工具路径修正装置的制作方法
[0001]
本发明涉及一种工具路径修正装置。
背景技术:
[0002]
为了在机床中用工具加工被加工物,例如生成针对数值控制装置的命令,使得工具沿着由cad等生成的被加工物的加工后的目标形状(产品形状)相对移动。因为工具具有立体形状,所以工具的移动路径的轮廓与加工后的被加工物的表面形状不完全一致。因此,提出了一种考虑工具的形状来修正工具的移动路径的装置(例如,参照专利文献1)。
[0003]
通常,工具移动的工具路径的信息表现为工具应通过的多个指令点的坐标的集合。也就是说,在机床中,工具在通过直线将工具路径信息中包含的多个指令点进行连接后的路径上进行移动。因此,在被加工物的目标形状具有曲面时,如果使工具沿着通过直线将多个指令点连接后的工具路径移动,则工具在指令点之间会偏离目标形状或陷入目标形状。另外,如果指令点的位置不合适,即使在指令点中工具也会偏离目标形状或陷入目标形状。由此,产生加工后的被加工物形状相对于目标形状的误差。因此,希望一种能够修正工具移动的工具路径的工具路径修正装置,使得能够更加正确地将被加工物加工为目标形状。
[0004]
专利文献1:国际公开wo2017/110236号
技术实现要素:
[0005]
本公开一个方式的工具路径修正装置具备:工具路径取得部,其取得通过上述工具应通过的多个指令点来确定用于加工被加工物的工具进行移动的工具路径的工具路径信息;工具形状取得部,其取得确定上述工具的形状的工具形状信息;目标形状取得部,其取得确定上述被加工物加工后的目标形状的目标形状信息;以及密度调整部,其以上述目标形状的曲率越大上述指令点的密度变得越大的方式调整上述指令点的密度。
[0006]
根据本公开的工具路径修正装置,能够修正工具进行移动的工具路径,使得能够更加正确地将被加工物加工为目标形状。
附图说明
[0007]
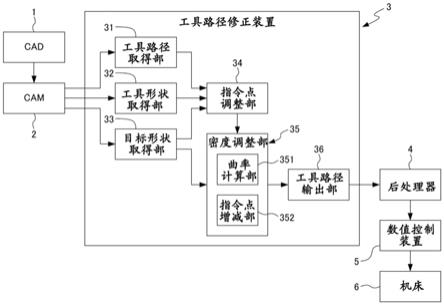
图1是表示具备本公开第一实施方式的工具路径修正装置的加工系统的结构的框图。
[0008]
图2是例示cam所生成的工具路径的示意图。
[0009]
图3是例示图2的工具路径的指令点的位置调整的示意图。
[0010]
图4是详细地表示球头立铣刀(ball end mill)的工具路径的指令点的位置调整例的示意图。
[0011]
图5是详细地表示圆弧头立铣刀(radius end mill)的工具路径的指令点的位置调整例的示意图。
[0012]
图6是详细地表示与图4不同的球头立铣刀的工具路径的指令点的位置调整例的示意图。
[0013]
图7是例示图3的工具路径的指令点的密度调整的示意图。
[0014]
图8是表示具备本公开第二实施方式的工具路径修正装置的加工系统的结构的框图。
[0015]
图9是例示图8的工具路径修正装置进行的工具路径的指令点的位置调整的示意图。
具体实施方式
[0016]
<第一实施方式>
[0017]
以下,参照附图说明本公开的实施方式。图1是表示具备本公开第一实施方式的工具路径修正装置的加工系统的结构的框图。图1的加工系统具备cad1、cam2、本公开的一个实施方式的工具路径修正装置3、后处理器4、数值控制装置5以及机床6。
[0018]
cad1是使用计算机进行设计的公知系统。也就是说,cad1用于设计在机床6中进行加工的被加工物加工后的目标形状(产品形状)。目标形状可以由平面、圆筒面、球面、贝塞尔曲面(bezier surface)、nurbs曲面等来确定。
[0019]
cam2是公知的系统,为了通过机床6将被加工物加工成通过cad1设计的目标形状,生成用于控制机床6的数值控制装置5所使用的加工程序等。cam2生成通过工具应通过的多个指令点来确定用于加工被加工物的工具进行移动的工具路径的工具路径信息。因此,cam2也可以生成与cad1生成的目标形状对应的加工区域的形状。可通过不考虑各个机床6的结构以及设定的cl(cutter location刀具位置)数据的形式来生成工具路径信息。
[0020]
工具路径信息可以包含关于工具的哪个部分在工具路径上移动的信息。作为工具在工具路径上移动的部分(以下有时称为基准点),列举工具前端、工具形状的中心(例如球头立铣刀的球头中心)等。另外,工具路径信息还可以包含工具在工具路径上移动时的移动是切削进给还是非切削进给(快进)的信息。此外,工具路径信息可以包含工具在工具路径上移动时的具体的进给速度的信息。
[0021]
图2表示包含多个指令点p的工具路径f。图2表示在各指令点p的工具的形状m和目标形状s。如图所示,在指令点p的工具的形状m理想地与目标形状s接触,但实际上有时会陷入目标形状s,或从目标形状s离开。
[0022]
工具路径修正装置3具有工具路径取得部31、工具形状取得部32、目标形状取得部33、指令点调整部34、密度调整部35、工具路径输出部36。工具路径修正装置3例如可通过使例如具备cpu、存储器、输入输出接口等的计算机装置执行适当的控制程序来实现。工具路径修正装置3的工具路径取得部31、工具形状取得部32、目标形状取得部33、指令点调整部34、密度调整部35以及工具路径输出部36是在功能上被区分的各部,在物理结构和程序结构中可以无法明确区分。另外,工具路径修正装置3也可以与cam2、后处理器4等其他装置一体构成。即,工具路径修正装置3也可以通过向cam2、后处理器4等追加控制程序来实现。
[0023]
工具路径取得部31取得cam2生成的工具路径信息。工具路径取得部31也可以经由未图示的服务器、记录介质等取得工具路径信息。
[0024]
工具形状取得部32取得用于确定工具形状的工具形状信息。工具形状取得部32可
构成为从cam2取得cam2为了生成工具路径信息而使用的工具形状信息。另外,工具形状取得部32也可以构成为从未图示的服务器、记录介质等取得工具形状信息。
[0025]
目标形状取得部33取得用于确定被加工物加工后的目标形状的目标形状信息。目标形状信息可以是在cad1中生成的产品形状的信息,也可以是由cam2生成的加工区域的形状(例如,近似为多个平面集合的加工表面的形状等)的信息。即,目标形状取得部33可以从cad1取得目标形状信息,也可以从cam2取得目标形状信息。另外,目标形状取得部33还可以从其他装置或记录介质取得目标形状信息。
[0026]
如图3所示,指令点调整部34根据工具形状信息和目标形状信息,调整指令点p的位置,使得工具的形状m与目标形状s接触。即,指令点调整部34修正工具路径信息的指令点p的位置,使得在指令点p的工具的模型与产品的模型接触。另外,“工具形状与目标形状接触”表示允许一定的误差,目标形状s与工具形状m之间的间隔或重复量在一定值以下。
[0027]
指令点调整部34也可以将指令点p在工具的旋转轴方向上移动。通过将指令点p在工具的旋转轴方向上移动,大多能够抑制指令点p的位置调整的运算负荷。更详细地说,指令点调整部34计算在工具路径f的指令点p的工具的形状m与目标形状s之间的距离,在该距离超过容许值的情况下,将指令点p在工具的旋转轴方向上移动,使得工具的形状m与目标形状s接触。
[0028]
图4表示工具是球头立铣刀的情况。在图中,将调整后的指令点设为ps,用实线表示调整前的工具形状m,用两点划线表示调整后的工具形状m。球头立铣刀的形状m的前端为球面状,通过该球面状的部分切削被加工物。在该例子中,位于指令点p的球头立铣刀的基准点是工具的球头形状的中心。作为指令点p与目标形状s之间的距离与工具前端的球头形状半径r之间的差,来计算工具的形状m与目标形状s之间的距离。因此,关于指令点p的调整,是将以使指令点p与目标形状s之间的距离变得与工具的半径r相等的方式将指令点p在工具的旋转轴方向上进行移动后的位置作为调整后的指令点ps的位置。
[0029]
图5表示工具是圆弧头立铣刀的情况。圆弧头立铣刀通过将前端的平面部或前端的平面与半径r的圆筒状的侧面相连接的半径r的角部来切削被加工物。圆弧头立铣刀的位于指令点p的工具基准点是旋转轴上的工具前端位置。工具形状m与目标形状s之间的距离是以下的差中大的一方,(1)与工具旋转轴的距离为(r-r)以下的区域中目标形状s的最高点与指令点p的高度之差;(2)与工具旋转轴的距离为(r-r)以上r以下的区域中经过旋转轴的截面中的角部的中心与目标形状s之间的最短距离与角部半径r之差。因此,关于指令点p的调整,是将以使(1)和(2)中较大一方的值成为0的方式将指令点p在工具的旋转轴方向上进行移动后的位置作为调整后的指令点ps。另外,在工具是方形立铣刀的情况下,可以认为圆弧头立铣刀的角部的半径r为0。
[0030]
另外,指令点调整部34也可以将指令点p在目标形状s的法线方向上移动。通过将指令点p在目标形状s的法线方向上移动,能够使指令点p的移动量比较小。
[0031]
图6表示工具是球头立铣刀的情况。将调整后的指令点ps设为将调整前的指令点p在目标形状s的距离调整前的指令点p最近的点a处的法线方向上移动后的点。另外,当指令点p与目标形状s的最近点a之间的距离大于工具的半径r时,使指令点p向接近最近点a的方向移动,当指令点p与最近点a之间的距离小于工具的半径r时,使指令点p向远离最近点a的方向移动。
[0032]
与调整后的指令点ps相对的目标形状s的最近点as是工具形状m和目标形状s接触的点,是通过工具切削被切削物的切削点。指令点调整部34也可以存储该切削点as的坐标,并提供给密度调整部35。
[0033]
密度调整部35以目标形状s的曲率越大指令点p的密度变得越大的方式调整指令点p的密度。即,如图7所示,密度调整部35根据目标形状s的曲率,向工具路径信息追加指令点p。在目标形状s的曲率大的部分通过减小指令点p的间隔,能够减小相邻的指令点p之间的目标形状s与工具作用于被加工物的切削点之间的位置偏差。此外,密度调整部35也可以根据需要删除工具路径信息的指令点p的一部分。在目标形状s的曲率小的部分通过减少指令点p的数量,能够减小工具路径信息的数据量,减轻后处理器4和数值控制装置5的运算负荷。
[0034]
密度调整部35可构成为具有计算目标形状s的曲率的曲率计算部351和用于追加和删除指令点p的指令点增减部352。
[0035]
曲率计算部351可以计算目标形状s的所有位置的曲率,但是也可以选择性地计算从指令点调整部34取得的切削点a处的目标形状s的曲率。通过计算在切削点a的曲率,能够以较小的运算负荷导出适当的指令点的密度。具体而言,计算在连续的3个指令点p(i-1)、p(i)、p(i+1)的切削点a(i-1)、a(i)、a(i+1),作为经过切削点a(i-1)、a(i)、a(i+1)的圆的半径来计算在指令点p(i)的目标形状s的曲率半径(曲率的倒数)。
[0036]
如图7详细所示,指令点增减部352在目标形状s的曲率大的部分追加工具形状m与目标形状s接触的指令点pc。根据曲率半径和从切削点a(i)到下一个切削点a(i+1)的距离,求出从指令点p(i)到下一个指令点p(i+1)直线移动了工具时的切削点a的轨迹与目标形状s之间的偏离幅度。当该背离幅度超过容许值时,在指令点p(i)和下一个指令点p(i+1)之间追加1个以上的指令点pc,使得背离幅度成为容许值以下。另外,当切削点a(i)与下一个切削点a(i+1)之间的背离幅度在容许值以下时,进一步求出在下一个指令点p(i+2)的切削点a(i+2),如果从切削点a(i)开始直线连结了切削点a(i+2)时的偏离幅度在容许值以下,则判断为可以删除指令点p(i+1)。
[0037]
工具路径输出部36存储由指令点调整部34和密度调整部35修正后的工具路径信息,根据需要输出到后处理器4。
[0038]
后处理器4将从工具路径修正装置3输出的工具路径信息的数据形式转换为数值控制装置5可处理的数据形式。通常,后处理器4将cl数据形式的工具路径信息转换成g代码。作为后处理器4,可使用已知的后处理器。
[0039]
数值控制装置5按照从后处理器4输入的工具路径信息来控制机床6。作为数值控制装置5,可使用众所周知的数值控制装置。
[0040]
机床6根据来自数值控制装置5的指示,使用工具加工被加工物。作为机床6,可使用众所周知的机床。
[0041]
如上所述,图1的加工系统具备工具路径修正装置3,能够抑制切削点a和目标形状s之间的背离幅度,因此能够更加正确地将被加工物加工为目标形状s。另外,工具在被加工物的表面上移动时的线间的偏移变小,由此能够抑制在被加工物表面上形成意外的线状的花纹,所以能够提高加工被加工物而得到的产品的美观程度。
[0042]
<第2实施方式>
[0043]
图8是表示具备本公开第二实施方式的工具路径修正装置的加工系统的结构的框图。图8的加工系统包含cad1、cam2、本公开一个实施方式的工具路径修正装置3a、后处理器4、数值控制装置5和机床6。关于图8的加工系统,对于与图1中的加工系统相同的构成要素附加相同的标记并省略重复的说明。在图8的加工系统中,工具路径修正装置3a修正由后处理器4输入到数值控制装置5的例如由g代码记述的加工程序。
[0044]
工具路径修正装置3a具备工具路径取得部31a、工具形状取得部32、目标形状取得部33、密度调整部35a、约束面设定部37、指令点调整部34a、曲线计算部38、工具路径输出部36a。工具路径修正装置3a例如可以通过使具备cpu、存储器、输入输出接口等的计算机装置执行适当的控制程序来实现,也可以与后处理器4、数值控制装置5等一体构成。
[0045]
工具路径取得部31a从后处理器4取得工具路径信息。因此,工具路径取得部31a取得的工具路径例如为g代码等形式。
[0046]
密度调整部35a以目标形状s的曲率越大指令点p的密度变得越大的方式调整指令点p的密度。密度调整部35a可构成为具有计算目标形状s的曲率的曲率计算部351a和用于追加和删除指令点p的指令点增减部352a。
[0047]
曲率计算部351a计算目标形状s的在最接近各指令点p的最近点a的曲率。具体地说,可将经过三个最近点a的圆的半径设为中央最近点a处的目标形状s的曲率半径。
[0048]
指令点增减部352a在目标形状s的曲率大的部分,在连结相邻的指令点p的直线上追加新的指令点p。
[0049]
约束面设定部37设定使工具(指令点)应该在其面内移动的约束面。在修正前的工具路径在某个面内延伸的情况下,如果由于修正使得工具路径离开原来的面,则可能产生不希望的工具的横摆。因此,将修正前的工具路径所在的面作为约束面(也称为驱动面)。例如,在工具在xz面内移动来进行加工的扫描线加工中,xz面成为约束面。另外,拘束面也可以是曲面。此时,对每个指令点p设定约束面。具体而言,能够将在指令点p(i)的约束面设定为包含该指令点p(i)以及前后的指令点p(i-1)以及p(i+1)这3点的平面。
[0050]
指令点调整部34a通过沿着在原始指令点p的约束面移动指令点p的位置来调整指令点p的位置,使得工具的形状m与目标形状s接触。由此,通过调整指令点p能够抑制工具的横摆等的发生。
[0051]
如图9所示,指令点调整部34a例如当在工具的旋转轴方向、目标形状s的切削点a处的法线方向等方向上移动指令点p之后,将移动的指令点p进一步在切削点a处的目标形状s的切线方向上移动,由此将调整后的指令点ps配置在约束面c。此时,在将指令点p移动到约束面c时,工具形状m与目标形状s之间的相对位置偏移,因此,优选重新计算工具形状m与目标形状s之间的距离,重复进行指令点p的移动直至该距离成为容许值以下为止。
[0052]
在曲线计算部38作为经过指令点p、ps、pc的曲线来计算相邻的指令点p间的工具路径f。由此,在目标形状s是平滑的曲面的情况下,能够减小目标形状s与切削点a的轨迹的背离。曲线计算部38计算出的曲线例如可以是圆弧、样条曲线、贝塞尔曲线、nurbs曲线等。
[0053]
工具路径输出部36a对数值控制装置5存储调整了指令点p后的工具路径信息,并根据需要输出到数值控制装置5。
[0054]
以上对本公开的实施方式进行了说明,但本公开不限于上述实施方式。另外,上述实施方式中记载的效果只是列举了本公开产生的最佳效果,本公开的效果不限于上述实施
方式中记载的效果。
[0055]
如第1实施方式那样,在所赋予的工具路径信息的指令点的误差小,密度调整部追加工具的形状与目标形状接触那样的指令点时,也可以省略指令点调整部。
[0056]
附图标记的说明
[0057]
1:cad、2:cam、3:工具路径修正装置、4:后处理器、5:数值控制装置、6:机床、31、31a:工具路径取得部、32:工具形状取得部、33:目标形状取得部、34、34a:指令点调整部、35:密度调整部、36、36a:工具路径输出部、37:约束面设定部、38:曲线计算部、351、351a:曲率计算部、352、352a:指令点增减部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1