小直径管焊缝微焦点数字射线检测质量优化方法及系统与流程
本发明属于航空发动机小直径管焊缝微焦点x射线dr检测,涉及一种航空发动机小直径管焊缝微焦点数字射线检测质量优化方法及系统。
背景技术:
1、随着x射线数字成像(digital radiography,dr)技术发展快速,在实际检测中逐步替代胶片照相。dr成像的评价指标主要包括空间分辨率(spatial resolution,sr)、对比度噪声比(contrast-to-noise ratio,cnr)和信噪比(signal-to-noise ratio,snr),影响这些指标的工艺参数有x射线源焦点尺寸、管电压、管电流、放大倍数和透照厚度等,这些工艺参数对检测指标存在着相互影响的作用。采用微焦点x射线dr成像检测航空发动小直径管焊缝时,由于微焦点x射线源与普通x射线源相比的焦点尺寸非定值,其焦点尺寸与射线源靶功率相关,因此dr检测参数较难制定。同时,航空发动机小直径管具有件号数量多,制造材料多样、焊接工艺材料多样以及功能不同而质量要求差异大等特点。其他x射线dr检测工艺参数制定方法通过改变dr检测其中一个工艺参数,固定其他的工艺参数的方法得出最佳的dr成像工艺参数,未实现多种工艺参数组合的优化,同时未描述检测工艺与质量指标cnr和sr的关系。这些针对特定工件研究最佳成像工艺参数的方法在航空发动机小直径管焊缝微焦点x射线dr检测中并不适用。综上所述,现有技术的优化方法无法实现种工艺参数组合的优化,无法描述检测工艺与质量指标cnr和sr的关系,检测图像质量较低的问题。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种航空发动机小直径管焊缝微焦点数字射线检测质量优化方法及系统,从而实现了多种工艺参数组合的优化,以及实现了检测工艺与质量指标cnr和sr的关系,提高了检测图像质量。
2、本发明是通过以下技术方案来实现:
3、一种小直径管焊缝微焦点数字射线检测质量优化方法,包括,
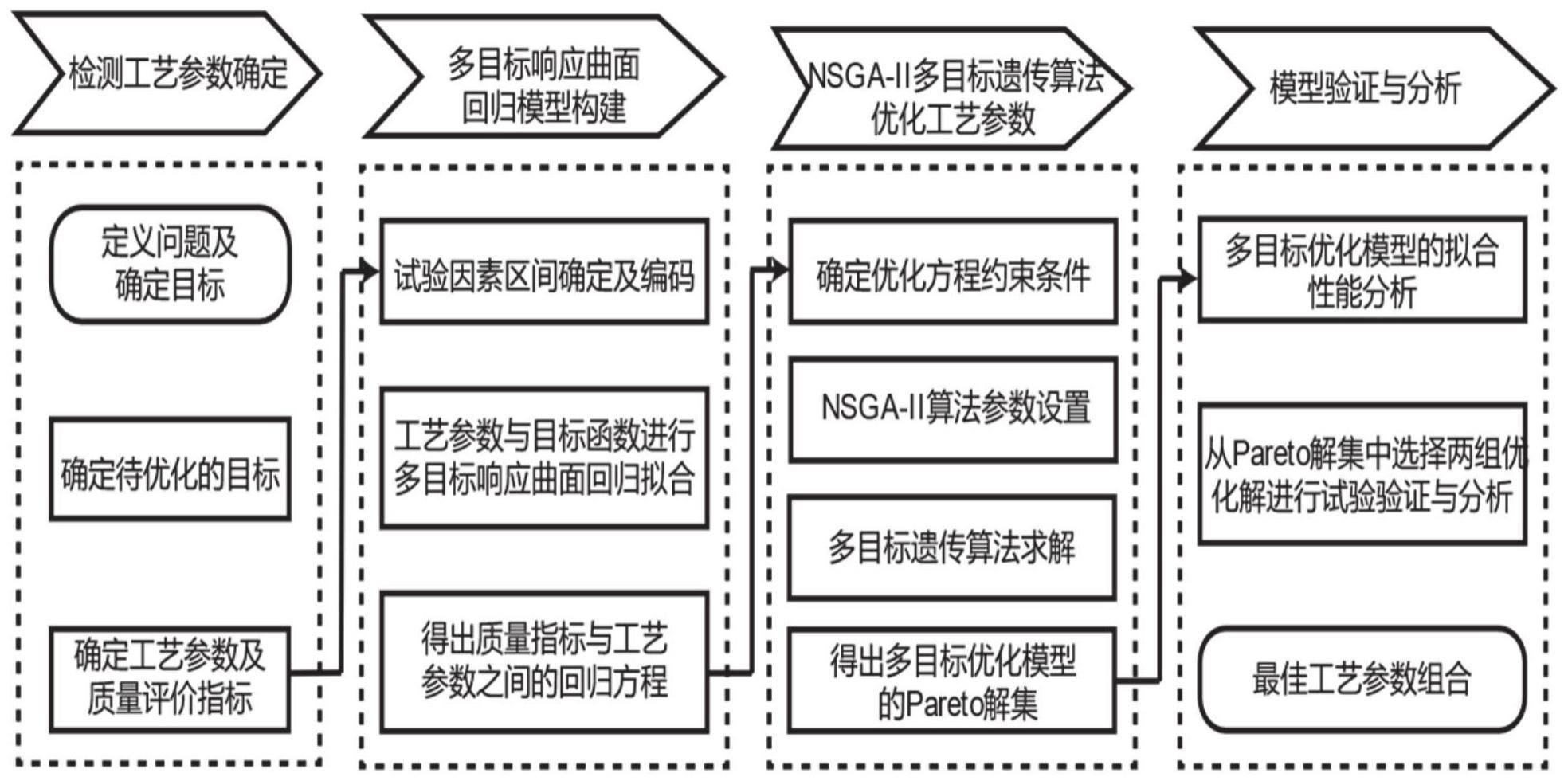
4、s1,根据小直径管焊缝微焦点x射线dr检测特点,确定工艺参数和质量指标;
5、s2,基于多元非线性响应回归,建立工艺参数与质量指标之间的多目标响应曲面回归模型;
6、s3,通过质量指标与工艺参数之间的多目标响应曲面回归模型,得出nsga-ii算法的pareto解集中的最优解;
7、s4,选取pareto解集中的最优解进行实际试验,输出最优dr检测工艺参数。
8、优选的,所述质量指标包括cnr和sr;sr为空间分辨率,cnr为对比度噪声比。
9、优选的,所述工艺参数包括管电压、管电流、放大倍数和透照厚度;管电压用于评价检测图像的对比灵敏度;曝光量等于管电流与曝光时间的乘积,用于评价检测图像的snr,放大倍数用于评价检测图像的不清晰度;透照厚度用于选取针对不同壁厚的小直径管选择最佳工艺参数。
10、优选的,所述建立工艺参数与质量指标之间的多目标响应曲面回归模型具体过程为:
11、s201,响应曲面的试验因素及约束区间确定:响应曲面的试验因素包括管电压x1,管电流x2,放大倍数x3以及透照厚度x4;根据实际系统的检测能力以及工程经验,确定需要优化的工艺参数的取值范围,从而确定约束区间;
12、s202,响应曲面试验方案设计:对响应曲面的试验因素进行水平编码处理之后,构建试验方案表进行实际试验,记录实验数据;
13、s203,响应曲面回归拟合:对试验数据进行回归拟合,得出质量指标与工艺参数之间的回归方程,从而建立工艺参数与质量指标之间的交互作用的关系模型。
14、优选的,所述响应曲面试验方案设计的试验设计方法采用box-behnken design。
15、优选的,得出nsga-ii算法最优解的具体过程为:
16、s301,根据实际试验条件确定质量指标与工艺参数之间的回归方程解的约束条件与范围;
17、s302,根据实际试验条件确定nsga-ii算法参数的设置;
18、s303,对工艺参数与质量指标之间的多目标响应曲面回归模型采用nsga-ii算法求解,得出nsga-ii算法的多目标模型的pareto最优解集。
19、优选的,所述nsga-ii算法参数包括最大迭代次数、种群数量、最优前端个体稀疏和适应度函数偏差。
20、优选的,s303的具体过程为:首先进行初始化种群并设置,然后对初始化种群进行非支配排序和选择、交叉以及变异生成父代种群,之后父代种群和子代种群合并为新种群并判断是否已经生成新的父代种群,若没有就执行快速非支配排序、计算拥挤度和精英策略的操作生成新的父代种群;否则对生成的父代种群进行选择、交叉以及变异的操作生成子代种群,判断进化代数gen是否等于最大进化代数,满足则算法停止运行,否则继续运行,直至得出nsga-ii算法的多目标模型的pareto最优解集。
21、优选的,选取nsga-ii算法的多目标模型的pareto最优解集中的两组最优解对工艺参数与质量指标之间的多目标响应曲面回归模型进行验证分析,计算模型的预测值与实际值之间的误差,进行对比分析,若预测值与实际值相吻合,则表明构件的模型的试验方法有效;若不吻合,则继续返回重新构建工艺参数与质量指标之间的多目标响应曲面回归模型,直至验证预测值与实际值的结果相吻合。
22、一种小直径管焊缝微焦点数字射线检测质量优化系统,包括,
23、参数指标确定模块,用于根据小直径管焊缝微焦点x射线dr检测特点,确定工艺参数和质量指标;
24、模型建立模块,用于基于多元非线性响应回归,建立工艺参数与质量指标之间的多目标响应曲面回归模型;
25、计算模块,用于通过质量指标与工艺参数之间的多目标响应曲面回归模型,得出nsga-ii算法的pareto解集中的最优解;
26、试验模块,用于选取pareto解集中的最优解进行实际试验,输出最优dr检测工艺参数。
27、与现有技术相比,本发明具有以下有益的技术效果:
28、本发明提供一种航空发动机小直径管焊缝微焦点数字射线检测质量优化方法及系统,针对航空发动机小直径管焊缝微焦点x射线dr检测特点,以实际的微焦点x射线源dr检测系统为对象,研究工艺参数优化问题。以cnr和sr作为质量指标,基于多元非线性响应回归,建立多目标工艺参数与质量指标之间的交互作用的关系模型,最后利用非支配排序遗传算法(nondominated sorting genetic algorithm ii,nsga-ii)求得最佳工艺参数序列方法,小直径管焊缝检测工艺参数多目标优化模型结构,从而实现了多种工艺参数组合的优化,以及实现了检测工艺与质量指标cnr和sr的关系,提高了检测图像质量。当航空发动机小直径管焊缝微焦点x射线dr检测时,可以通过上述的步骤加工,可以研究多因素参数的不同组合对检测图像的空间分辨率和对比度噪声比的影响,制定优化的dr检测工艺参数,对于多种规格的航空发动机小直径管焊缝射线检测来说可以节约检测工艺试验成本;采用本发明的方法进行试验,适用于当航空发动机小直径管焊缝微焦点x射线dr检测,可以直接得出优化的dr检测参数,提高检测图像质量。
- 还没有人留言评论。精彩留言会获得点赞!