一种数控工序加工参数记录方法与流程
本发明涉及数控加工,尤其涉及一种数控工序加工参数记录方法。
背景技术:
1、数控加工(numerical control machining),是指在数控机床上进行零件加工的一种工艺方法,数控机床加工与传统机床加工的工艺规程从总体上说是一致的,但也发生了明显的变化。用数字信息控制零件和刀具位移的机械加工方法。它是解决零件品种多变、批量小、形状复杂、精度高等问题和实现高效化和自动化加工的有效途径。
2、加工工序:是指一段完整数控加工程序,它包含刀轨所需的信息:图形、刀具和加工参数,而目前,加工参数一般是指切削参数(切削速度v、背吃刀量ap、进给率f),传统的加工参数记录只包含刀具和材料信息(这点在个刀具供应商的刀具样本上可以证明)。然而同样的刀具和材料对应的产品类型很多,导致加工参数的记录范围就变得很广,从而导致加工参数可用性不强。
技术实现思路
1、本发明的目的是提供一种数控工序加工参数记录方法,以解决加工参数可用性不强的技术问题。
2、本发明是采用以下技术方案实现的:一种数控工序加工参数记录方法,在加工工序中统计加工参数,所述加工参数包括设备型号、加工材料、刀具信息、切削液信息以及加工工序类型信息,便于编程软件的自动编程,其中,刀具信息包括刀具型号和刀具寿命。
3、进一步的,所述加工工序指一段完整的数控加工程序,包括端面车削、外圆车削和外槽车削中的一种或多种。
4、进一步的,所述加工工序类型包括粗加工、精加工和粗切槽。
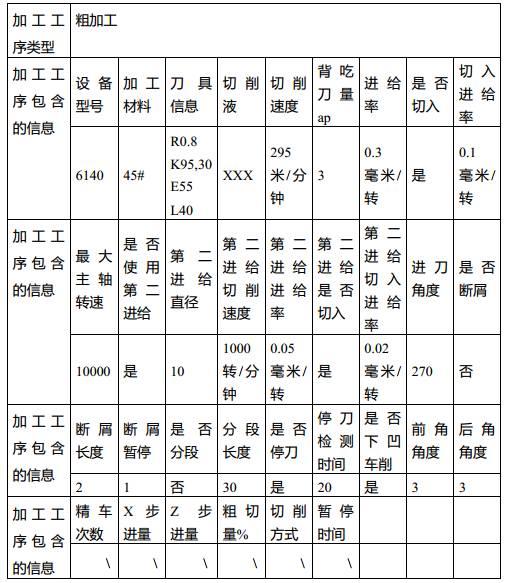
5、进一步的,所述粗加工包括以下参数信息:车削速度、背吃刀量、进给率、切入进给率、最大主轴转速、进刀角度、停刀检测时间、前角角度和后角角度。
6、进一步的,所述粗加工还包括以下参数信息:第二进给直径、第二进给切削速度、第二进给进给率、第二进给切入进给率。
7、进一步的,所述精加工包括以下参数信息:车削速度、背吃刀量、进给率、切入进给率、最大主轴转速、进刀角度、停刀检测时间、前角角度和后角角度。
8、进一步的,所述精加工还包括以下参数信息:第二进给直径、第二进给切削速度、第二进给进给率、第二进给切入进给率。
9、进一步的,所述粗切槽包括以下参数信息:车削速度、背吃刀量、进给率、切入进给率、最大主轴转速、进刀角度、停刀检测时间、前角角度和后角角度。
10、进一步的,所述粗切槽还包括以下参数信息:第二进给直径、第二进给切削速度、第二进给进给率、第二进给切入进给率。
11、本发明的有益效果在于:本发明适用于数控车,加工中心等数控工序的加工参数记录,它将加工参数的记录进一步详细,能更准确的记录数控工序的加工参数记录,更适用于编程软件的自动(智能)编程。
技术特征:
1.一种数控工序加工参数记录方法,其特征在于,在加工工序中统计加工参数,所述加工参数包括设备型号、加工材料、刀具信息、切削液信息以及加工工序类型信息,便于编程软件的自动编程,其中,刀具信息包括刀具型号和刀具寿命。
2.如权利要求1所述的一种数控工序加工参数记录方法,其特征在于,所述加工工序指一段完整的数控加工程序,包括端面车削、外圆车削和外槽车削中的一种或多种。
3.如权利要求1所述的一种数控工序加工参数记录方法,其特征在于,所述加工工序类型包括粗加工、精加工和粗切槽。
4.如权利要求3所述的一种数控工序加工参数记录方法,其特征在于,所述粗加工包括以下参数信息:车削速度、背吃刀量、进给率、切入进给率、最大主轴转速、进刀角度、停刀检测时间、前角角度和后角角度。
5.如权利要求4所述的一种数控工序加工参数记录方法,其特征在于,所述粗加工还包括以下参数信息:第二进给直径、第二进给切削速度、第二进给进给率、第二进给切入进给率。
6.权利要求3所述的一种数控工序加工参数记录方法,其特征在于,所述精加工包括以下参数信息:车削速度、背吃刀量、进给率、切入进给率、最大主轴转速、进刀角度、停刀检测时间、前角角度和后角角度。
7.权利要求6所述的一种数控工序加工参数记录方法,其特征在于,所述精加工还包括以下参数信息:第二进给直径、第二进给切削速度、第二进给进给率、第二进给切入进给率。
8.权利要求3所述的一种数控工序加工参数记录方法,其特征在于,所述粗切槽包括以下参数信息:车削速度、背吃刀量、进给率、切入进给率、最大主轴转速、进刀角度、停刀检测时间、前角角度和后角角度。
9.权利要求8所述的一种数控工序加工参数记录方法,其特征在于,所述粗切槽还包括以下参数信息:第二进给直径、第二进给切削速度、第二进给进给率、第二进给切入进给率。
技术总结
本发明公开了一种数控工序加工参数记录方法,在加工工序中统计加工参数,所述加工参数包括设备型号、加工材料、刀具信息、切削液信息以及加工工序类型信息,便于编程软件的自动编程,其中,刀具信息包括刀具型号和刀具寿命。本发明适用于数控车,加工中心等数控工序的加工参数记录,它将加工参数的记录进一步详细,能更准确的记录数控工序的加工参数记录,更适用于编程软件的自动(智能)编程。
技术研发人员:黄和兵,王量,伍文锋,李志鹏,张百涛,李远忠,刘波,李浩然,文成磊,黄天鹏
受保护的技术使用者:成都航利航空科技有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!