集成化拧紧及检测设备的制作方法
1.本技术涉及工件拧紧技术领域,尤其涉及一种集成化拧紧及检测设备。
背景技术:
2.在拧紧工件生产和检测的过程中,需要使用到不同的设备,一个合格的拧紧工件需要经过工件的拧紧、轴向间隙检测和回转扭矩检测,三个不同的操作过程需要使用不同的设备或装置来实现,如此,多个设备的使用需要占用较大的空间,且浪费制作成本。
技术实现要素:
3.有鉴于此,本技术提出了一种集成化拧紧及检测设备,可以拧紧和检测集成在一个设备上,从而减少工件的工序和使用空间,节省制造成本。
4.根据本技术的一方面,提供了一种集成化拧紧及检测设备,包括机架、拧紧变位组件、曲轴回转扭矩检测组件、轴向间隙检测组件和顶升组件;所述机架由四个支撑杆、底板和顶板焊接组成;所述拧紧变位组件固定于所述机架的顶部,所述拧紧变位组件上设有的拧紧轴可纵向、横向移动,拧紧变位组件上设有产品定位块,与下层的顶升组件一并固定工件上下方向移动;所述轴向间隙检测组件安装在四个所述支撑杆间,所述轴向间隙组件上设有与待拧紧工件相匹配的定位块,所述定位块与所述拧紧轴上下对应设置;所述曲轴回转扭矩检测组件安装在所述支撑杆的一侧,所述曲轴回转扭矩检测组件设于所述轴向间隙检测组件的对侧,相邻设置;所述顶升组件设置在所述机架的底部,用以放置工件。
5.在一种可能的实现方式中,所述拧紧变位组件包括升降机构、横向变位机构和安装板;所述安装板设在所述机架的顶部下侧;所述升降机构固定在所述机架的顶部,且所述升降机构的一端与所述安装板相连接;所述横向变位机构固定在所述安装板的下侧,所述横向变位机构上设有所述拧紧轴。
6.在一种可能的实现方式中,所述拧紧轴设置在所述横向变位机构上,所述拧紧轴两个以上,所述拧紧轴呈阵列式排布。
7.在一种可能的实现方式中,所述轴向间隙检测组件由定位块、导轨、位移传感器、传感挡板组成;所述定位块设有两个,一个所述定位块设置在所述轴向间隙检测组件的一端,另一个所述定位块设置在所述轴向间隙检测组件的另一端;所述导轨安装在所述轴向间隙检测组件的下侧,所述位移传感器安装在所述导轨上,所述位移传感器与所述导轨滑动连接;所述传感挡板设在所述轴向间隙检测组件的下侧,所述传感挡板与所述位移传感器正对设置。
8.在一种可能的实现方式中,所述导轨沿所述位移传感器至所述传感挡板的方向滑动。
9.在一种可能的实现方式中,所述曲轴回转扭矩检测组件由安装架、回转伸缩机构、缩回驱动机构、伺服电机和扭转传感器组成;所述安装架的两端与所述支撑杆固定连接,且所述回转伸缩机构、所述缩回驱动机构、所述伺服电机和所述扭转传感器均设置在所述安
所说明的任何实施例不必解释为优于或好于其它实施例。
24.另外,为了更好的说明本技术,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本技术同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本技术的主旨。
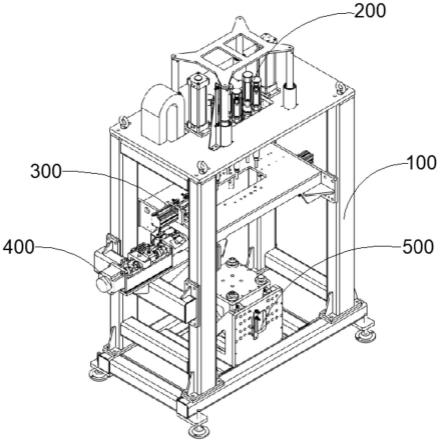
25.如图1所示,本技术实施例的集成化拧紧及检测设备包括机架100、拧紧变位组件200、曲轴回转扭矩检测组件400、轴向间隙检测组件300和顶升组件500;机架100由四个支撑杆、底板和顶板焊接组成,拧紧变位组件200固定于机架100的顶部,拧紧变位组件200上设有的拧紧轴210可纵向、横向移动,拧紧变位组件200上设有产品定位块,与下层的顶升组件500一并固定工件上下方向移动;轴向间隙检测组300件安装在四个支撑杆间,轴向间隙组件300上设有与待拧紧工件相匹配的定位块,定位块与拧紧轴210上下对应,曲轴回转扭矩检测组件400安装在支撑杆的一侧,曲轴回转扭矩检测组件400 设在轴向间隙检测组件300的对侧,相邻设置,顶升组件500设置在机架100 的底部,用以放置工件。如此设置,将待拧紧的工件所需的拧紧变位组件200、曲轴回转扭矩检测组件400和轴向间隙检测组件300集成在一个机架100上,使工件的拧紧和检测工序,完成的更加便捷,保证检测的准确,且集成的方式可以降低使用空间,减少成本的使用。
26.本技术实施例的集成化拧紧及检测设备中,拧紧变位组件200由升降机构、横向变位机构和安装板组成。其中,安装板设置在机架100的顶部下侧,升降机构固定在机架100的顶部,且升降机构的一端与安装板相连接,横向变位机构固定在安装板的下侧,横向变位机构上设有用于拧紧工件的拧紧轴210。具体的,升降机构和横向变位机构均可采用气缸或者电机进行传动驱动,优化的,横向变位机构也可采用导轨滑块或者导柱结构的形式。
27.进一步的,横向变位机构中包括滑轨和拧紧轴安装板,拧紧轴安装板通过设置在安装板下侧的滑轨,与安装板滑动连接,拧紧轴安装板上设置的拧紧轴210,设有多个,多个拧紧轴210呈阵列式排布,具体为两排,此处不做限定,可根据实际情况进行设置。
28.本技术实施例的集成化拧紧及检测设备中,轴向间隙检测组件300由定位块、导轨、位移传感器310、传感挡板320组成。其中,定位块共设有两个,一个定位块安装在轴向间隙检测组件300的一端,另一个定位块设置在轴向间隙检测组件300的另一端。导轨安装在轴向间隙检测组件300的下侧,通过气缸驱动导轨移动,位移传感器310安装在导轨上,导轨与位移传感器310滑动连接。传感挡板320设置在轴向间隙组件的下侧,与位移传感器310正向设置,即,位移传感器310通过导轨与传感挡板320相向移动,检测待拧紧工件的轴向间隙。进一步的,气缸也可以采用电机来驱动导轨带动位移传感器310 和传感挡板320。
29.本技术实施例的集成化拧紧及检测设备中,曲轴回转扭矩检测组件400 由安装架、回转伸缩机构420、缩回驱动机构410、伺服电机440和扭转传感器430组成。缩回驱动机构410、回转伸缩机构420、扭转传感器430和伺服电机440同轴设置。安装架的两端固定在支撑杆上,且安装架设置在两个支撑杆的外侧,其中,回转伸缩机构420、缩回驱动机构410、伺服电机440和扭转传感器430均设置在所述安装架上。缩回驱动机构410套设在回转伸缩机构 420中,缩回驱动机构410的一端贯穿回转伸缩机构420,延伸至伺服电机440 处,与伺服电机440的转动轴相连接。扭转传感器430设置在缩回驱动机构410 的伸缩轴上,扭矩传感器用检测回转扭矩。具体的,曲轴回转扭矩检测组件 400由气缸驱动实现伸缩功能,实现设备与工件之间的对接。
30.其中,回转伸缩机构420和缩回驱动机构410的对接部分采用轴承转盘机构。缩回驱动机构410内部采用花键结构,同时实现转动和伸缩移动;相似的,回转伸缩机构420可以采用气缸或者伺服电机400驱动,其中,伸缩的形式可以采用导轨或导杆形式。不仅如此,轴承转盘结构可以采用转轮转盘或者牛眼转盘等结构,此处不做过多赘述。
31.本技术实施例的集成化拧紧及检测设备中,顶升组件500由锁紧气缸、升降滑台和随行工装组成。其中,升降滑台安装在锁紧气缸的上侧,并与锁紧气缸固定连接。随行工装设置在升降滑台的上侧,且随行工装与升价滑台的升降轴相抵接,用于将随行工装顶起,进一步的,在随行工装的顶部设有待拧紧的工件。
32.本技术实施例的集成化拧紧及检测设备中,在机架100的底部的四个边角处分别安装有可调脚杯,可调脚杯的底端为支撑板,用于稳定机架100的放置,可调脚杯可将机架100的底部升起,给顶升装置与地面之间留有预设距离。
33.本技术实施例的集成化拧紧及检测设备中,在机架100的顶部板面四角处,分别安装有吊环700,吊环700的设置,可方便移动,即,通过起升机等设备进行移动。
34.本技术实施例的集成化拧紧及检测设备的工作过程:随行工装的顶部安装有待拧紧、检测的工件,顶升机构将随行工装顶起,待拧紧、检测的工件与轴向间隙组件的通孔实现粗定位,粗定位完成后,拧紧轴210下降,并套设在待拧紧的工件上开始拧紧,一次拧紧完成后升降机构升起,横向变位动作使拧紧轴210到预定位置再次循环拧紧,直到所有工件拧紧完成,拧紧轴 210机构升起回原位。进一步的,轴向间隙检测组件300自动运行,位移传感器310和传感挡板320相向运动,夹紧工件,同时位移传感器310同步顶紧工件,开始轴向间隙检测。曲轴回转扭矩检测自动运行,变位气缸伸出,回转机构在内部弹簧的驱动下向前伸出,回转机构与工件曲轴接触,同时回转伺服传动机构带动伸缩机构转动,回转机构上的销子在运动中进去工件销孔,扭矩传感器开始检测回转扭矩;上述拧紧,检测工作完成后,设备回转停止,扭矩检测变位气缸缩回,轴向间隙的定位气缸缩回。顶升机构缩回,随行工装和工件落在运输线上,运输线负载随行工装和工件流出设备,完成一次工作。
35.以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1