一种车载排线插装自动化检测设备、系统及方法与流程
本发明涉及排线插装检测的,尤其涉及一种车载排线插装自动化检测设备、系统及方法。
背景技术:
1、在车载电子行业,无论是智能座舱、智能驾驶产品中,一般线路板上有排线等物料需要插装到位,达到产品的功能要求。插装工序的两个关键步骤为:第一步:先取排线进行插装作业到fpc连接器;第二步:取油性笔进行目视检查插装效果并标记。自工序完结的两个步骤需由同一人作业完成,作业内容多且需要多次检查。
2、当前的这种人工检测步骤,存在诸多问题,例如,线路板上安装排线零部件结构过程比较复杂,安装精度较高,传统检查方式无法精确管控连接器本体与钢琴盖的高度差,无法保证交付的产品合格率及质量要求,其中,钢琴盖是指fpc连接器的翻盖部分,起到压接排线的作用。特别是安装排线后处于边界高度的排插当时的产品功能是有效的,但处于边界的产品人工无法有效的检查出来,后期在恶劣的环境使用中,排插钢琴盖有概率会翘起,导致产品功能失效,影响客户体验。同时,由于线路板元件比较密集,传统人工检查打标记方式有静电风险,且压力过大,有撞元器件的风险和受应力风险,不符合人机工程。在检测过程中也无法管控过程质量,稳定性差,生产数据无法追溯。而目前市面上没有针对排线插装的有效智能化检测,导致车载产品排线插装的生产成本高。
技术实现思路
1、本发明为解决当前车载产品排线插装检测需要人工检测,人工成本高,检测稳定性差的技术问题,提供一种车载排线插装自动化检测设备、系统及方法。
2、为解决上述技术问题,本发明的技术方案如下:
3、一种车载排线插装自动化检测设备,其特征在于,包括:
4、载板治具,安装在工作台上,用于支撑车载排线组件并对所述车载排线组件进行定位;
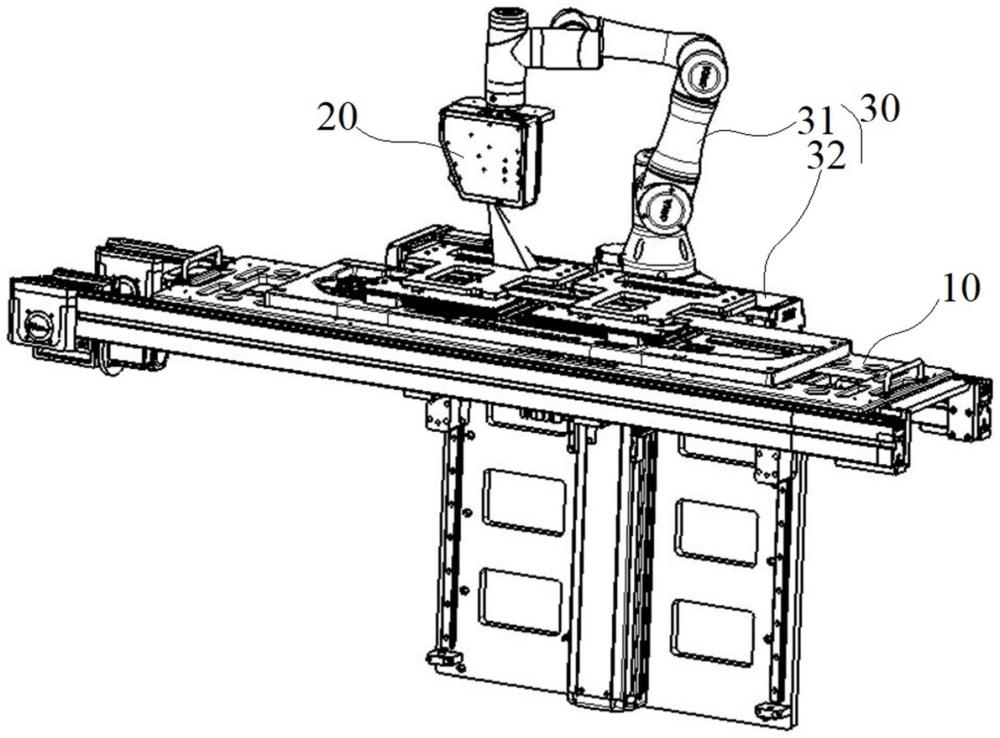
5、结构光扫描模块,设置在所述载板治具上方,用于对所述车载排线组件进行结构光扫描并进行排线压盖的高度测量;
6、动作模块,可滑动安装在所述工作台上,且活动端与所述结构光扫描模块固定连接,用于根据支撑车载排线组件将结构光扫描模块移动至预设扫描位置;以及
7、上位机,与所述结构光扫描模块、动作模块控制连接,用于根据控制信号控制结构光扫描模块、动作模块对载板治具上的车载排线组件进行排线压盖的高度进行测量,并与预设高度进行比对,判断车载排线组件的插装到位状况。
8、进一步的,所述载板治具包括底座、装配座和压板,所述装配座可拆卸安装在所述底座上,所述装配座内设置有与所述车载排线组件大小适配的装配槽,所述压板安装在所述底座上,并活动设置在所述装配座一侧。
9、进一步的,所述载板治具还包括物料传感器,所述物料传感器设置在所述底座上,用于检测装配座上是否存在车载排线组件。
10、进一步的,所述载板治具还包括顶升气缸,所述顶升气缸设置在所述装配座底部,用于将装配座上的工装顶升并定位在工作区域。
11、进一步的,所述结构光扫描模块包括图像采集模块、投影模块和处理模块;所述投影模块用于向车载排线组件投射光栅图像;所述图像采集模块用于采集投射光栅图像后的车载排线组件上的图像信息;所述处理模块用于接收图像采集模块采集到的图像信息,并根据预先标定的系统参数或相位-高度映射关系从绝对相位值计算出被测物体表面的三维点云数据。
12、进一步的,所述图像采集模块为cmos摄像机,所述投影模块为dlp投影仪。
13、进一步的,所述动作模块包括六轴机械手和移动模块,所述移动模块设置在所述载板治具一侧,所述六轴机械手安装在所述移动模块的滑块上,用于对调节所述结构光扫描模块的位置。
14、本发明还提供一种车载排线插装自动化检测系统,包括控制模块和权利要求上述的车载排线插装自动化检测设备,所述控制模块与所述车载排线插装自动化检测设备控制连接,所述控制模块用于控制车载排线组件在车载排线插装自动化检测设备上的入料、检测何出料的控制以及对检测结果的数据分析。
15、进一步的,所述车载排线插装自动化检测系统还包括扫描系统和急停开关,所述扫描系统用于自动扫描流道上经过的产品序列号,所述急停开关用于实现突发情况下的紧急停止开关。
16、本发明还提供一种车载排线插装自动化检测方法,其特征在于,应用于上述的车载排线插装自动化检测设备,并通过车载排线插装自动化检测设备执行以下步骤:
17、上位机通过物料传感器感应到有工装物料输入;
18、上位机控制载板治具将工装物料调整定位在工作区域;
19、上位机控制动作模块,将结构光扫描模块移动至测试点位;
20、上位机通过结构光扫描模块采集工装物料上的光栅图像,并对光栅图像进行计算处理,判断是否符合要求,并根据检测结果进入相对应的预设操作步骤。
21、本发明通过车载排线插装自动化检测设备对车载产品的排线插装进行自动化智能化检测,其通过对钢琴盖,即排线压盖的高度值数据进行检测,来保证排线插装到位且无漏插装,该设备兼容性高、转型简单,只需要更换两个一体工装就可以完成转型,而本发明的设备通过传动模组及六轴机械手,可实现任意角度及位置的检测,稳定性高,较以往人工目视检查,能达到100%防错,防止不良流出风险,且生产效率高,取代以往由人工目视检测并打点的方式,节省时间,实现减人增效,节约了检测成本。
技术特征:
1.一种车载排线插装自动化检测设备,其特征在于,包括:
2.根据权利要求1所述的车载排线插装自动化检测设备,其特征在于,所述载板治具(10)包括底座(11)、装配座(12)和压板(13),所述装配座(12)可拆卸安装在所述底座(11)上,所述装配座(12)内设置有与所述车载排线组件大小适配的装配槽,所述压板(13)安装在所述底座(11)上,并活动设置在所述装配座(12)一侧。
3.根据权利要求2所述的车载排线插装自动化检测设备,其特征在于,所述载板治具(10)还包括物料传感器,所述物料传感器设置在所述底座(11)上,用于检测装配座(12)上是否存在车载排线组件。
4.根据权利要求2所述的车载排线插装自动化检测设备,其特征在于,所述载板治具(10)还包括顶升气缸,所述顶升气缸设置在所述装配座(12)底部,用于将装配座(12)上的工装顶升并定位在工作区域。
5.根据权利要求1所述的车载排线插装自动化检测设备,其特征在于,所述结构光扫描模块(20)包括图像采集模块、投影模块和处理模块;所述投影模块用于向车载排线组件投射光栅图像;所述图像采集模块用于采集投射光栅图像后的车载排线组件上的图像信息;所述处理模块用于接收图像采集模块采集到的图像信息,并根据预先标定的系统参数或相位-高度映射关系从绝对相位值计算出被测物体表面的三维点云数据。
6.根据权利要求5所述的车载排线插装自动化检测设备,其特征在于,所述图像采集模块为cmos摄像机,所述投影模块为dlp投影仪。
7.根据权利要求1所述的车载排线插装自动化检测设备,其特征在于,所述动作模块(30)包括六轴机械手(31)和移动模块(32),所述移动模块(32)设置在所述载板治具(10)一侧,所述六轴机械手(31)安装在所述移动模块(32)的滑块上,用于对调节所述结构光扫描模块(20)的位置。
8.一种车载排线插装自动化检测系统,其特征在于,包括控制模块和权利要求1-7任一项所述的车载排线插装自动化检测设备,所述控制模块与所述车载排线插装自动化检测设备控制连接,所述控制模块用于控制车载排线组件在车载排线插装自动化检测设备上的入料、检测何出料的控制以及对检测结果的数据分析。
9.根据权利要求8所述的车载排线插装自动化检测系统,其特征在于,所述车载排线插装自动化检测系统还包括扫描系统和急停开关,所述扫描系统用于自动扫描流道上经过的产品序列号,所述急停开关用于实现突发情况下的紧急停止开关。
10.一种车载排线插装自动化检测方法,其特征在于,应用于权利要求1-7任一项所述的车载排线插装自动化检测设备,并通过车载排线插装自动化检测设备执行以下步骤:
技术总结
本发明涉及排线插装检测的技术领域,尤其涉及一种车载排线插装自动化检测设备、系统及方法。包括:载板治具,安装在工作台上;结构光扫描模块,设置在载板治具上方;动作模块,可滑动安装在工作台上,且活动端与结构光扫描模块固定连接;以及上位机,与结构光扫描模块、动作模块控制连接,用于根据控制信号控制结构光扫描模块、动作模块对载板治具上的车载排线组件进行排线压盖的高度进行测量,并与预设高度进行比对,判断车载排线组件的插装到位状况。本发明通过对钢琴盖,即排线压盖的高度值数据进行检测,来保证排线插装到位且无漏插装,该设备兼容性高、转型简单,只需要更换两个一体工装就可以完成转型,稳定性高。
技术研发人员:车先峰,李乐,张云祥
受保护的技术使用者:广东省威汇智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!