一种测定铝合金焊丝中氢元素含量的方法与流程
1.本发明属于铝合金焊丝技术领域,具体涉及一种测定铝合金焊丝中氢元素含量的方法。
背景技术:
2.我国是铝合金材料生产和消费大国,铝合金材料在交通、海洋、空天等领域具有广泛应用,尤其在汽车、飞机、航天、舰船等领域的一些轻量化关键部件上,铝合金材料具有不可替代性。
3.在工业冶炼过程中,空气中的湿度,油炉的燃烧产物,回炉料上残留的有机物和盐类熔剂等,与熔体接触的工具和设备,都可能使铝合金焊丝中带入氢,而铝合金焊丝中氢的存在会产生氢脆性、氢白点、气孔、冷裂纹等严重危害,因此,必须严格控制铝合金焊丝中的氢含量。故准确测定铝合金焊丝中氢的含量非常重要。
4.传统的测定铝合金焊丝中氢元素含量的方法有脉冲加热热导法、电极加热红外吸收法、飞行时间质谱法、真空热抽提法和减压凝固法等,这些方法加热速度较快,难以准确控制加热温度,在加热过程极易使合金元素(例如锌和镁)挥发,干扰检测结果,从而难以准确测量氢元素的含量。因此,如何准确测量铝合金焊丝中的氢元素含量成为本领域亟待解决的难题。
技术实现要素:
5.本发明的目的在于提供一种测定铝合金焊丝中氢元素含量的方法。本发明提供的方法能够准确测定铝合金焊丝中氢元素含量。
6.为了实现上述发明目的,本发明提供以下技术方案:
7.本发明提供了一种测定铝合金焊丝中氢元素含量的方法,包括如下步骤:
8.(1)将铝合金焊丝熔化,得到铝合金熔体和氢气;
9.(2)将所述步骤(1)得到的氢气与稀土氧化铜混合,进行氧化反应,得到水蒸气;
10.(3)采用rc612多相碳水分析仪测量所述步骤(2)得到的水蒸气的含量,再计算得到氢元素含量。
11.优选地,所述步骤(1)中铝合金焊丝在熔化前还包括依次去除表面层和烘干。
12.优选地,所述步骤(1)中熔化的温度为750~1000℃。
13.优选地,所述步骤(1)中熔化的温度为750~900℃。
14.优选地,所述步骤(1)中升温至熔化的温度的速率为100~120℃/min。
15.优选地,所述步骤(2)中氢气与稀土氧化铜的质量之比为1:108。
16.优选地,所述步骤(2)中采用氮气作为载体将氢气与稀土氧化铜混合。
17.优选地,所述氮气的流量为0.75~2lpm。
18.优选地,所述步骤(2)中氧化反应的温度为750~950℃。
19.优选地,所述氧化反应的温度为800~900℃。
20.本发明提供了一种测定铝合金焊丝中氢元素含量的方法,包括如下步骤:将铝合金焊丝熔化,得到铝合金熔体和氢气;将所述氢气与稀土氧化铜混合,进行氧化反应,得到水蒸气;采用rc612多相碳水分析仪测量所述水蒸气的含量,再计算得到氢元素含量。本发明先将铝合金焊丝熔化得到氢气,之后利用稀土氧化铜氧化氢气,得到水蒸气,再采用rc612多相碳水分析仪测定水蒸气的含量,通过换算得到氢元素含量,从而能够准确测定铝合金焊丝中氢元素含量。实验结果表明,本发明提供的方法测定铝合金焊丝中氢元素含量的平均偏差为0.013~0.039ppm。
具体实施方式
21.本发明提供了一种测定铝合金焊丝中氢元素含量的方法,包括如下步骤:
22.(1)将铝合金焊丝熔化,得到铝合金熔体和氢气;
23.(2)将所述步骤(1)得到的氢气与稀土氧化铜混合,进行氧化反应,得到水蒸气;
24.(3)采用rc612多相碳水分析仪测量所述步骤(2)得到的水蒸气的含量,再计算得到氢元素含量。
25.本发明提供的方法适用于任何来源的铝合金焊丝。
26.本发明将铝合金焊丝熔化,得到铝合金熔体和氢气。
27.在本发明中,所述铝合金焊丝的长度优选为1cm;所述铝合金焊丝的直径优选<5mm。
28.在本发明中,所述铝合金焊丝在使用前优选还包括依次去除表面层和烘干。
29.在本发明中,去除表面层优选采用小型车床进行车削。本发明对所述小型车床的型号没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。本发明对所述采用小型车床进行车削的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。本发明在铝合金焊丝使用前去除表面层能够去除铝合金焊丝表面的氧化膜及污染物,避免对测试结果产生影响。
30.在本发明中,所述烘干的温度优选为150℃;所述烘干的时间优选为30min。本发明采用烘干能够去除铝合金表面的水分,避免对测定结果产生影响。
31.在本发明中,所述熔化优选为先将铝合金焊丝盛放于瓷舟中,然后将盛放有铝合金焊丝的瓷舟置于管式炉中进行熔化。
32.本发明对所述瓷舟和管式炉的型号没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。
33.在本发明中,所述瓷舟在使用前优选依次进行灼烧、冷却和干燥。
34.在本发明中,所述灼烧的温度优选为800~1000℃;所述灼烧的时间优选为10~20min。本发明对瓷舟进行灼烧能够去除水分,并烧掉各种可能污染瓷舟的有机物。
35.本发明对所述冷却的操作没有特殊的限定,只要将瓷舟冷却至150℃即可。
36.在本发明中,所述干燥优选在干燥器中进行。本发明对所述干燥器的型号没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。本发明对所述干燥的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
37.在本发明中,所述管式炉在使用前优选依次采用氮气将管式炉中的气体排空和预热。
38.在本发明中,所述氮气的纯度优选>99.99%;所述氮气优选采用高氯酸镁和碱石棉进行净化;所述采用氮气将管式炉中的气体排空的时间优选为15~20min;所述采用氮气将管式炉中的气体排空的流量优选为3~5lpm。本发明对所述氮气、高氯酸镁和碱石棉的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。本发明对所述采用氮气将管式炉中的气体排空的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。本发明在管式炉使用前采用氮气将管式炉中的气体排空能够避免管式炉中气体对测试结果产生影响,从而进一步提高准确性;采用高氯酸镁和碱石棉进行净化能够进一步除去氮气中的水分和其他杂质。
39.在本发明中,所述预热的温度优选为300~400℃;所述升温至预热的温度的速率优选为100~120℃/min。
40.在本发明中,所述熔化的温度优选为750~1000℃,更优选为750~900℃;升温至熔化的温度的保温时间优选为150~250s;升温至熔化的温度的速率优选为100~120℃/min。
41.得到铝合金熔体和氢气后,本发明将所述氢气与稀土氧化铜混合,进行氧化反应,得到水蒸气。本发明利用稀土氧化铜氧化氢气,得到水蒸气,通过测试水蒸气来计算铝合金焊丝中的氢元素含量。
42.本发明对所述稀土氧化铜的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。
43.在本发明中,所述氢气与稀土氧化铜的质量之比优选为1:108。本发明通过控制氢气与稀土氧化铜的比例关系能够进一步使氢气与稀土氧化铜反应完全。
44.在本发明中,所述氢气与稀土氧化铜混合的方式优选为采用氮气作为载体将氢气与稀土氧化铜混合;所述氮气的纯度优选>99.99%;所述氮气优选采用高氯酸镁和碱石棉进行净化;所述氮气的流量优选为0.75~2lpm,更优选为1~1.5lpm。本发明对所述氮气、高氯酸镁和碱石棉的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。本发明对所述氮气作为载体将氢气与稀土氧化铜混合的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。本发明采用高氯酸镁和碱石棉进行净化能够进一步除去氮气中的水分和其他杂质。
45.在本发明中,所述氧化反应的温度优选为750~950℃,更优选为800~900℃。本发明铝合金焊丝熔化时连续释放氢气,连续释放的氢气再与稀土氧化铜进行氧化反应,对于氧化反应的时间没有特殊的限定,直至铝合金焊丝熔化完全释放完氢气即可。本发明通过控制氧化反应的温度能够进一步使氢气与稀土氧化铜反应完全。
46.得到水蒸气后,本发明采用rc612多相碳水分析仪测量所述水蒸气的含量,再计算得到氢元素含量。本发明采用rc612多相碳水分析仪测定水蒸气的含量,通过换算得到氢元素含量,从而能够准确测定铝合金焊丝中氢元素含量。
47.在本发明中,所述rc612多相碳水分析仪优选为leco公司生产的rc612多相碳水分析仪。
48.在本发明中,所述rc612多相碳水分析仪在使用前优选依次进行预热和通入载气。
49.在本发明中,所述预热的时间优选≥6h。本发明对所述预热的温度没有特殊的限定,采用本领域技术人员熟知的预热操作即可。
50.在本发明中,所述载体优选为氮气;所述氮气的纯度优选>99.99%;所述氮气优选采用高氯酸镁和碱石棉进行净化。本发明对所述氮气、高氯酸镁和碱石棉的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。本发明通入载体能够将rc612多相碳水分析仪中的气体排空,避免气体对测试结果产生影响。
51.在本发明中,所述水蒸气优选采用氮气作为载体进入rc612多相碳水分析仪;所述氮气优选与前述rc612多相碳水分析仪采用的载体相同,在此不再赘述。
52.本发明对采用rc612多相碳水分析仪测量所述水蒸气的含量的操作没有特殊的限定,采用本领域技术人员熟知的测量操作即可。
53.在本发明中,所述采用rc612多相碳水分析仪测量所述水蒸气的含量的工艺参数优选为:基线时间2~10s,终止时间0~5s,比较器水平1%。在本发明中,所述基线时间为采集红外池基线数据的选定时间;所述终止时间为在曲线出峰后收集基线值的时间,在比较器水平到达后开始;所述比较器水平为分析曲线峰结束时,剩余不积分的面积占总面积的1%。
54.在本发明中,优选采用式i计算得到氢元素含量:
55.hwt%=h2owt%/9式i。
56.计算完成后,本发明优选建立校准曲线,对铝合金焊丝中的氢元素含量进行校正,得到氢元素含量。
57.本发明对所述建立校准曲线的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
58.在本发明中,所述建立校准曲线采用的标准样品优选为至少两个;所述两个标准样品中氢元素的含量优选至少相差一个数量级;所述每个标准样品优选至少测定三次。
59.在本发明中,所述建立校准曲线时测定标准样品中氢元素含量的操作优选与前述测定铝合金焊丝中氢元素含量的操作相同,在此不再赘述。
60.本发明对铝合金焊丝中的氢元素含量进行校正的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
61.在本发明中,所述铝合金焊丝优选至少测试三次;所述至少测试三次的铝合金焊丝的氢元素含量的rsd%优选≤10%。
62.本发明先将铝合金焊丝熔化得到氢气,之后利用稀土氧化铜氧化氢气,得到水蒸气,再采用rc612多相碳水分析仪测定水蒸气的含量,通过换算得到氢元素含量,从而能够准确测定铝合金焊丝中氢元素含量。实验结果表明,本发明提供的方法测定铝合金焊丝中氢元素含量的平均偏差。
63.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
64.实施例1
65.一种测定铝合金焊丝中氢元素含量的方法,为如下步骤:
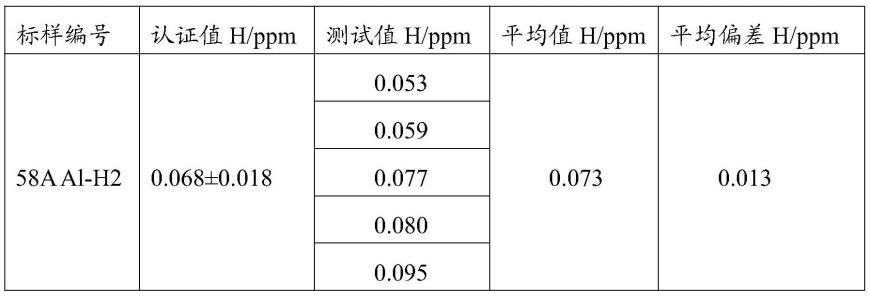
66.(1)将直径为12mm的铝中氢标准物质58aal-h2圆棒(认证值0.068
±
0.018ppm,well group scientific(usa)ltd.研制)沿圆截面平均切割成4瓣,每瓣用车床加工成直径
为2.5mm的圆棒,长10mm的小圆棒,加工过程中用无水乙醇冷却,之后剪成1cm的小段,用无水乙醇清洗,吹干后得到铝合金焊丝;之后采用小型车床进行车削去除表面层,然后在150℃下烘干30min,随后盛放于97mm瓷舟中,然后将盛放有铝合金的瓷舟置于石英管式炉中进行熔化,得到铝合金熔体和氢气;
67.其中,瓷舟在使用前先在1000℃灼烧10min,然后冷却至150℃后在干燥器中进行干燥;石英管式炉在使用前先采用纯度为99.999%的氮气将石英管式炉中的气体排空15min,然后预热;氮气采用高氯酸镁和碱石棉进行净化;采用氮气将石英管式炉中的气体排空的流量为3lpm;预热的温度为300℃;升温至预热的温度的速率为100℃/min;熔化的温度为900℃;升温至熔化的温度的保温时间为200s;升温至熔化的温度的速率为100℃/min;
68.(2)采用纯度为99.999%的氮气作为载体将所述步骤(1)得到的氢气与稀土氧化铜混合,进行氧化反应,得到水蒸气;其中,氢气与稀土氧化铜的质量之比为1:108;所述氮气采用高氯酸镁和碱石棉进行净化;氮气的流量为0.75lpm;氧化反应的温度为750℃;
69.(3)采用leco公司生产的rc612多相碳水分析仪测量所述步骤(2)得到的水蒸气的含量,再采用式i:hwt%=h2owt%/9进行计算,之后建立校准曲线,对铝合金焊丝中的氢元素含量进行校正,得到氢元素含量;其中,rc612多相碳水分析仪在使用前依次进行预热和通入纯度为99.999%的氮气;预热的时间为6h;氮气采用高氯酸镁和碱石棉进行净化;水蒸气采用纯度为99.999%的氮气作为载体进入rc612多相碳水分析仪;基线时间2s,终止时间1s,比较器水平1%。
70.实施例1中铝合金焊丝中氢元素含量如表1所示(五次测试结果)
71.表1实施例1中铝合金焊丝中氢元素含量
[0072][0073]
实施例2
[0074]
一种测定铝合金焊丝中氢元素含量的方法,为如下步骤:
[0075]
(1)将直径为12mm的铝中氢标准物质s5507圆棒(认证值0.21
±
0.02ppm,well group scientific(usa)ltd.研制)沿圆截面平均切割成4瓣,每瓣用车床加工成直径为2.5mm的圆棒,长10mm的小圆棒,加工过程中用无水乙醇冷却,之后剪成1cm的小段,用无水乙醇清洗,吹干后得到铝合金焊丝;之后采用小型车床进行车削去除表面层,然后在150℃下烘干30min,随后盛放于97mm瓷舟中,然后将盛放有铝合金的瓷舟置于石英管式炉中进行熔化,得到铝合金熔体和氢气;
[0076]
其中,瓷舟在使用前先在1000℃灼烧10min,然后冷却至150℃后在干燥器中进行干燥;石英管式炉在使用前先采用纯度为99.999%的氮气将石英管式炉中的气体排空18min,然后预热;氮气采用高氯酸镁和碱石棉进行净化;采用氮气将石英管式炉中的气体
排空的流量为4lpm;预热的温度为350℃;升温至预热的温度的速率为110℃/min;熔化的温度为800℃;升温至熔化的温度的保温时间为230s;升温至熔化的温度的速率为110℃/min;
[0077]
(2)采用纯度为99.999%的氮气作为载体将所述步骤(1)得到的氢气与稀土氧化铜混合,进行氧化反应,得到水蒸气;其中,氢气与稀土氧化铜的质量之比为1:108;所述氮气采用高氯酸镁和碱石棉进行净化;氮气的流量为1lpm;氧化反应的温度为800℃;
[0078]
(3)采用leco公司生产的rc612多相碳水分析仪测量所述步骤(2)得到的水蒸气的含量,再采用式i:hwt%=h2owt%/9进行计算,之后建立校准曲线,对铝合金焊丝中的氢元素含量进行校正,得到氢元素含量;其中,rc612多相碳水分析仪在使用前依次进行预热和通入纯度为99.999%的氮气;预热的时间为7h;氮气采用高氯酸镁和碱石棉进行净化;水蒸气采用纯度为99.999%的氮气作为载体进入rc612多相碳水分析仪;基线时间3s,终止时间3s,比较器水平1%。
[0079]
实施例2中铝合金焊丝中氢元素含量如表2所示(五次测试结果)
[0080]
表2实施例2中铝合金焊丝中氢元素含量
[0081][0082][0083]
实施例3
[0084]
一种测定铝合金焊丝中氢元素含量的方法,为如下步骤:
[0085]
(1)将直径为12mm的铝中氢标准物质s5506圆棒(认证值0.37
±
0.02ppm,well group scientific(usa)ltd.研制)沿圆截面平均切割成4瓣,每瓣用车床加工成直径为2.5mm的圆棒,长10mm的小圆棒,加工过程中用无水乙醇冷却,之后剪成1cm的小段,用无水乙醇清洗,吹干后得到铝合金焊丝;之后采用小型车床进行车削去除表面层,然后在150℃下烘干30min,随后盛放于97mm瓷舟中,然后将盛放有铝合金的瓷舟置于石英管式炉中进行熔化,得到铝合金熔体和氢气;
[0086]
其中,瓷舟在使用前先在1000℃灼烧10min,然后冷却至150℃后在干燥器中进行干燥;石英管式炉在使用前先采用纯度为99.999%的氮气将石英管式炉中的气体排空20min,然后预热;氮气采用高氯酸镁和碱石棉进行净化;采用氮气将石英管式炉中的气体排空的流量为5lpm;预热的温度为400℃;升温至预热的温度的速率为120℃/min;熔化的温度为1000℃;升温至熔化的温度的保温时间为250s;升温至熔化的温度的速率为120℃/min;
[0087]
(2)采用纯度为99.999%的氮气作为载体将所述步骤(1)得到的氢气与稀土氧化铜混合,进行氧化反应,得到水蒸气;其中,氢气与稀土氧化铜的质量之比为1:108;所述氮气采用高氯酸镁和碱石棉进行净化;氮气的流量为1.5lpm;氧化反应的温度为900℃;
[0088]
(3)采用leco公司生产的rc612多相碳水分析仪测量所述步骤(2)得到的水蒸气的含量,再采用式i:hwt%=h2owt%/9进行计算,之后建立校准曲线,对铝合金焊丝中的氢元素含量进行校正,得到氢元素含量;其中,rc612多相碳水分析仪在使用前依次进行预热和通入纯度为99.999%的氮气;预热的时间为8h;氮气采用高氯酸镁和碱石棉进行净化;水蒸气采用纯度为99.999%的氮气作为载体进入rc612多相碳水分析仪;基线时间5s,终止时间5s,比较器水平1%。
[0089]
实施例3中铝合金焊丝中氢元素含量如表3所示(五次测试结果)
[0090]
表3实施例3中铝合金焊丝中氢元素含量
[0091][0092]
从以上实施例可以看出,本发明提供的方法能够准确测定铝合金焊丝中氢元素含量。
[0093]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1