一种小规格紧固件硬度测试定位专用工装的制作方法
本发明涉及测试工装,具体为一种小规格紧固件硬度测试定位专用工装。
背景技术:
1、为满足小规格紧固件力学性能硬度测试需求,一般采用镶嵌制样以固定试验样品,因此,试验准备时间长、镶嵌制样成本高,为降低检测成本、提高检测效率,依据试验测试特点,利用现有设备平台,自制试验测试辅助专用工装。
2、常见的测试工装根据gb/t3098.1标准要求,紧固件螺栓硬度测试样品取自螺栓一端,一般小规格螺栓如m4m5m6m8m10等测试前采用镶嵌制备后检测试样,保证试验测试中试验样品稳固且不发生移动。目前,紧固件螺栓检测以批量送检为主,而小规格紧固件占比较大、数量较多的情况,采用类似镶嵌试样的传统制备方式,既增加了测试成本,又延长检测周期,不能满足测试工装的工作要求,为此提出一种小规格紧固件硬度测试定位专用工装。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种小规格紧固件硬度测试定位专用工装,以解决上述的技术问题。
3、(二)技术方案
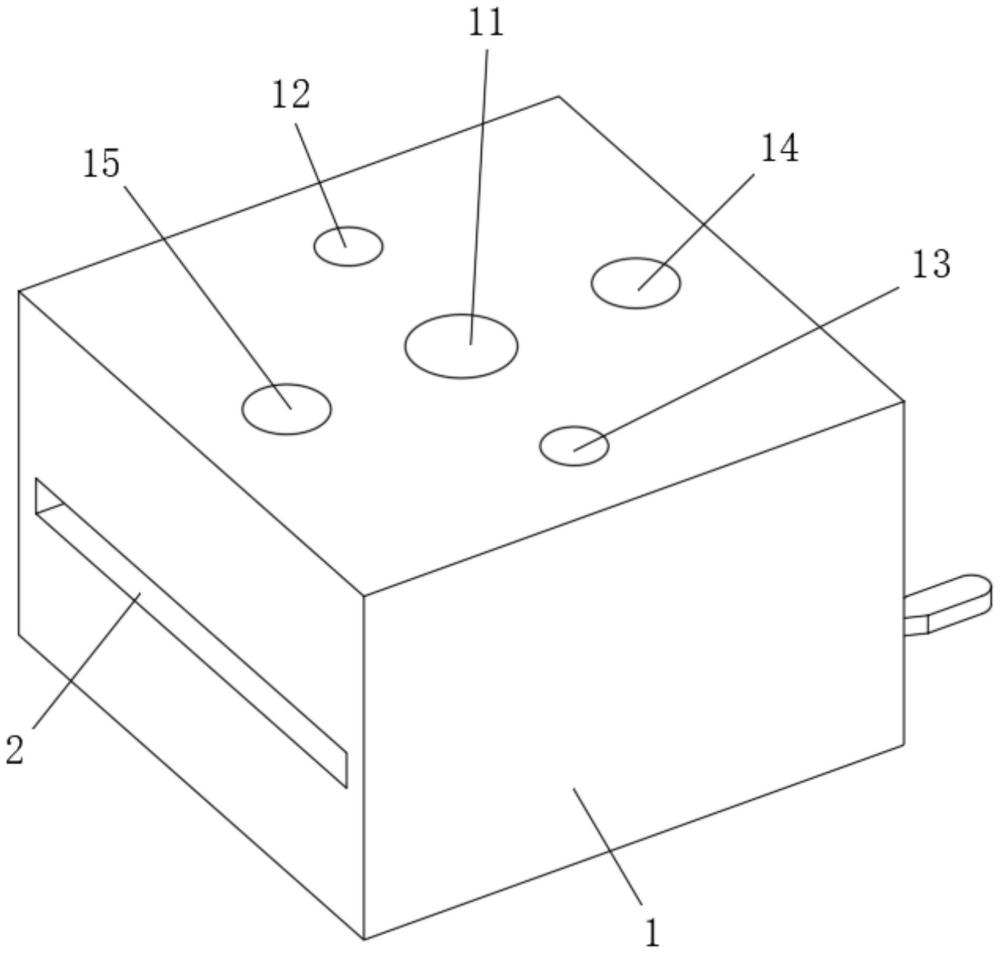
4、为实现上述的目的,本发明提供如下技术方案:一种小规格紧固件硬度测试定位专用工装,包括检测钢座,所述检测钢座的顶部中间位置开设有第一螺纹孔,所述检测钢座的顶部上侧开设有第二螺纹孔,所述检测钢座的顶部下侧开设有第三螺纹孔,所述检测钢座的顶部右侧开设有第四螺纹孔,所述检测钢座的顶部左侧开设有第五螺纹孔,所述检测钢座的内腔中部开设有排料槽,所述检测钢座的内腔底部左侧开设有插槽。
5、优选的,所述第一螺纹孔的孔径为10-11毫米,所述第二螺纹孔的孔径为8-9毫米,所述第三螺纹孔的孔径为6-7毫米。
6、优选的,所述第四螺纹孔的孔径为4-5毫米,所述第五螺纹孔的孔径为5-6毫米。
7、优选的,所述插槽的内部前端旋接有连接座,所述连接座的前端固定装设有把手,所述连接座的后部装设有刷排。
8、优选的,所述检测钢座的内腔底部左右两侧均开设有密封槽,所述检测钢座的底部左右两侧与密封槽相对应的位置均旋接有密封盖。
9、优选的,所述密封槽的内部均固定装设有海绵,且海绵的中部开设有通孔,所述海绵的内部均浸染有润滑油。
10、(三)有益效果
11、与现有技术相比,本发明提供了一种小规格紧固件硬度测试定位专用工装,具备以下有益效果:
12、1、该小规格紧固件硬度测试定位专用工装,通过加设的各组不同孔径、不同螺距的螺纹孔使得可针对m4、m5、m6、m8和m10螺栓、螺丝、螺柱等硬度试样测试定位要求,具有针对性强且操作方便的优点,且通过旋接的方式替代采用镶嵌机镶嵌固定试样的操作方式,可有效减少耗材使用,降低检测成本;
13、2、该小规格紧固件硬度测试定位专用工装,通过连接座将刷排旋出后,可在对螺栓等紧固件进行测试时对螺纹孔内部螺纹间隙内部的杂质清理,并同时通过将刷排插入海绵的内部,使得刷排的表面浸染润滑油,方便了快速对螺纹孔内部进行润滑油的涂抹,提升了紧固件进行旋接时的顺畅性,且可对避免了螺纹孔内部生锈。
技术特征:
1.一种小规格紧固件硬度测试定位专用工装,包括检测钢座(1),其特征在于:所述检测钢座(1)的顶部中间位置开设有第一螺纹孔(11),所述检测钢座(1)的顶部上侧开设有第二螺纹孔(12),所述检测钢座(1)的顶部下侧开设有第三螺纹孔(13),所述检测钢座(1)的顶部右侧开设有第四螺纹孔(14),所述检测钢座(1)的顶部左侧开设有第五螺纹孔(15),所述检测钢座(1)的内腔中部开设有排料槽(2),所述检测钢座(1)的内腔底部左侧开设有插槽(6)。
2.根据权利要求1所述的一种小规格紧固件硬度测试定位专用工装,其特征在于:所述第一螺纹孔(11)的孔径为10-11毫米,所述第二螺纹孔(12)的孔径为8-9毫米,所述第三螺纹孔(13)的孔径为6-7毫米。
3.根据权利要求1所述的一种小规格紧固件硬度测试定位专用工装,其特征在于:所述第四螺纹孔(14)的孔径为4-5毫米,所述第五螺纹孔(15)的孔径为5-6毫米。
4.根据权利要求1所述的一种小规格紧固件硬度测试定位专用工装,其特征在于:所述插槽(6)的内部前端旋接有连接座(3),所述连接座(3)的前端固定装设有把手,所述连接座(3)的后部装设有刷排(4)。
5.根据权利要求1所述的一种小规格紧固件硬度测试定位专用工装,其特征在于:所述检测钢座(1)的内腔底部左右两侧均开设有密封槽,所述检测钢座(1)的底部左右两侧与密封槽相对应的位置均旋接有密封盖(5)。
6.根据权利要求5所述的一种小规格紧固件硬度测试定位专用工装,其特征在于:所述密封槽的内部均固定装设有海绵(7),且海绵(7)的中部开设有通孔,所述海绵(7)的内部均浸染有润滑油。
技术总结
本发明涉及测试工装技术领域,且公开了一种小规格紧固件硬度测试定位专用工装,所述检测钢座的顶部上侧开设有第二螺纹孔,所述检测钢座的顶部下侧开设有第三螺纹孔,所述检测钢座的顶部右侧开设有第四螺纹孔,所述检测钢座的顶部左侧开设有第五螺纹孔,所述检测钢座的内腔中部开设有排料槽,所述检测钢座的内腔底部左侧开设有插槽。该小规格紧固件硬度测试定位专用工装,通过加设的各组不同孔径、不同螺距的螺纹孔使得可针对M4、M5、M6、M8和M10螺栓、螺丝、螺柱等硬度试样测试定位要求,具有针对性强且操作方便的优点,且通过旋接的方式替代采用镶嵌机镶嵌固定试样的操作方式,可有效减少耗材使用。
技术研发人员:钱智明,黄晓洁
受保护的技术使用者:沪东重机有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!