一种随动式产品检测定位工装的制作方法
本技术涉及产品定位供给,特别涉及一种随动式产品检测定位工装。
背景技术:
1、在家电生产制造行业中,家电产品的零部件生产完后需进行检测,以确认产品是否合格。例如,冰箱、空调、洗衣机等产品中所使用的各类铜管和阀体,需要进行气密性检测。现有的检测方式是:产品在流水线上运转,当运转到检测工位时,流水线停止运转,检测人员操作检测设备,对产品进行相应的气密性检测,检测完成后流水线继续运转。
2、这种检测方式存在一个弊端:检测时整条流水线都需要暂停运转,检测完的和未检测的产品都要随之停止,一条流水线每天至少要承担几百台产品的生产任务,显然造成了大量工时的浪费,影响了前端和后端的生产进度,进而导致整体生产效率下降。
3、为此,本申请提出了一种能够跟随流水线一起运转的检测定位工装,以实现产品的在线随动检测。
技术实现思路
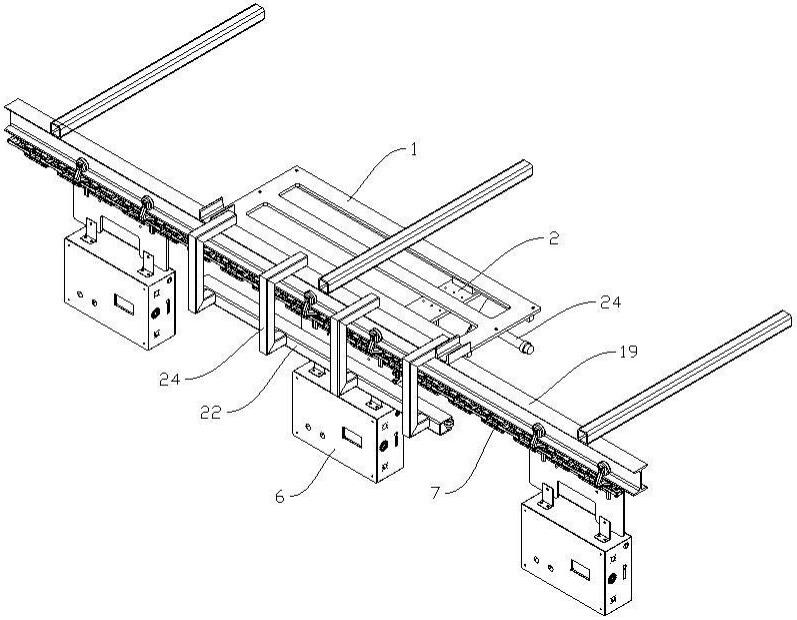
1、为实现上述目的,本实用新型公开了一种随动式产品检测定位工装,包括固定板、移动板、定位气缸、顶出气缸、挂板以及检测箱,所述固定板设置在悬挂链的一侧,所述移动板通过第一滑动组件设置在固定板底部,所述定位气缸和顶出气缸通过连接板设置在移动板下方,所述挂板通过第二滑动组件设置在悬挂链上,所述检测箱设置在挂板下方,所述顶出气缸的活塞杆前端设有公头,所述挂板上设有与公头位置相对应的母头,所述公头与母头活动配合。
2、进一步的,所述公头前端设有凸出的第一锥面,所述公头内部设有第一通道,所述第一通道从公头底部贯穿至第一锥面的前端。
3、进一步的,所述母头前端设有凹进的第二锥面,所述母头内设有第二通道,所述第二通道从第二锥面的前端贯穿至母头的底部。
4、进一步的,所述第二通道通过气管与检测箱连接。
5、进一步的,所述定位气缸的活塞杆端部设有挡块。
6、进一步的,所述挂板通过悬挂臂和滚轮与悬挂链的工字梁连接。
7、进一步的,所述第一滑动组件包括滑动配合的滑轨和滑块,所述滑轨设置在固定板的底部,所述滑块设置在移动板的顶部。
8、进一步的,所述第二滑动组件包括滑槽以及多个滚轮轴承,所述滑槽通过连接臂设置在悬挂链下方,多个所述滚轮轴承并排设置在滑槽的开口侧,所述挂板与滚轮轴承滚动接触。
9、进一步的,所述固定板底部位于移动板的一侧还设有复位气缸。
10、本实用新型的有益效果是:
11、该定位工装通过定位气缸与挂板进行定位,通过悬挂链带动挂板和检测箱同步运动,并且顶出气缸带动公头与母头进行对接,实现供气,进而实现产品的在线检测。
技术特征:
1.一种随动式产品检测定位工装,其特征在于:包括固定板、移动板、定位气缸、顶出气缸、挂板以及检测箱,所述固定板设置在悬挂链的一侧,所述移动板通过第一滑动组件设置在固定板底部,所述定位气缸和顶出气缸通过连接板设置在移动板下方,所述挂板通过第二滑动组件设置在悬挂链上,所述检测箱设置在挂板下方,所述顶出气缸的活塞杆前端设有公头,所述挂板上设有与公头位置相对应的母头,所述公头与母头活动配合。
2.根据权利要求1所述的随动式产品检测定位工装,其特征在于:所述公头前端设有凸出的第一锥面,所述公头内部设有第一通道,所述第一通道从公头底部贯穿至第一锥面的前端。
3.根据权利要求2所述的随动式产品检测定位工装,其特征在于:所述母头前端设有凹进的第二锥面,所述母头内设有第二通道,所述第二通道从第二锥面的前端贯穿至母头的底部。
4.根据权利要求3所述的随动式产品检测定位工装,其特征在于:所述第二通道通过气管与检测箱连接。
5.根据权利要求1所述的随动式产品检测定位工装,其特征在于:所述定位气缸的活塞杆端部设有挡块。
6.根据权利要求1所述的随动式产品检测定位工装,其特征在于:所述挂板通过悬挂臂和滚轮与悬挂链的工字梁连接。
7.根据权利要求1所述的随动式产品检测定位工装,其特征在于:所述第一滑动组件包括滑动配合的滑轨和滑块,所述滑轨设置在固定板的底部,所述滑块设置在移动板的顶部。
8.根据权利要求1所述的随动式产品检测定位工装,其特征在于:所述第二滑动组件包括滑槽以及多个滚轮轴承,所述滑槽通过连接臂设置在悬挂链下方,多个所述滚轮轴承并排设置在滑槽的开口侧,所述挂板与滚轮轴承滚动接触。
9.根据权利要求1所述的随动式产品检测定位工装,其特征在于:所述固定板底部位于移动板的一侧还设有复位气缸。
技术总结
本技术公开了一种随动式产品检测定位工装,包括固定板、移动板、定位气缸、顶出气缸、挂板以及检测箱,所述固定板设置在悬挂链的一侧,所述移动板通过第一滑动组件设置在固定板底部,所述定位气缸和顶出气缸通过连接板设置在移动板下方,所述挂板通过第二滑动组件设置在悬挂链上,所述检测箱设置在挂板下方,所述顶出气缸的活塞杆前端设有公头,所述挂板上设有与公头位置相对应的母头,所述公头与母头活动配合。该定位工装通过定位气缸与挂板进行定位,通过悬挂链带动挂板和检测箱同步运动,并且顶出气缸带动公头与母头进行对接,实现供气,进而实现产品的在线检测。
技术研发人员:荆志海
受保护的技术使用者:青岛致用软控科技有限公司
技术研发日:20230511
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!