一种管道连接测量装置
1.本发明涉及一种管道连接测量装置,属于夹具测量领域。
背景技术:
2.在两石油管道连接过程中,常遇到两石油管道轴线不在一个平面、轴线不垂直、轴线不相交的情况,在此类情况下,难以使用标准通用的中间管进行连接,由于两断开石油管道相互几何位置难以直接测取,故需制造的中间管的几何参数也难以直接求得。在使用中间管道连接时,需对中间管的两管口以及原石油管道的对接管道口进行切割,切割线与两管道交汇时的相贯线重合,切口为椭圆形,管道连接时,需沿对接的椭圆切割线进行焊接。
技术实现要素:
3.本发明提供了一种管道连接测量装置,联合三维软件为两断开管道进行管道连接的提供数据测量和加工点位指引。
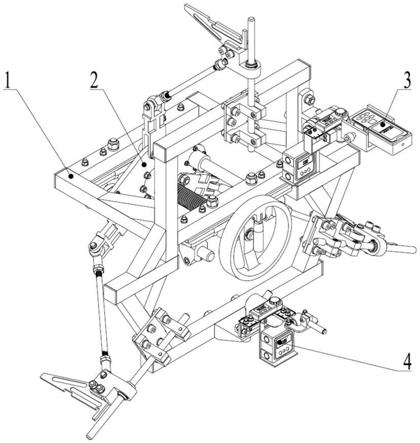
4.本发明的技术方案是:一种管道连接测量装置,包括机架1、联动装夹机构2、激光测距装置3、激光照射装置4;
5.所述机架1为联动装夹机构2、激光测距装置3、激光照射装置4提供安装位置;联动装夹机构2用于将该管道连接测量装置装夹在其中一个断开管口上;激光测距装置3用于测量两断开管口之间的相关角度参数和长度参数;激光照射装置4用于照射两断开管道椭圆切割相贯线长轴点的轴向投影点。
6.所述联动装夹机构2通过摇柄33提供动力带动丝杠36转动,通过丝杠36转动,带动安装轴向移动滑块37沿轴向运动,通过轴向移动滑块37运动带动径向滑块28上的脚支座25随径向滑块28沿径向运动,通过径向运动的脚支座25顶住管壁内侧。
7.所述联动装夹机构2包括垫接板ⅰ18、支架19、销轴ⅰ20、关节轴承ⅰ21、连杆22、关节轴承ⅱ23、销轴ⅱ24、脚支座25、径向导轨26、径向直线轴承27、径向滑块28、径向导轨支座29、垫接板ⅱ30、轴向光杆31、手轮32、摇柄33、丝杠轴承座34、垫接板ⅲ35、丝杠36、轴向移动滑块37、轴向直线轴承38、轴向光杆支座39、丝杠螺母40;其中,丝杠螺母40、轴向直线轴承38安装到轴向移动滑块37上,丝杠螺母40安装到丝杠36的螺纹段上,轴向直线轴承38同轴安装到轴向光杆31上,轴向光杆31位于丝杠36两侧且与其呈平行设计,两个丝杠轴承座34同轴安装到丝杠36两端,丝杠轴承座34一端与丝杠36对应轴肩紧贴,丝杠轴承座34另一端通过位于丝杠36内的卡簧固定,轴向光杆31两端安装轴向光杆支座39,一侧的轴向光杆支座39和丝杠轴承座34经紧贴的垫接板ⅰ18、另一侧的轴向光杆支座39和丝杠轴承座34经紧贴的垫接板ⅲ35安装到机架1上,手轮32同轴安装到丝杠36上,手轮32一侧与丝杠36所设轴肩紧贴,手轮32另一侧与位于丝杠36中的卡簧紧贴,摇柄33与手轮32连接,多个支架19一端安装到轴向移动滑块37上,关节轴承ⅰ21通过销轴ⅰ20安装到支架19另一端上,连杆22通过两端分别安装到关节轴承ⅰ21和关节轴承ⅱ23上,关节轴承ⅱ23通过销轴ⅱ24安装到径向滑块28上,脚支座25安装到径向滑块28上,径向直线轴承27同轴装配到径向滑块28孔内,
径向导轨26同轴安装到径向直线轴承27内,两个径向导轨支座29安装到垫接板ⅱ30上,径向导轨26同轴安装到两个径向导轨支座29安装孔内,垫接板ⅱ30安装到机架1上。
8.所述激光测距装置3通过数显角度仪a48读取a轴43的转动角度参数,通过数显角度尺数显表a51读取b轴49相对于轴承座b46转动的角度参数,通过激光测距仪58照射到另一管的管口圆周线;其中a轴43与联动装夹机构2中丝杠36垂直,a轴43与b轴49的实心轴、激光测距仪58的激光束两两垂直。
9.所述激光测距装置3包括轴承座a41、a轴紧定螺钉42、a轴43、a轴轴套44、b轴紧定螺钉45、轴承座b46、数显角度仪a挂架47、数显角度仪a48、b轴49、b轴轴套50、数显角度尺数显表a51、a尺52、b尺53、b尺固定板54、卡爪55、压紧板56、压紧螺钉57、激光测距仪58;其中轴承座a41安装到机架1上,a轴43同轴安装到轴承座a41所设通孔内,a轴紧定螺钉42安装到轴承座a41通孔处所设螺纹孔内用于紧定a轴43,两个a轴轴套44同轴安装到a轴43上,且各自紧贴轴承座a41通孔中的轴承;轴承座b46、数显角度仪a挂架47分别通过同轴的通孔安装到a轴43上,数显角度仪a48通过自身磁铁吸附在数显角度仪a挂架47上,b轴49的实心轴同轴装配到轴承座b46所设轴承座孔内,b轴紧定螺钉45安装到轴承座b46轴承座孔处所设螺纹孔内用于紧定b轴49,b轴49上部轴肩紧贴位于轴承座b46上侧的轴承上,b轴轴套50同轴安装到b轴49上且一侧紧贴位于轴承座b46下侧轴承上,b轴轴套50另一侧紧贴位于安装到b轴49上的卡簧上;所述数显角度尺数显表a51、a尺52、b尺53是一个装配整体,数显角度尺数显表a51与b尺53固定在一起,b尺53与a尺52在其同轴处构成转动副,a尺52装配到b轴49上,a尺52随b轴49实心轴转动,b尺53与b尺固定板54固定,b尺固定板54固定在轴承座b46上,卡爪55固定在b轴49上,压紧板56放置在卡爪55所设槽内,压紧螺钉57穿过卡爪55所设螺纹通孔并紧贴压紧板56,激光测距仪58放置到卡爪55内,并通过压紧板56夹紧。
10.所述激光照射装置4通过数显角度仪b74读取ⅰ轴62实心轴的转动角度参数,通过数显角度尺数显表b70读取ⅱ轴65的实心轴转动角度参数,通过转动ⅲ轴72带动激光笔77照射到另一管的管口圆周线;其中ⅰ轴62实心轴与联动装夹机构2中丝杠36平行,ⅰ轴62实心轴与ⅱ轴65的实心轴、ⅲ轴72两两垂直。
11.所述激光照射装置4包括轴承座支架59、轴承座ⅰ60、ⅰ轴紧定螺钉61、ⅰ轴62、ⅱ轴紧定螺钉63、ⅰ轴轴套64、ⅱ轴65、ⅲ轴紧定螺钉66、ⅱ轴轴套67、ⅰ尺固定件68、ⅰ尺69、数显角度尺数显表b70、ⅱ尺71、ⅲ轴72、ⅲ轴轴套73、数显角度仪b74、数显角度仪b挂架75、激光笔支架76、激光笔77;其中轴承座支架59安装到机架1上,轴承座ⅰ60安装到轴承座支架59上,ⅰ轴62实心轴部分同轴安装到轴承座ⅰ60通孔内,ⅰ轴62轴肩与轴承座ⅰ60内一侧的轴承紧贴,ⅰ轴轴套64同轴装配到ⅰ轴62上且一侧与轴承座ⅰ60内另一侧的轴承紧贴,ⅰ轴轴套64另一侧与位于ⅰ轴62卡簧槽内的卡簧紧贴,ⅰ轴紧定螺钉61安装到轴承座ⅰ60通孔处所设螺纹孔内,用于紧定ⅰ轴62;ⅱ轴65实心轴安装到ⅰ轴62所设座孔内,ⅱ轴65轴肩与位于ⅰ轴62座孔上侧的轴承接触,ⅱ轴轴套67同轴安装到ⅱ轴65上,且一端与位于ⅰ轴62座孔下侧的轴承接触,ⅱ轴轴套67另一侧与位于ⅰ轴62卡簧槽内的卡簧紧贴,ⅰ轴紧定螺钉63安装到ⅰ轴62座孔处所设螺纹孔内,用于紧定ⅱ轴65;所述ⅰ尺69、数显角度尺数显表b70、ⅱ尺71是一个装配整体,数显角度尺数显表b70与ⅰ尺69固定在一起,ⅰ尺69与ⅱ尺71在其同轴处构成转动副,ⅱ尺71与ⅱ轴65连接,ⅱ尺71随ⅱ轴65实心轴转动,ⅰ尺69与ⅰ尺固定件68固定,ⅰ尺固定件68、数显角度仪b挂架75固定在ⅰ轴62上,数显角度仪b74通过自身磁铁吸附在数显角度仪
b挂架75上;ⅲ轴72同轴安装到ⅱ轴65所设通孔内,ⅲ轴紧定螺钉66安装到ⅱ轴65通孔处所设螺纹通孔内,用于紧定ⅲ轴72,ⅲ轴72轴肩与位于ⅱ轴65通孔一侧的轴承接触,ⅲ轴轴套73同轴安装到ⅲ轴72上且一端与位于ⅱ轴65所设通孔内另一侧的轴承紧贴,另一端与位于ⅲ轴72卡簧槽内的卡簧紧贴,激光笔支架76安装到ⅲ轴72上,激光笔77同轴安装到激光笔支架76通孔内。
12.本发明的有益效果是:本发明联合三维软件为两断开管道进行管道连接提供数据测量和切割点位指引,能对排布不规则的两管道进行有效测量和切割点位指引,适用于864
‑
1016mm范围管径的石油管道,为原两管道切割和中间管道加工提供数据支持,操作简单,原理可靠,减轻了操作人员测算负担。
附图说明
13.图1是本发明整体结构示意图;
14.图2是本发明机架示意图;
15.图3是本发明联动装夹机构上视示意图;
16.图4是本发明联动装夹机构下视示意图;
17.图5是本发明联动装夹机构一侧机构运动简图;
18.图6是本发明联动装夹机构部分结构爆炸示意图;
19.图7是本发明激光测距装置逐步装配示意图ⅰ;
20.图8是本发明激光测距装置逐步装配示意图ⅱ;
21.图9是本发明激光测距装置逐步装配示意图ⅲ;
22.图10是本发明激光测距装置逐步装配示意图ⅳ;
23.图11是本发明激光测距装置逐步装配示意图ⅳ部分剖视图;
24.图12是本发明激光测距装置逐步装配示意图
ⅴ
;
25.图13是本发明激光测距装置逐步装配示意图
ⅴ
部分剖视图;
26.图14是本发明激光测距装置逐步装配示意图
ⅵ
;
27.图15是本发明激光测距装置逐步装配示意图
ⅶ
;
28.图16是本发明激光测距装置逐步装配示意图
ⅷ
;
29.图17是本发明激光照射装置逐步装配示意图ⅰ;
30.图18是本发明激光照射装置逐步装配示意图ⅰ部分剖视图;
31.图19是本发明激光照射装置逐步装配示意图ⅱ;
32.图20是本发明激光照射装置逐步装配示意图ⅲ;
33.图21是本发明激光照射装置逐步装配示意图ⅲ部分剖视图;
34.图22是本发明激光照射装置逐步装配示意图ⅳ;
35.图23是本发明激光照射装置逐步装配示意图ⅳ部分剖视图;
36.图24是本发明激光照射装置逐步装配示意图
ⅴ
;
37.图25是本发明一种管道连接测量装置与管道夹装示意图;
38.图26三维软件获取测量参数后生成的两管道模型;
39.图27是三维模型中求解激光照射装置所需参数的原理示意图;
40.图28是三维模型中所需求取的角度示意图;
41.图29是连接好中间管后的结果示意图;
42.图中各标号为:1
‑
机架、2
‑
联动装夹机构、3
‑
激光测距装置、4
‑
激光照射装置、5
‑
方管ⅰ、6
‑
方管ⅱ、7
‑
方管ⅲ、8
‑
方管ⅳ、9
‑
方管
ⅴ
、10
‑
方管
ⅵ
、11
‑
方管
ⅶ
、12
‑
方管
ⅷ
、13
‑
方管
ⅸ
、14
‑
方管
ⅹ
、15
‑
方管
ⅺ
、16
‑
方管
ⅻ
、17
‑
方管内塞、18
‑
垫接板ⅰ、19
‑
支架、20
‑
销轴、21
‑
关节轴承ⅰ、22
‑
连杆、23
‑
关节轴承ⅱ、24
‑
销轴ⅱ、25
‑
脚支座、26
‑
径向导轨、27
‑
径向直线轴承、28
‑
径向滑块、29
‑
径向导轨支座、30
‑
垫接板ⅱ、31
‑
轴向光杆、32
‑
手轮、33
‑
摇柄、34
‑
丝杠轴承座、35
‑
垫接板ⅲ、36
‑
丝杠、37
‑
轴向移动滑块、38
‑
轴向直线轴承、39
‑
轴向光杆支座、40
‑
丝杠螺母、41
‑
轴承座a、42
‑
a轴紧定螺钉、43
‑
a轴、44
‑
a轴轴套、45
‑
b轴紧定螺钉、46
‑
轴承座b、47
‑
数显角度仪a挂架、48
‑
数显角度仪a、49
‑
b轴、50
‑
b轴轴套、51
‑
数显角度尺数显表a、52
‑
a尺、53
‑
b尺、54
‑
b尺固定板、55
‑
卡爪、56
‑
压紧板、57
‑
压紧螺钉、58
‑
激光测距仪、59
‑
轴承座支架、60
‑
轴承座ⅰ、61
‑ⅰ
轴紧定螺钉、62
‑ⅰ
轴、63
‑ⅱ
轴紧定螺钉、64
‑ⅰ
轴轴套、65
‑ⅱ
轴、66
‑ⅲ
轴紧定螺钉、67
‑ⅱ
轴轴套、68
‑ⅰ
尺固定件、69
‑ⅰ
尺、70
‑
数显角度尺数显表b、71
‑ⅱ
尺、72
‑ⅲ
轴、73
‑ⅲ
轴轴套、74
‑
数显角度仪b、75
‑
数显角度仪b挂架、76
‑
激光笔支架、77
‑
激光笔。
具体实施方式
43.实施例1:如图1
‑
29所示,一种管道连接测量装置,包括机架1、联动装夹机构2、激光测距装置3、激光照射装置4;所述机架1为联动装夹机构2、激光测距装置3、激光照射装置4提供安装位置;联动装夹机构2用于将该管道连接测量装置装夹在其中一个断开管口上;激光测距装置3用于测量两断开管口之间的相关角度参数和长度参数;激光照射装置4用于照射两断开管道椭圆切割相贯线长轴点的轴向投影点。
44.进一步地,可以设置所述机架1包括方管ⅰ5、方管ⅱ6、方管ⅲ7、方管ⅳ8、方管
ⅴ
9、方管
ⅵ
10、方管
ⅶ
11、方管
ⅷ
12、方管
ⅸ
13、方管
ⅹ
14、方管
ⅺ
15、方管
ⅻ
16、方管内塞17;所述机架1中的所有方管均通过焊接连接在一起,方管内塞17位于每个暴露方管管口处。
45.进一步地,可以设置所述联动装夹机构2通过摇柄33提供动力带动丝杠36转动,通过丝杠36转动,带动安装轴向移动滑块37沿轴向运动,通过轴向移动滑块37运动带动径向滑块28上的脚支座25随径向滑块28沿径向运动,通过径向运动的脚支座25顶住管壁内侧。
46.进一步地,可以设置所述联动装夹机构2包括垫接板ⅰ18、支架19、销轴ⅰ20、关节轴承ⅰ21、连杆22、关节轴承ⅱ23、销轴ⅱ24、脚支座25、径向导轨26、径向直线轴承27、径向滑块28、径向导轨支座29、垫接板ⅱ30、轴向光杆31、手轮32、摇柄33、丝杠轴承座34、垫接板ⅲ35、丝杠36、轴向移动滑块37、轴向直线轴承38、轴向光杆支座39、丝杠螺母40;其中,丝杠螺母40、轴向直线轴承38通过螺钉螺母安装到轴向移动滑块37上,丝杠螺母40安装到丝杠36的螺纹段上,轴向直线轴承38同轴安装到轴向光杆31上,轴向光杆31位于丝杠36两侧且与其呈平行设计,两个丝杠轴承座34同轴安装到丝杠36两端,丝杠轴承座34一端与丝杠36对应轴肩紧贴,丝杠轴承座34另一端通过位于丝杠36内的卡簧固定,轴向光杆31两端安装轴向光杆支座39,通过位于轴向光杆支座39上的螺钉与轴向光杆31紧固,一侧的轴向光杆支座39和丝杠轴承座34经紧贴的垫接板ⅰ18、另一侧的轴向光杆支座39和丝杠轴承座34经紧贴的垫接板ⅲ35通过螺钉螺母安装到机架1(方管ⅲ7和方管
ⅻ
16)上,手轮32通过键连接同轴安装到丝杠36上,手轮32一侧与丝杠36所设轴肩紧贴,手轮32另一侧与位于丝杠36中的
卡簧紧贴(其中丝杠36中设有键槽,在此处放置平键,该平键与手轮32设置的键槽配合),摇柄33通过圆柱销与手轮32连接,多个支架19一端通过螺钉螺母安装到轴向移动滑块37上,关节轴承ⅰ21通过销轴ⅰ20安装到支架19另一端上(其中销轴ⅰ20两侧设有卡簧槽,该处设置卡簧防止销轴ⅰ20轴向窜动),连杆22通过两端的螺纹分别安装到关节轴承ⅰ21和关节轴承ⅱ23的螺纹孔内,关节轴承ⅱ23通过销轴ⅱ24安装到径向滑块28上,脚支座25通过螺钉螺母安装到径向滑块28上,径向直线轴承27同轴装配到径向滑块28孔内,并通过两端设置卡簧防止其轴向窜动,径向导轨26同轴安装到径向直线轴承27内,两个径向导轨支座29通过螺钉螺母安装到垫接板ⅱ30上,径向导轨26同轴安装到两个径向导轨支座29安装孔内,并通过位于径向导轨支座29的螺钉进行紧固,垫接板ⅱ30通过螺钉螺母安装到机架1上。再进一步地,脚支座25与管壁内侧接触处设有凹槽,可以降低工艺难度,也便于让位,从而更好地顶住管壁。
47.所述支架19、销轴ⅰ20、关节轴承ⅰ21、连杆22、关节轴承ⅱ23、销轴ⅱ24、脚支座25、径向导轨26、径向直线轴承27、径向滑块28、径向导轨支座29、垫接板ⅱ30、轴向光杆31可作为一个装配整体设计多个,分别安装到轴向移动滑块37上,如果设计三个,则三个装配整体间隔120
°
。
48.进一步地,可以设置所述激光测距装置3通过数显角度仪a48读取a轴43的转动角度参数,通过数显角度尺数显表a51读取b轴49相对于轴承座b46转动的角度参数,通过激光测距仪58照射到另一管的管口圆周线;其中a轴43与联动装夹机构2中丝杠36垂直,a轴43与b轴49的实心轴、激光测距仪58的激光束两两垂直。
49.进一步地,可以设置所述激光测距装置3包括轴承座a41、a轴紧定螺钉42、a轴43、a轴轴套44、b轴紧定螺钉45、轴承座b46、数显角度仪a挂架47、数显角度仪a48、b轴49、b轴轴套50、数显角度尺数显表a51、a尺52、b尺53、b尺固定板54、卡爪55、压紧板56、压紧螺钉57、激光测距仪58;其中轴承座a41通过螺钉螺母安装到机架1上,a轴43同轴安装到轴承座a41所设通孔内,a轴紧定螺钉42安装到轴承座a41通孔处所设螺纹孔内用于紧定a轴43,两个a轴轴套44同轴安装到a轴43上,且各自紧贴轴承座a41通孔中的轴承;轴承座b46、数显角度仪a挂架47分别通过同轴的通孔安装到a轴43上,其中轴承座b46呈u型设计,开口端的两个通孔与a轴43保持同轴,在a轴43右侧设有卡簧槽,在此设置卡簧防止轴承座b46向右侧窜动,在左侧设置卡簧防止数显角度仪a挂架47向左侧窜动,在a轴43设有键槽,此处加装平键,且在数显角度仪a挂架47和轴承座b46对应孔内也开有键槽,所加装平键同时与数显角度仪a挂架47和轴承座b46配合;数显角度仪a48通过自身磁铁吸附在数显角度仪a挂架47上,b轴49的实心轴同轴装配到轴承座b46所设轴承座孔内,b轴紧定螺钉45安装到轴承座b46轴承座孔处所设螺纹孔内用于紧定b轴49,b轴49上部轴肩紧贴位于轴承座b46上侧的轴承上,b轴轴套50同轴安装到b轴49上且一侧紧贴位于轴承座b46下侧轴承上,b轴轴套50另一侧紧贴位于安装到b轴49上的卡簧上;所述数显角度尺数显表a51、a尺52、b尺53是一个装配整体,数显角度尺数显表a51与b尺53固定在一起,b尺53与a尺52在其同轴处构成转动副,a尺52通过螺钉与b轴49所设螺纹孔配合装配到b轴49上,a尺52随b轴49实心轴转动,b尺53通过螺钉螺母与b尺固定板54固定,b尺固定板54通过螺钉固定在轴承座b46上,卡爪55通过螺钉固定在b轴49上,压紧板56放置在卡爪55所设槽内,压紧螺钉57穿过卡爪55所设螺纹通孔并紧贴压紧板56,激光测距仪58放置到卡爪55内,并通过压紧板56夹紧。
50.进一步地,可以设置所述激光照射装置4通过数显角度仪b74读取ⅰ轴62实心轴的转动角度参数,通过数显角度尺数显表b70读取ⅱ轴65的实心轴转动角度参数,通过转动ⅲ轴72带动激光笔77照射到另一管的管口圆周线;其中ⅰ轴62实心轴与联动装夹机构2中丝杠36平行,ⅰ轴62实心轴与ⅱ轴65的实心轴、ⅲ轴72两两垂直。
51.进一步地,可以设置所述激光照射装置4包括轴承座支架59、轴承座ⅰ60、ⅰ轴紧定螺钉61、ⅰ轴62、ⅱ轴紧定螺钉63、ⅰ轴轴套64、ⅱ轴65、ⅲ轴紧定螺钉66、ⅱ轴轴套67、ⅰ尺固定件68、ⅰ尺69、数显角度尺数显表b70、ⅱ尺71、ⅲ轴72、ⅲ轴轴套73、数显角度仪b74、数显角度仪b挂架75、激光笔支架76、激光笔77;所述轴承座支架59通过螺钉螺母安装到机架1上,轴承座ⅰ60通过螺钉螺母安装到轴承座支架59上,ⅰ轴62实心轴部分同轴安装到轴承座ⅰ60通孔内,ⅰ轴62轴肩与轴承座ⅰ60内一侧的轴承紧贴,ⅰ轴轴套64同轴装配到ⅰ轴62上且一侧与轴承座ⅰ60内另一侧的轴承紧贴,ⅰ轴轴套64另一侧与位于ⅰ轴62卡簧槽内的卡簧紧贴,ⅰ轴紧定螺钉61安装到轴承座ⅰ60通孔处所设螺纹孔内,用于紧定ⅰ轴62;ⅱ轴65实心轴安装到ⅰ轴62所设座孔内,ⅱ轴65轴肩与位于ⅰ轴62座孔上侧的轴承接触,ⅱ轴轴套67同轴安装到ⅱ轴65上,且一端与位于ⅰ轴62座孔下侧的轴承接触,ⅱ轴轴套67另一侧与位于ⅰ轴62卡簧槽内的卡簧紧贴,ⅰ轴紧定螺钉63安装到ⅰ轴62座孔处所设螺纹孔内,用于紧定ⅱ轴65;所述ⅰ尺69、数显角度尺数显表b70、ⅱ尺71是一个装配整体,数显角度尺数显表b70与ⅰ尺69固定在一起,ⅰ尺69与ⅱ尺71在其同轴处构成转动副,ⅱ尺71通过螺钉螺母与ⅱ轴65连接,ⅱ尺71随ⅱ轴65实心轴转动,ⅰ尺69通过螺钉螺母与ⅰ尺固定件68固定,ⅰ尺固定件68、数显角度仪b挂架75通过螺钉固定在ⅰ轴62上,数显角度仪b74通过自身磁铁吸附在数显角度仪b挂架75上;ⅲ轴72同轴安装到ⅱ轴65所设通孔内,ⅲ轴紧定螺钉66安装到ⅱ轴65通孔处所设螺纹通孔内,用于紧定ⅲ轴72,ⅲ轴72轴肩与位于ⅱ轴65通孔一侧的轴承接触,ⅲ轴轴套73同轴安装到ⅲ轴72上且一端与位于ⅱ轴65所设通孔内另一侧的轴承紧贴,另一端与位于ⅲ轴72卡簧槽内的卡簧紧贴,激光笔支架76通过螺钉螺母安装到ⅲ轴72上,激光笔77同轴安装到激光笔支架76通孔内,并通过位于激光笔支架76上的螺钉夹紧。
52.本发明的工作原理如下:首先需将该管道连接测量装置装夹定位到一个断开管口上。如图5为联动装夹机构2的一侧机构运动简图,联动装夹机构2初始状态为收缩态,此时将该管道连接测量装置平稳放置在管口内,其中,三个脚支座25接触管壁内侧,在脚支座25上设有凸起,该凸起紧靠管口截面。拨动摇柄33,使其绕销轴旋转90
°
,转动摇柄33使手轮32转动,手轮32带动丝杠36顺时针转动,轴向移动滑块37在丝杠36的驱动下向手轮32一侧移动,轴向移动滑块37带动三个支架19移动,支架19与关节轴承ⅰ21构成转动副,关节轴承ⅱ23与径向滑块28构成转动副,径向滑块28与径向导轨26构成移动副,所以当支架19向手轮32方向移动时,关节轴承ⅰ21、连杆22、关节轴承ⅱ23将会推动径向滑块28向远离丝杠36的方向移动,进而三个脚支座25同时远离丝杠向管壁内侧运动,直至三个脚支座25顶住管壁内侧使该管道连接装置紧固到管口,如图25所示为该管道连接测量装置安装图。
53.当该管道连接测量装置定位装夹到管口后,需通过激光测距装置3测量另一管口相对于该管口的几何参数。通过激光测距装置3,可测得两个角度参数和一个长度参数,这三个参数可在笛卡尔坐标系内唯一地表示一个点的位置信息,该笛卡尔坐标系由该管道连接测量装置确定,为已知。其中,两个角度参数分别由数显角度仪a48和数显角度尺数显表a51读取,数显角度仪a48内装有电子陀螺仪感应装置,当a轴43转动一定角度时,数显角度
仪a48就将准确的显示出来倾角,数显角度尺数显表a51随b尺53固定在轴承座b46上,a尺52固定在b轴49上,当b轴49相对于轴承座b46转动时,数显角度尺数显表a51就会显示转角。激光测距仪58则可测得已知点处相对于目标点的长度。
54.在使用激光测距装置3时,先将激光测距仪58打开,即可见到激光点,此时人为地调整a轴43和b轴49,使得激光点照射到另一管的管口圆周线上,此时旋紧a轴紧定螺钉42和b轴紧定螺钉45分别将a轴43和b轴49固定住,然后读取一组数据。依照上述方法再测量两次,其中每一次测量的目标点都位于另一管的管口圆周线上,且三次测量的目标点不能重合,至此,激光测距装置3完成测量,并得到三组数据。每一组都包括两个角度参数和一个长度参数,可以准确地描述3个目标点的位置信息。
55.将三组数据导入三维软件中设置好的参数化三维模型后,三个目标点即可表示出来,由几何原理可知,三点可以确定一个三角形,该三角形可以确定一个唯一的外接圆,该圆便是所测量另一管的管口圆周线,由于空间中一个圆可以确定一个面,所以可以确定另一管的管口截面,管道的轴线垂直于该截面,且圆心可知,故最后可确定另一管道的圆截面和轴线的几何位置,故该另一管道的几何位置可通过三维模型准确表达。
56.通过三维模型解算可得出如图26所示两管道之间的相互位置模型,此时可通过三维软件得出激光照射装置4所需参数,其原理如图27所示,切割相贯线为椭圆状,是两管道交汇时的相贯线也是原管口的切割线。椭圆长轴沿轴向向管口截面投影得到长轴轴向投影线,图27中的中间连线连接了长轴轴向投影线中心点和激光照射装置4所在的笛卡尔坐标系原点,该坐标系相对于所述一种管道连接装置为已知。长轴轴向投影线沿中间连线投影到激光照射装置4所在的笛卡尔坐标系的一个平面内,形成长轴中间投影线。如图28所示,长轴中间投影线与z轴产生一个夹角α,图28中垂直基准面垂直于长轴中间投影线,从该面可测中间连线与y轴夹角β,调节ⅰ轴62即调整角α,调整ⅱ轴65即调整β角。因为长轴中间投影线是由长轴轴线投影线经中间连线投影得到的,故这三条线在同一个平面内,当α和β调整到位时,激光笔77轴线位于三条线共面的平面内,此时只需调节ⅲ轴72,便可使得激光点照射到对方管口处时得到两个轴向投影长轴点,得到轴向投影长轴点后再由三维软件得到的数据,每个投影点沿轴向行进对应的长度便可得到椭圆长轴点,通过所得到的两个椭圆长轴点进行划线,便可得到切割相贯线。处于所述一种管道连接测量装置一侧的管道也采取上述方法找到其切割相贯线。中间管的切割相贯线等几何参数可由三维软件直接导出。
57.激光照射装置4使用方式是,先调节ⅰ轴62,使得数显角度仪b74达到三维软件所导出的角度α,调节ⅰ轴紧定螺钉61,紧定ⅰ轴62,调节ⅱ轴65,使得数显角度尺数显表b70到达三维软件所导出的角度β,调节ⅱ轴紧定螺钉63,紧定ⅱ轴65,随后打开激光笔77并调节ⅲ轴72使得激光点照射到对方管口圆周线上,每照射到位时调节ⅲ轴紧定螺钉66,并标记好激光点。一共需标记两个激光标记点。处于所述一种管道连接测量装置一侧的管道也采取上述方法找到两个激光标记点。
58.上面结合附图对本发明的具体实施方式作了详细说明,但是本发明并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1