一种孔间距测量工具的制作方法
本技术属于结构设计领域,涉及一种测量工具。
背景技术:
1、在现代的航空制造行业中需要频繁的进行测量工作,例如测量孔与孔之间的间距以验证制孔的准确性。以往的方法是将尺子的零刻度线大致对准标准件孔的中心线读取另一个孔中心线所对应的刻度线数值就是两个孔之间间距。但是在测量孔与孔的间距时由于无法准确的测量到圆心到圆心的距离,所以测量存在较大的误差。
技术实现思路
1、本实用新型的目的是提供一种孔间距测量工具,来解决无法准确测量孔与孔之间间距的问题。
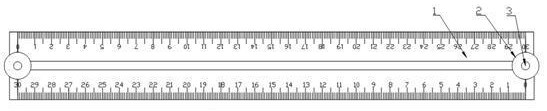
2、为了实现上述目的,本实用新型采用如下技术方案:一种孔间距测量工具,包括卡尺,还包括锁紧件、定位件和指示件;所述定位件安装在开设于卡尺长度方向的滑槽内,且可沿滑槽滑动,其数量为两个;锁紧件用于将定位件锁紧在卡尺上;指示件安装在定位件上,其端部指向卡尺上的刻度线;测量时,将其中一个定位件锁紧在卡尺上,且放入需要测量孔间距的其中一个孔内,移动另一个定位件直至放入另一个需要测量孔间距的孔内,读取指示件指示的刻度。
3、优选的,定位件包括连接部、限位部和标准件孔定位针;连接部与锁紧件连接固定;限位部位于连接部与标准件孔定位针之间,使定位件在滑槽内滑动且不在滑槽内旋转,指示件套装在限位部上;标准件孔定位针与需要测量孔间距的孔径适配。
4、优选的,连接部、限位部和标准件孔定位针一体成型且同轴。
5、优选的,锁紧件包括锁紧部和空腔;锁紧部和空腔连通且同轴;锁紧部与连接部连接固定,空腔内径大于限位部外径;当旋转锁紧部时,空腔不与限位部产生卡滞。
6、优选的,指示件为指针,其包括指针安装孔和针尖,指针安装孔套装在限位部上,针尖设置在指针安装孔径向,且指向卡尺刻度线。
7、优选的,针尖为两个,相对设置在指针安装孔径向。
8、优选的,限位部为多边形结构。
9、优选的,标准件孔定位针为圆锥结构。
10、与现有技术相比,本实用新型具有如下优点:能够准确的测量出孔与孔之间的间距,提高了测量准确率,减少了因测量误差造成的产品故障。
技术特征:
1.一种孔间距测量工具,包括卡尺,其特征在于:还包括锁紧件、定位件和指示件;所述定位件安装在开设于卡尺长度方向的滑槽内,且可沿滑槽滑动,其数量为两个;锁紧件用于将定位件锁紧在卡尺上;指示件安装在定位件上,其端部指向卡尺上的刻度线;测量时,将其中一个定位件锁紧在卡尺上,且放入需要测量孔间距的其中一个孔内,移动另一个定位件直至放入另一个需要测量孔间距的孔内,读取指示件指示的刻度。
2.根据权利要求1所述的孔间距测量工具,其特征在于:定位件包括连接部、限位部和标准件孔定位针;连接部与锁紧件连接固定;限位部位于连接部与标准件孔定位针之间,使定位件在滑槽内滑动且不在滑槽内旋转,指示件套装在限位部上;标准件孔定位针与需要测量孔间距的孔径适配。
3.根据权利要求2所述的孔间距测量工具,其特征在于:连接部、限位部和标准件孔定位针一体成型且同轴。
4.根据权利要求2所述的孔间距测量工具,其特征在于:锁紧件包括锁紧部和空腔;锁紧部和空腔连通且同轴;锁紧部与连接部连接固定,空腔内径大于限位部外径;当旋转锁紧部时,空腔不与限位部产生卡滞。
5.根据权利要求2所述的孔间距测量工具,其特征在于:指示件为指针,其包括指针安装孔和针尖,指针安装孔套装在限位部上,针尖设置在指针安装孔径向,且指向卡尺刻度线。
6.根据权利要求5所述的孔间距测量工具,其特征在于:针尖为两个,相对设置在指针安装孔径向。
7.根据权利要求2所述的孔间距测量工具,其特征在于:限位部为多边形结构。
8.根据权利要求2所述的孔间距测量工具,其特征在于:标准件孔定位针为圆锥结构。
技术总结
本技术属于结构设计领域,涉及一种测量工具。一种孔间距测量工具,包括卡尺,还包括锁紧件、定位件和指示件;所述定位件安装在开设于卡尺长度方向的滑槽内,且可沿滑槽滑动,其数量为两个;锁紧件用于将定位件锁紧在卡尺上;指示件安装在定位件上,其端部指向卡尺上的刻度线;测量时,将其中一个定位件锁紧在卡尺上,且放入需要测量孔间距的其中一个孔内,移动另一个定位件直至放入另一个需要测量孔间距的孔内,读取指示件指示的刻度。本技术具有如下优点:能够准确的测量出孔与孔之间的间距,提高了测量准确率,减少了因测量误差造成的产品故障。
技术研发人员:游锐,李桂君,王涛,孙梦龙,王传亮,李林根,熊千,张光耀
受保护的技术使用者:江西洪都航空工业股份有限公司
技术研发日:20231124
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!