涂装面漆节拍提升方法、装置、设备及存储介质与流程
1.本发明涉及汽车制造技术领域,尤其涉及一种涂装面漆节拍提升方法、装置、设备及存储介质。
背景技术:
2.当前涂装的生产节拍在生产线设计后基本确定,通常来说节拍提升的空间很小,涉及的工作量和难度很大,需要大量的工艺验证和调试。尤其是面漆线的节拍提升,首先需要对面漆线输送链链速、闪干炉、烘炉设置等进行调整,确保工艺可行性;然后对机器人喷涂程序的枪速、工作区域/等待点、喷涂参数也要相应的进行调整,但是做出以上变更后,需要重新进行各涂层的单层膜厚确认、漆膜外观、色差、漆膜质量确认。
3.按照传统的方法,为避免调试车过线影响生产,以及避免产生批量质量问题,必须在生产线停产时将输送链速度等设备等各项参数调整到位后再进行相关的单层膜厚、外观、色差等的调试,需要消耗大量的人力物力,工作量大,周期长。
4.上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现要素:
5.本发明的主要目的在于提供一种涂装面漆节拍提升方法、装置、设备及存储介质,旨在解决现有技术需要消耗大量的人力物力,工作量大,周期长。
6.为实现上述目的,本发明提供了一种涂装面漆节拍提升的方法,所述方法包括以下步骤:
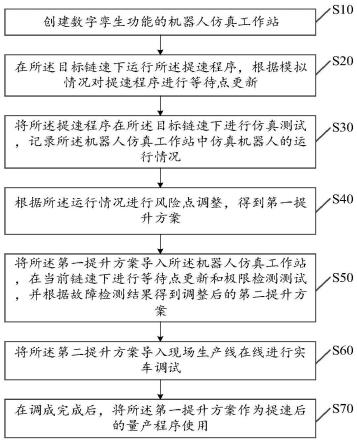
7.创建数字孪生功能的机器人仿真工作站;
8.在目标链速下运行提速程序,根据模拟情况对所述提速程序进行等待点更新;
9.将所述提速程序在所述目标链速下进行仿真测试,记录所述机器人仿真工作站中仿真机器人的运行情况;
10.根据所述运行情况进行风险点调整,得到第一提升方案;
11.将所述第一提升方案导入所述机器人仿真工作站,在当前链速下进行等待点更新和极限检测测试,并根据故障检测结果得到调整后的第二提升方案;
12.将所述第二提升方案导入现场生产线在线进行实车调试;
13.在调成完成后,将所述第一提升方案作为提速后的量产程序使用。
14.可选地,所述创建数字孪生功能的机器人仿真工作站之前,还包括:
15.获取涂装的目标节拍以及所述涂装的目标节拍下的目标链速;
16.根据所述目标节拍对生产线上的调整参数进行可行性分析;
17.在可行性分析通过时,根据所述目标节拍确定生产线上目标喷涂机器人的目标作业时间;
18.根据所述目标作业时间确定所述目标喷涂机器人的喷涂枪速;
19.根据所述喷涂枪速以及运动状态创建数字孪生功能的机器人仿真工作站。
20.可选地,所述根据所述目标节拍对生产线上的调整参数进行可行性分析,包括:
21.对闪干固含、闪干温度设置、输送链速度、快速滚床设置、滑橇节距方案、面漆烘炉的温度设置、面漆烘炉的烘烤曲线以及漆膜性能进行可行性分析。
22.可选地,所述在可行性分析通过时,根据所述目标节拍确定生产线上目标喷涂机器人的目标作业时间,包括:
23.修改机器人程序,使用表格列出矩阵表确认各车型换色衔接时节拍是否满足需求;
24.在确认所述各车型换色衔接时节拍满足需求后,确定提升节拍后各车型的所述目标喷涂机器人的目标作业时间。
25.可选地,所述根据所述运行情况进行风险点调整,得到第一提升方案,包括:
26.通过信号分析器分析各轴角度、碰撞情况及各轴运动范围极限测试得出风险点;
27.调整所述风险点,使得在所述目标链速下实现零故障,获取所述目标链速下的第一提升方案。
28.可选地,所述在当前链速下进行等待点更新和极限检测测试,并根据故障检测结果得到调整后的第二提升方案,包括:
29.在当前链速下进行等待点更新和极限检测测试,通过添加等待链值指令以及调整机器人目标点位的tool z方向上的角度进行程序故障调整,得到第二提升方案。
30.可选地,所述将所述第二提升方案导入现场生产线在线进行实车调试,包括:
31.根据枪速调整比例以及上漆率的影响,使用表格制作定量参数表,对喷涂参数进行修改,根据原参数和目标比例得到修改后的刷子表;
32.将所述修改后的刷子表的参数上传,通过在线调试确认膜厚、外观以及色差的参数,对存在风险的地方进行调整,确认提速前后质量无明显差异后进行逐步切换。
33.此外,为实现上述目的,本发明还提出一种涂装面漆节拍提升装置,所述涂装面漆节拍提升装置包括:
34.创建仿真模块,用于创建数字孪生功能的机器人仿真工作站;
35.等待更新模块,用于在目标链速下运行提速程序,根据模拟情况对提速程序进行等待点更新;
36.记录运动模块,用于将所述提速程序在所述目标链速下进行仿真测试,记录所述机器人仿真工作站中仿真机器人的运行情况;
37.风险调整模块,用于根据所述运行情况进行风险点调整,得到第一提升方案;
38.检测调整模块,用于将所述第一提升方案导入所述机器人仿真工作站,在当前链速下进行等待点更新和极限检测测试,并根据故障检测结果得到调整后的第二提升方案;
39.实车测试模块,用于将所述第二提升方案导入现场生产线在线进行实车调试;
40.确定方案模块,用于在调成完成后,将所述第一提升方案作为提速后的量产程序使用。
41.此外,为实现上述目的,本发明还提出一种涂装面漆节拍提升设备,所述设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的涂装面漆节拍提升程序,所述涂装面漆节拍提升程序配置为实现如上文所述的涂装面漆节拍提升方法的步
骤。
42.此外,为实现上述目的,本发明还提出一种存储介质,所述存储介质上存储有涂装面漆节拍提升程序,所述涂装面漆节拍提升程序被处理器执行时实现如上文所述的涂装面漆节拍提升方法的步骤。
43.本发明提出的涂装面漆节拍提升方法包括:创建数字孪生功能的机器人仿真工作站;在所述目标链速下运行所述提速程序,根据模拟情况对提速程序进行等待点更新;将所述提速程序在所述目标链速下进行仿真测试,记录所述机器人仿真工作站中仿真机器人的运行情况;根据所述运行情况进行风险点调整,得到第一提升方案;将所述第一提升方案导入所述机器人仿真工作站,在当前链速下进行等待点更新和极限检测测试,并根据故障检测结果得到调整后的第二提升方案;将所述第二提升方案导入现场生产线在线进行实车调试;在调成完成后,将所述第一提升方案作为提速后的量产程序使用;由于本发明是创建数字孪生功能的机器人仿真工作站,在仿真工作站进行等待点更新以及仿真测试,得到目标链速下的第一提升方案,通过将第一提升方案导入仿身工作站,在当前链速进行等待点更新、极限检测测试以及调整角度得到第二提升方案,将第二提升方案导入现场生产线在线进行实车调试,在调成完成后,将第一提升方案作为提速后的量产程序使用,相较于现有技术必须在生产线停产时将输送链速度等设备等各项参数调整到位后再进行相关的单层膜厚、外观、色差等的调试,能够大幅减少了调试周期。
附图说明
44.图1是本发明实施例方案涉及的硬件运行环境的涂装面漆节拍提升设备的结构示意图;
45.图2为本发明涂装面漆节拍提升方法第一实施例的流程示意图;
46.图3为本发明涂装面漆节拍提升方法第二实施例的流程示意图;
47.图4为本发明涂装面漆节拍提升方法第二实施例的整体流程示意图;
48.图5为本发明涂装面漆节拍提升方法第三实施例的流程示意图;
49.图6为本发明涂装面漆节拍提升装置第一实施例的功能模块示意图。
50.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
51.应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
52.参照图1,图1为本发明实施例方案涉及的硬件运行环境的涂装面漆节拍提升设备结构示意图。
53.如图1所示,该涂装面漆节拍提升设备可以包括:处理器1001,例如中央处理器(central processing unit,cpu),通信总线1002、用户接口1003,网络接口1004,存储器1005。其中,通信总线1002用于实现这些组件之间的连接通信。用户接口1003可以包括显示屏(display)、输入单元比如键盘(keyboard),可选用户接口1003还可以包括标准的有线接口、无线接口。网络接口1004可选的可以包括标准的有线接口、无线接口(如无线保真(wireless-fidelity,wi-fi)接口)。存储器1005可以是高速的随机存取存储器(random access memory,ram)存储器,也可以是稳定的非易失性存储器(non-volatile memory,
nvm),例如磁盘存储器。存储器1005可选的还可以是独立于前述处理器1001的存储装置。
54.本领域技术人员可以理解,图1中示出的结构并不构成对涂装面漆节拍提升设备的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
55.如图1所示,作为一种存储介质的存储器1005中可以包括操作系统、网络通信模块、用户接口模块以及涂装面漆节拍提升程序。
56.在图1所示的涂装面漆节拍提升设备中,网络接口1004主要用于与网络服务器进行数据通信;用户接口1003主要用于与用户进行数据交互;本发明涂装面漆节拍提升设备中的处理器1001、存储器1005可以设置在涂装面漆节拍提升设备中,所述涂装面漆节拍提升设备通过处理器1001调用存储器1005中存储的涂装面漆节拍提升程序,并执行本发明实施例提供的涂装面漆节拍提升方法。
57.基于上述硬件结构,提出本发明涂装面漆节拍提升方法实施例
58.参照图2,图2为本发明涂装面漆节拍提升方法第一实施例的流程示意图。
59.本实施例中,所述涂装面漆节拍提升方法包括以下步骤:
60.步骤s10:创建数字孪生功能的机器人仿真工作站。
61.需要说明的是,本实施例的执行主体为涂装面漆节拍设备的控制器,例如所述控制器可用于控制当前涂装面漆节拍下的链速,或者可控制喷涂机器人的喷涂时间以及喷涂枪速。当然,还可以具备其他功能,本实施方式对此不加以限制。
62.可以理解的是,数字孪生是充分利用物理模型、传感器更新、运行历史等数据,集成多学科、多物理量、多尺度、多概率的仿真过程,在虚拟空间中完成映射,从而反映相对应的实体装备的全生命周期过程。所述数字孪生是一种超越现实的概念,可以被视为一个或多个重要的、彼此依赖的装备系统的数字映射系统。所述数字孪生是个普遍适应的理论技术体系,可以在众多领域应用,在产品设计、产品制造、医学分析、工程建设等领域应用较多。在本实施例中,所述数字孪生用于智能制造领域。
63.应当理解的是,仿真是使用项目模型将特定于某一具体层次的不确定性转化为它们对目标的影响,该影响是在项目仿真项目整体的层次上表示的。项目仿真利用计算机模型和某一具体层次的风险估计,例如采用蒙特卡洛法进行仿真,本实施方式对此不加以限制。
64.在具体实现中,工作站是一种以个人计算机和分布式网络计算为基础,主要面向专业应用领域,具备强大的数据运算与图形、图像处理能力,为满足工程设计、动画制作、科学研究、软件开发、金融管理、信息服务、模拟仿真等专业领域而设计开发的高性能计算机。在本实施例中,建立机器人仿身工作站,对生产现场环境以及现场的机器人进行仿真,使仿真的机器人与现场的机器人执行喷涂相关的指令时能够保证运动状态是一致的,尤其是喷涂姿态、各轴角度等;使在线模拟与现场调试状态基本一致,不需要等到生产结束后在现场进行实车示教和程序调试等工作,从而大大减少了调试的周期与工作量。
65.步骤s20:在目标链速下运行提速程序,根据模拟情况对所述提速程序进行等待点更新。
66.需要说明的是,目标链速是指涂装面漆节拍提升后的面漆线输送链链速,例如某生产线需要提速,节拍从32台/小时提速到36台/小时,目标链速就是节拍36台/小时下的面漆线输送链链速。
67.可以理解的是,提速程序是指在原生产程序的基础上进行提速处理,并对参数进行调整后的程序,在新建的喷涂程序名加入后缀以注明为提速程序,例如原程序名为bc1_r11_h7,提速程序名为bc1_r11_h7t,本实施方式对此不加以限制。
68.应当理解的是,等待点是指喷涂机器人停止的特征点,喷涂机器人在喷涂过程中遇到输送链一时停止或部分报警时,不会立即紧急停止喷涂,而是会运动到所述特征点才会停止。
69.在具体实现中,传统方法是在现场机器人开启等待点更新,然后用理论链速进行模拟以获取机器人到达各个等待点时的理论链值,然后将所述理论链值作为机器人喷涂过程中的理想姿态,指导机器人的运动。在本实施例中,使用数字孪生的仿真工作站,仿真工作站的仿真场所与现场完全一致,通过仿真工作站在目标链速下运行提速程序进行等待点更新工作。
70.步骤s30:将所述提速程序在所述目标链速下进行仿真测试,记录所述机器人仿真工作站中仿真机器人的运行情况。
71.需要说明的是,运行情况是指包含各轴角度、碰撞情况、各轴运动范围极限检测等风险。
72.步骤s40:根据所述运行情况进行风险点调整,得到第一提升方案。
73.可以理解的是,风险点就是关于风险发生的临界点或风险存在的关键点。本实施例中,可以用信号分析器分析提速程序的风险点,逐一去调整,提前排除过线风险点,不必等实车现场喷涂时再发现调整。
74.在具体实现中,提速程序在目标链速下进行仿真测试,在逐一调整风险点后,可以保证调整后的提速程序能在所述目标链速下实现零故障,所述调整后的提速程序为第一提升方案。
75.步骤s50:将所述第一提升方案导入所述机器人仿真工作站,在当前链速下进行等待点更新和极限检测测试,并根据故障检测结果得到调整后的第二提升方案。
76.应该理解的是,当前链速是指涂装面漆节拍未提升的面漆线输送链链速,例如某生产线需要提速,节拍从32台/小时提速到36台/小时,当前链速就是节拍32台/小时下的面漆线输送链链速。
77.需要说明的是,将第一提升方案导入数字孪生工作站,在当前链速下进行等待点更新和极限检测测试,针对出现的程序故障仅通过添加等待链值指令以及调整机器人目标点位的tool z方向上的角度来解决,得到第二提升方案。
78.在具体实现中,第二提升方案是第一提升方案的影子方案,第二提升方案能做到和第一提升方案完全一致的喷涂工艺效果,同时能够适用于当前链速;从而将第二提升方案导入现场作为调试用的程序方案,直接在线进行调试车实车调试,而无需在生产结束后调整链速再进行工艺调试。
79.步骤s60:将所述第二提升方案导入现场生产线在线进行实车调试。
80.在具体实现中,实车调试是在当前链速下进行,对提速后的膜厚、色差、外观进行确认,进行局部调整,确认提速前后质量无明显差异即可上传刷子表参数。
81.步骤s70:在调成完成后,将所述第一提升方案作为提速后的量产程序使用。
82.本实施例通过创建数字孪生功能的机器人仿真工作站;在目标链速下运行提速程
序,根据模拟情况对提速程序进行等待点更新;将所述提速程序在所述目标链速下进行仿真测试,记录所述机器人仿真工作站中仿真机器人的运行情况;根据所述运行情况进行风险点调整,得到第一提升方案;将所述第一提升方案导入所述机器人仿真工作站,在当前链速下进行等待点更新和极限检测测试,并根据故障检测结果得到调整后的第二提升方案;将所述第二提升方案导入现场生产线在线进行实车调试;在调成完成后,将所述第一提升方案作为提速后的量产程序使用。通过上述方式,使得提升节拍后大幅减少了调试周期。
83.在一实施例中,如图3所述,基于第一实施例提出本发明涂装面漆节拍提升方法第二实施例,所述步骤s10之前,包括:
84.步骤s100:获取涂装的目标节拍以及所述涂装的目标节拍下的目标链速。
85.步骤s200:根据所述目标节拍对生产线上的调整参数进行可行性分析。
86.需要说明的是,可行性分析,需要确认例如闪干固含、闪干温度设置、输送链速度、快速滚床设置、滑橇节距方案、面漆烘炉的温度设置、面漆烘炉的烘烤曲线、漆膜性能等调整参数,本实施方式对此不加以限制。
87.步骤s300:在可行性分析通过时,根据所述目标节拍确定生产线上目标喷涂机器人的目标作业时间。
88.应当理解的是,目标喷涂机器人是对目标车型进行喷涂的机器人,需要建立机器人可识别的车型代码,将目标车型的量产状态与提速调试状态区分开来,既不影响正常生产,也不影响调试进度。
89.可以理解的是,作业时间是理论节拍需要的时间减去换色清理需要的时间,即机器人作业时间=理论节拍时间-换色清洗时间。
90.在具体实现中,使用表格列出矩阵表确认各车型换色衔接时节拍是否满足需求;在确认所述各车型换色衔接时节拍满足需求后,确定提升节拍后各车型的所述目标喷涂机器人的目标作业时间。
91.步骤s400:根据所述目标作业时间确定所述目标喷涂机器人的喷涂枪速。
92.需要说明的是,喷涂枪速是在原有程序上按比例调整,使各机器人的喷涂作业时间在目标时间内,局部喷涂区域可根据色差、外观等质量需求不做调整。例如利用专门的作业时间计算工具,计算出提速后的作业时间,按比例调整枪速,使机器人喷涂作业时间在目标时间内,本实施方式对此不加以限制。
93.步骤s500:根据所述喷涂枪速以及运动状态创建数字孪生功能的机器人仿真工作站。
94.在具体实现中,机器人仿真工作站使仿真的机器人与现场的机器人执行喷涂相关的指令时能够保证运动状态是一致的,尤其是喷涂姿态、各轴角度等,使在线模拟与现场调试状态基本一致,不需要等到生产结束后在现场进行实车示教和程序调试等工作,大大减少了调试的周期与工作量。
95.本实施例通过获取涂装的目标节拍以及所述涂装的目标节拍下的目标链速;根据所述目标节拍对生产线上的调整参数进行可行性分析;在可行性分析通过时,根据所述目标节拍确定生产线上目标喷涂机器人的目标作业时间;根据所述目标作业时间确定所述目标喷涂机器人的喷涂枪速;根据所述喷涂枪速以及运动状态创建数字孪生功能的机器人仿真工作站。由于本实施例是根据目标节拍和目标参数进行可行性分析,通过可行性分析后
确定目标作业时间,再通过目标作业时间确定喷涂枪速,最后创建仿真工作站,从而不需要等到生产结束后在现场进行实车示教和程序调试等工作,大大减少了调试的周期与工作量。
96.图4为本发明涂装面漆节拍提升方法第二实施例的整体流程示意图。
97.需要说明的是,提速程序方案a为第一提升方案,提速程序方案b为第二提升方案。
98.应当理解的是,图4中步骤9:调整方案a报警故障,改善风险点。在逐一调整风险点后,在提速调整后的程序在目标链速下实现零故障时,进行步骤10;若在提速调整后的程序能在目标链速下仍有故障出现,则返回步骤8。
99.可以理解的是,图4中步骤10:利用方案a制作影子方案b进行实车测试。对提速后的膜厚、色差、外观进行确认,进行局部调整,确认提速前后质量无明显差异,进行步骤11;若确认提速前后质量有明显差异,则返回步骤7。
100.在一实施例中,如图5所述,基于第一实施例提出本发明涂装面漆节拍提升方法第三实施例,所述步骤s60,包括:
101.步骤s610:根据枪速调整比例以及上漆率的影响,使用表格制作定量参数表,对喷涂参数进行修改,根据原参数和目标比例得到修改后的刷子表。
102.需要说明的是,枪速调整比例是指在原有程序上按比例调整喷涂枪速,使各机器人的喷涂作业时间在目标时间内,导入第二提升方案进行实车调试的过程中喷涂枪速不做调整。
103.应当理解的是,刷子表是一个参数文件,定义喷涂时的出漆量、转速、整形空气、静电高压等,所述参数文件定义了若干组喷涂参数,可以在车身不同位置调用某一组参数来喷涂。
104.在具体实现中,修改后的刷子表根据原参数和目标比例获得,例如:制作一个表格工具,在工具里导入刷子表,输入速度提升比例,可以自动算出提速后的各组出漆量,生成修改后的刷子表作为提速后的参数,本实施方式对此不加以限制。
105.步骤s620:将所述修改后的刷子表的参数上传,通过在线调试确认膜厚、外观以及色差的参数,对存在风险的地方进行调整,确认提速前后质量无明显差异后进行逐步切换。
106.需要说明的是,逐步切换是指逐步替换刷子表中的喷涂参数,车身不同位置对应一组参数来喷涂,替换的喷涂参数使车身对应的位置提速前后质量无明显差异。例如,车头位置对应喷涂参数1组,对提速后的膜厚、色差、外观进行确认,对喷涂参数1组数据进行调整,调整后车头位置提速前后质量无明显差异,在刷子表中未调整的喷涂参数1组的数据替换为调整后的喷涂参数1组的数据。
107.本实施例通过根据枪速调整比例以及上漆率的影响,使用表格制作定量参数表,对喷涂参数进行修改,根据原参数和目标比例得到修改后的刷子表;将所述修改后的刷子表的参数上传,通过在线调试确认膜厚、外观以及色差的参数,对存在风险的地方进行调整,确认提速前后质量无明显差异后进行逐步切换。由于本实施例是根据枪速调整比例以及上漆率的影响对喷涂参数进行修改,根据原参数和目标比例得到修改后的刷子表,最后通过在线调试确认膜厚、外观以及色差的参数,对存在风险的地方进行调整,从而上传提速前后质量无明显差异的刷子表参数。
108.此外,本发明实施例还提出一种存储介质,所述存储介质上存储有涂装面漆节拍
提升程序,所述涂装面漆节拍提升程序被处理器执行时实现如上文所述的涂装面漆节拍提升方法的步骤。
109.由于本存储介质采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
110.此外,参照图6,本发明实施例还提出一种涂装面漆节拍提升装置,所述涂装面漆节拍提升装置包括:
111.创建仿真模块10,用于创建数字孪生功能的机器人仿真工作站。
112.需要说明的是,本实施例的装置部署于涂装面漆节拍设备的控制器,例如所述控制器可用于控制当前涂装面漆节拍下的链速,或者可控制喷涂机器人的喷涂时间以及喷涂枪速。当然,还可以具备其他功能,本实施方式对此不加以限制。
113.可以理解的是,数字孪生是充分利用物理模型、传感器更新、运行历史等数据,集成多学科、多物理量、多尺度、多概率的仿真过程,在虚拟空间中完成映射,从而反映相对应的实体装备的全生命周期过程。所述数字孪生是一种超越现实的概念,可以被视为一个或多个重要的、彼此依赖的装备系统的数字映射系统。所述数字孪生是个普遍适应的理论技术体系,可以在众多领域应用,在产品设计、产品制造、医学分析、工程建设等领域应用较多。在本实施例中,所述数字孪生用于智能制造领域。
114.应当理解的是,仿真是使用项目模型将特定于某一具体层次的不确定性转化为它们对目标的影响,该影响是在项目仿真项目整体的层次上表示的。项目仿真利用计算机模型和某一具体层次的风险估计,例如采用蒙特卡洛法进行仿真,本实施方式对此不加以限制。
115.在具体实现中,工作站是一种以个人计算机和分布式网络计算为基础,主要面向专业应用领域,具备强大的数据运算与图形、图像处理能力,为满足工程设计、动画制作、科学研究、软件开发、金融管理、信息服务、模拟仿真等专业领域而设计开发的高性能计算机。在本实施例中,建立机器人仿身工作站,对生产现场环境以及现场的机器人进行仿真,使仿真的机器人与现场的机器人执行喷涂相关的指令时能够保证运动状态是一致的,尤其是喷涂姿态、各轴角度等;使在线模拟与现场调试状态基本一致,不需要等到生产结束后在现场进行实车示教和程序调试等工作,从而大大减少了调试的周期与工作量。
116.等待更新模块20,用于在目标链速下运行提速程序,根据模拟情况对提速程序进行等待点更新。
117.需要说明的是,目标链速是指涂装面漆节拍提升后的面漆线输送链链速,例如某生产线需要提速,节拍从32台/小时提速到36台/小时,目标链速就是节拍36台/小时下的面漆线输送链链速。
118.可以理解的是,提速程序是指在原生产程序的基础上进行提速处理,并对参数进行调整后的程序,在新建的喷涂程序名加入后缀以注明为提速程序,例如原程序名为bc1_r11_h7,提速程序名为bc1_r11_h7t,本实施方式对此不加以限制。
119.应当理解的是,等待点是指喷涂机器人停止的特征点,喷涂机器人在喷涂过程中遇到输送链一时停止或部分报警时,不会立即紧急停止喷涂,而是会运动到所述特征点才会停止。
120.在具体实现中,传统方法是在现场机器人开启等待点更新,然后用理论链速进行
模拟以获取机器人到达各个等待点时的理论链值,然后将所述理论链值作为机器人喷涂过程中的理想姿态,指导机器人的运动。在本实施例中,使用数字孪生的仿真工作站,仿真工作站的仿真场所与现场完全一致,通过仿真工作站在目标链速下运行提速程序进行等待点更新工作。
121.记录运动模块30,用于将所述提速程序在所述目标链速下进行仿真测试,记录所述机器人仿真工作站中仿真机器人的运行情况。
122.需要说明的是,运行情况是指包含各轴角度、碰撞情况、各轴运动范围极限检测等风险。
123.风险调整模块40,用于根据所述运行情况进行风险点调整,得到第一提升方案。
124.可以理解的是,风险点就是关于风险发生的临界点或风险存在的关键点。本实施例中,可以用信号分析器分析提速程序的风险点,逐一去调整,提前排除过线风险点,不必等实车现场喷涂时再发现调整。
125.在具体实现中,提速程序在目标链速下进行仿真测试,在逐一调整风险点后,可以保证调整后的提速程序能在所述目标链速下实现零故障,所述调整后的提速程序为第一提升方案。
126.检测调整模块50,用于将所述第一提升方案导入所述机器人仿真工作站,在当前链速下进行等待点更新和极限检测测试,并根据故障检测结果得到调整后的第二提升方案。
127.应该理解的是,当前链速是指涂装面漆节拍未提升的面漆线输送链链速,例如某生产线需要提速,节拍从32台/小时提速到36台/小时,当前链速就是节拍32台/小时下的面漆线输送链链速。
128.需要说明的是,将第一提升方案导入数字孪生工作站,在当前链速下进行等待点更新和极限检测测试,针对出现的程序故障仅通过添加等待链值指令以及调整机器人目标点位的tool z方向上的角度来解决,得到第二提升方案。
129.在具体实现中,第二提升方案是第一提升方案的影子方案,第二提升方案能做到和第一提升方案完全一致的喷涂工艺效果,同时能够适用于当前链速;从而将第二提升方案导入现场作为调试用的程序方案,直接在线进行调试车实车调试,而无需在生产结束后调整链速再进行工艺调试。
130.实车测试模块60,用于将所述第二提升方案导入现场生产线在线进行实车调试。
131.在具体实现中,实车调试是在当前链速下进行,对提速后的膜厚、色差、外观进行确认,进行局部调整,确认提速前后质量无明显差异即可上传刷子表参数。
132.确定方案模块70,用于在调成完成后,将所述第一提升方案作为提速后的量产程序使用。
133.本实施例通过创建数字孪生功能的机器人仿真工作站;在目标链速下运行提速程序,根据模拟情况对提速程序进行等待点更新;将所述提速程序在所述目标链速下进行仿真测试,记录所述机器人仿真工作站中仿真机器人的运行情况;根据所述运行情况进行风险点调整,得到第一提升方案;将所述第一提升方案导入所述机器人仿真工作站,在当前链速下进行等待点更新和极限检测测试,并根据故障检测结果得到调整后的第二提升方案;将所述第二提升方案导入现场生产线在线进行实车调试;在调成完成后,将所述第一提升
方案作为提速后的量产程序使用。通过上述方式,使得提升节拍后大幅减少了调试周期。
134.需要说明的是,以上所描述的工作流程仅仅是示意性的,并不对本发明的保护范围构成限定,在实际应用中,本领域的技术人员可以根据实际的需要选择其中的部分或者全部来实现本实施例方案的目的,此处不做限制。
135.另外,未在本实施例中详尽描述的技术细节,可参见本发明任意实施例所提供的涂装面漆节拍提升方法,此处不再赘述。
136.在一实施例中,所述创建仿真模块10,还用于获取涂装的目标节拍以及所述涂装的目标节拍下的目标链速;根据所述目标节拍对生产线上的调整参数进行可行性分析;在可行性分析通过时,根据所述目标节拍确定生产线上目标喷涂机器人的目标作业时间;根据所述目标作业时间确定所述目标喷涂机器人的喷涂枪速;根据所述喷涂枪速以及运动状态创建数字孪生功能的机器人仿真工作站。
137.在一实施例中,所述创建仿真模块10,还用于对闪干固含、闪干温度设置、输送链速度、快速滚床设置、滑橇节距方案、面漆烘炉的温度设置、面漆烘炉的烘烤曲线以及漆膜性能进行可行性分析。
138.在一实施例中,所述创建仿真模块10,还用于修改机器人程序,使用表格列出矩阵表确认各车型换色衔接时节拍是否满足需求;在确认所述各车型换色衔接时节拍满足需求后,确定提升节拍后各车型的所述目标喷涂机器人的目标作业时间。
139.在一实施例中,所述风险调整模块40,还用于通过信号分析器分析各轴角度、碰撞情况及各轴运动范围极限测试得出风险点;调整所述风险点,使得在所述目标链速下实现零故障,获取所述目标链速下的第一提升方案。
140.在一实施例中,所述检测调整模块50,还用于在当前链速下进行等待点更新和极限检测测试,通过添加等待链值指令以及调整机器人目标点位的tool z方向上的角度进行程序故障调整,得到第二提升方案。
141.在一实施例中,所述实车测试模块60,根据枪速调整比例以及上漆率的影响,使用表格制作定量参数表,对喷涂参数进行修改,根据原参数和目标比例得到修改后的刷子表;将所述修改后的刷子表的参数上传,通过在线调试确认膜厚、外观以及色差的参数,对存在风险的地方进行调整,确认提速前后质量无明显差异后进行逐步切换。
142.本发明所述涂装面漆节拍提升装置的其他实施例或具有实现方法可参照上述各方法实施例,此处不在赘余。
143.此外,需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
144.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
145.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质
(如只读存储器(read only memory,rom)/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,或者网络设备等)执行本发明各个实施例所述的方法。
146.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1