一种大规模柔性作业车间调度方法、系统、设备及介质与流程
本发明涉及柔性作业车间调度,具体地说,涉及一种大规模柔性作业车间调度方法、系统、设备及介质。
背景技术:
1、车间调度的任务是把有限的资源进行合理的分配,使一个或多个目标达到最优,因此,如何有效安排车间制造资源是提升车间运行效能的关键。传统作业车间调度问题中,每个工序可使用的机器受到了限制,而柔性作业车间调度问题中,每个工序可在可行机器集合中的任意一台机器上加工,是传统作业车间调度的扩展,其目标是为每个工序分配一台机器,并对每台机器上的所有工序进行排列,使得预设目标达到最优。
2、为了求解柔性作业车间调度问题,精确求解和启发式算法是常用的方法,但精确求解法一般适用于小规模调度问题,并且求解时间过长,因此启发式算法应用较为广泛。但已有启发式算法,例如遗传算法、模拟退火算法等在求解过程中,每次迭代的解空间一直保持不变,导致面对复杂度高、求解空间巨大的大规模调度问题时,计算效率低、求解质量差,难以满足稳定、准确、快速的实际需求。目前柔性制造模式呈现多品种、小批量特点,柔性作业车间需要调度的制造资源类型杂、数量多,加之零件数量多、每个零件工序多以及设备性能差异大,需要从大型解空间中快速获取最优生产调度方案,对柔性作业车间调度问题的求解效率、求解质量提出了新的挑战。因此,有必要针对大规模柔性作业车间调度问题提出一种高效高质求解方法。
技术实现思路
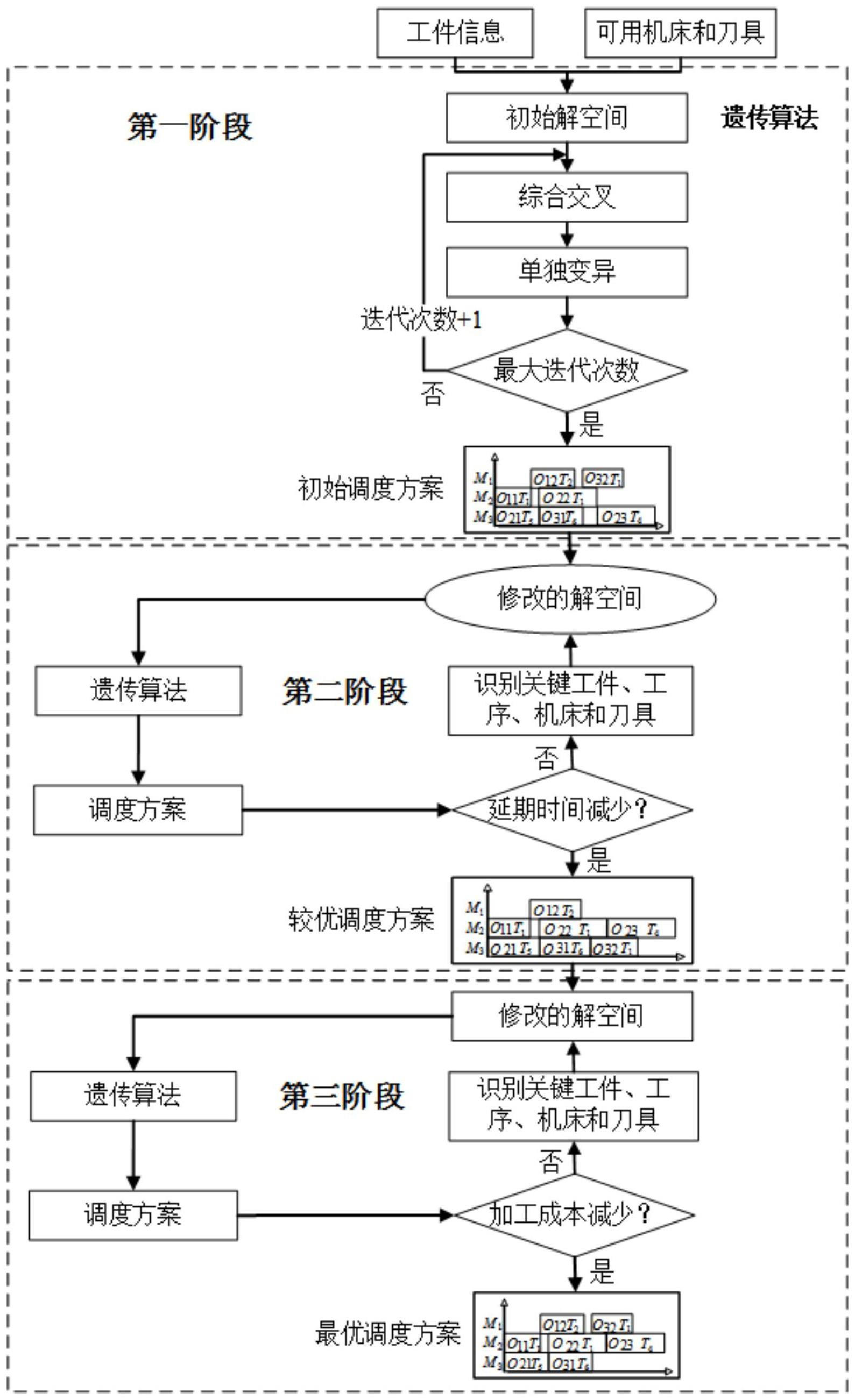
1、本发明针对现有的调度方法在面对复杂度高、求解空间巨大的大规模调度问题时,计算效率低、求解质量差,难以满足稳定、准确、快速的实际需求的问题,提出一种大规模柔性作业车间调度方法、系统、设备及介质,首先设计遗传算法的三层实数编码方式综合交叉和单独变异算子求解柔性作业车间调度问题,得到初始调度方案;然后在初始调度方案的基础上,以最小延期时间为目标,识别关键工件、关键工序、关键机床和关键刀具,得到新的调度方案;最后在新的调度方案的基础上,以最小加工成本为目标,再次识别关键工件、关键工序、关键机床和关键刀具,提升了遗传算法求解效率,得到生产成本最优调度方案,实现了柔性作业车间大规模调度的高质高效求解。
2、本发明具体实现内容如下:
3、一种大规模柔性作业车间调度方法,包括以下步骤:
4、步骤s1:根据工件信息、机床信息和刀具信息,建立柔性作业车间调度模型,并设定所述柔性作业车间调度模型的约束条件;
5、步骤s2:使用遗传算法进行求解所述柔性作业车间调度模型,得到初始调度方案;
6、步骤s3:根据所述初始调度方案,将最小的延期时间作为目标识别关键工件,根据所述遗传算法进行求解,得到新的调度方案;
7、步骤s4:根据所述新的调度方案,将最小的加工成本作为目标识别关键工件,结合所述遗传算法求解,得到最优的调度方案。
8、为了更好地实现本发明,进一步地,所述步骤s1具体包括以下步骤:
9、步骤s11:根据工件信息、机床信息和刀具信息,计算机床使用成本、刀具使用成本和延期交货成本;
10、步骤s12:根据机床使用成本、刀具使用成本和延期交货成本,计算生产成本;
11、步骤s13:根据所述生产成本,建立柔性作业车间调度模型;
12、步骤s14:设定所述柔性作业车间调度模型的约束条件。
13、为了更好地实现本发明,进一步地,所述步骤s2具体包括以下步骤:
14、步骤s21:设定机床和刀具的遗传算法编码解码方式;
15、步骤s22:设定所述遗传算法中机床的交叉算子和变异算子和刀具的交叉算子和变异算子;
16、步骤s23:使用遗传算法进行求解柔性作业车间调度模型,得到初始调度方案。
17、为了更好地实现本发明,进一步地,所述步骤s21具体包括以下步骤:
18、步骤s211:利用三层实数编码方法,设定工序、机床和刀具的逻辑关系;
19、步骤s212:将所述三层编码方法的第一层设定为工序编码;将所述三层编码方法的第二层设定为机床编码;将所述三层编码方法的第三层设定为刀具编码;
20、所述工序编码用于确定工件的加工顺序;所述机床编码用于确定当前加工的机床;所述刀具编码用于确定当前工序的加工刀具。
21、步骤s213:寻找工序的空闲时间段,利用贪婪解码法解码。
22、为了更好地实现本发明,进一步地,所述步骤s22具体包括以下步骤:
23、步骤s221:将当前工序进行交叉;
24、步骤s222:在交叉后的工序上综合交叉机床和刀具;
25、步骤s223:从染色体中随机的选择变异基因位置,并随机变更所述变异基因位置;
26、步骤s224:将机床和刀具进行单独变异,在机床集中随机选择机床,并在已选择的机床上随机选择刀具。
27、为了更好地实现本发明,进一步地,所述步骤s3具体包括以下步骤:
28、步骤s31:根据所述初始调度方案,计算工件的完工时间,根据延期时间,将延期时间最短的工件作为目标识别关键工件;
29、步骤s32:计算所述目标识别关键工件的工序等待时间,并将所述工序等待时间进行降序排序,将工序等待时间排名第一的工序作为关键工序,并将所述关键工序对应的机床和刀具作为关键机床和关键刀具;
30、步骤s33:将所述关键机床和关键刀具从当前工序中移除,修改所述柔性作业车间调度模型的求解空间;
31、步骤s34:根据遗传算法求解所述柔性作业车间调度模型,得到延期时间最短的调度方案,并将所述延期时间最短的调度方案,作为新的调度方案。
32、为了更好地实现本发明,进一步地,所述步骤s4具体包括以下步骤:
33、步骤s41:根据所述新的调度方案,获取当前工序的工序等待时间,将加工成本最小的工件作为目标识别关键工件,并计算加工成本差;
34、步骤s42:将所述加工成本差降序排列,并将排名第一的所述加工成本差对应的工序、机床和刀具作为关键工序、关键机床和关键刀具;
35、步骤s43:修改柔性作业车间调度问题的求解空间;
36、步骤s44:根据所述遗传算法求解柔性作业车间调度模型,得到成本最优调度方案。
37、基于上述提出的大规模柔性作业车间调度方法,为了更好地实现本发明,进一步地,提出一种大规模柔性作业车间调度系统,包括调度模型建立单元、初始化单元、处理单元、优化单元;
38、所述调度模型建立单元,用于根据工件信息、机床信息和刀具信息,建立柔性作业车间调度模型,并设定所述柔性作业车间调度模型的约束条件;
39、所述初始化单元,用于利用遗传算法求解所述柔性作业车间调度模型,得到初始的调度方案;
40、所述处理单元,用于根据所述初始调度方案,将最小的延期时间作为目标识别关键工件,根据所述遗传算法进行求解,得到新的调度方案;
41、所述优化单元,用于根据所述新的调度方案,将最小的加工成本作为目标识别关键工件,结合所述遗传算法求解,得到最优的调度方案。
42、基于上述提出的大规模柔性作业车间调度方法,为了更好地实现本发明,进一步地,提出一种电子设备,包括存储器和处理器;所述存储器,用于存储计算机程序;
43、当所述计算机程序在所述处理器上执行时,用于实现上述的大规模柔性作业车间调度方法。
44、基于上述提出的大规模柔性作业车间调度方法,为了更好地实现本发明,进一步地,提出一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机指令;当所述计算机指令在上述的电子设备上执行时,用于实现上述的大规模柔性作业车间调度方法。
45、本发明具有以下有益效果:
46、本发明通过建立考虑机床和刀具的柔性作业车间调度模型及约束条件,采用三阶段启发式算法来求解大规模调度问题,在较短时间内得到了成本最优调度方案,提升了柔性作业车间运行效能。
- 还没有人留言评论。精彩留言会获得点赞!