通俗地说,如想要比较的这些影像数据241中的一者为该针筒23旋转第二圈中该摄像模块24所拍摄的第24个影像数据,与这些影像数据241中的前述一者进行比较者即为该针筒23旋转第一圈中该摄像模块24所拍摄的第24个影像数据,这些影像数据241中的前述二者于该垂直线50是连续的,表示着该织物30于针织过程中的连续落布。该信息处理件25比较前述两者后,一旦发现差异即提示针织机状态。具体而言,本发明所指比较是对这些影像数据241中待比对的二者进行显色像素的比对。以图6举例说明,图6为该织物30发生瑕疵的一种状态,由图6可直接观察出一环圈稀松区域603,其余则为一环圈正常区域604,该环圈稀松区域603的影像不同于该环圈正常区域604的影像,而这些影像数据241均为电子数据,也就表示着影像数据241于构成同一部分的显色像素存在差异。举例来说,这些影像数据241是三原色光模式(rgb)定义每一该显色像素的显色,于正常状况下,这些影像数据于同一部分上的该显色像素的rgb参数为:r227、g23、b13,当这些影像数据中的一者于同一部分上的该显色像素的rgb参数改变为:r41、g36、b33时,该信息处理件25即可判断出现差异。需了解,本文前述所提范例仅为举例说明,实际上,该信息处理件25可用大范围的影像特征值来进行近似或相同比对,影像比对的技术手法非本发明申请重点,而可用任何能达成相同效果的现有技艺实现。
27.再者,如果图6为该摄像模块24最新拍摄信息,该信息处理件25即以与图6位于同一该垂直线50上且为该针筒23前一圈转动时所拍摄的另一影像数据241(图中未示出)进行比较,如果前述另一该影像数据241为正常针织,将无该环圈稀松区域603的产生。然而,该环圈稀松区域603的显色像素与该环圈正常区域604的显色像素不同,该信息处理件25对这些影像数据241中的前述二者进行所有部分的比对后,如果这些影像数据241中的二者之间
存在的差异(显色差异)大于容许值,该信息处理件25即判断该织物30出现质量瑕疵,进而提示针织机状态。本文所指的提示可用多种技术方案达成,例如驱动该圆针织机20上一提示灯或一提示铃产生动作,又或者是该信息处理件25经有线或无线方式向一信息设备28传递一信号,供一操作人员读取。前述该信息设备可为该操作人员持有的一终端设备,或者是可与该终端设备通讯连接的一服务器。除前述之外,该信息处理件25亦可设定在当布面状态被检出异常时,立即要求该编码器22停止发出驱动该针筒23的信号,令该圆针织机20暂时停机,以避免质量不佳的该织物30被持续织出。
28.【附图标号说明】
29.20.............圆针织机
30.21.............山角承座
31.211............山角组
32.22.............编码器
33.221............脉冲信号
34.23.............针筒
35.231............织针
36.24.............摄像模块
37.241............影像数据
38.242............摄像头
39.243............运算件
40.25.............信息处理件
41.26.............安装臂
42.27.............拍摄信号
43.28.............信息设备
44.30.............织物
45.50.............垂直线
46.601............横向环圈影像
47.602............纵向环圈影像
48.603............环圈稀松区域
49.604............环圈正常区域
50.a、b............比较者
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1