一种精萘生产装置的自动化控制方法及系统与流程
本发明涉及控制系统领域,具体涉及一种精萘生产装置的自动化控制方法及系统。
背景技术:
1、萘,又称并萘,是一种无色有光泽的片状结晶。不溶于水,易升华,能随水蒸气挥发,有特殊气味。是工业上最重要的稠环芳烃,可用于生产苯酐、染料的中间体、橡胶助剂和杀虫剂。根据纯度不同,萘可分为工业萘和精萘。工业萘的纯度一般约为96%。工业萘进一步提纯脱除杂质及脱硫后,可得到高纯度的精萘;
2、精萘生产过程中会使用到多种装置,耙式干燥机就是其中一种,在进行精萘生产装置进行精萘生产生产时,即会使用到自动化控制方法及系统。
3、现有的自动化控制方法及系统,自动化控制效果较差,不能很好的保证生产安全,给自动化控制方法及系统的使用带来了一定的影响,因此,提出一种精萘生产装置的自动化控制方法及系统。
技术实现思路
1、本发明所要解决的技术问题在于:如何解决有的自动化控制方法及系统,自动化控制效果较差,不能很好的保证生产安全,给自动化控制方法及系统的使用带来了一定的影响的问题,提供了一种精萘生产装置的自动化控制方法及系统。
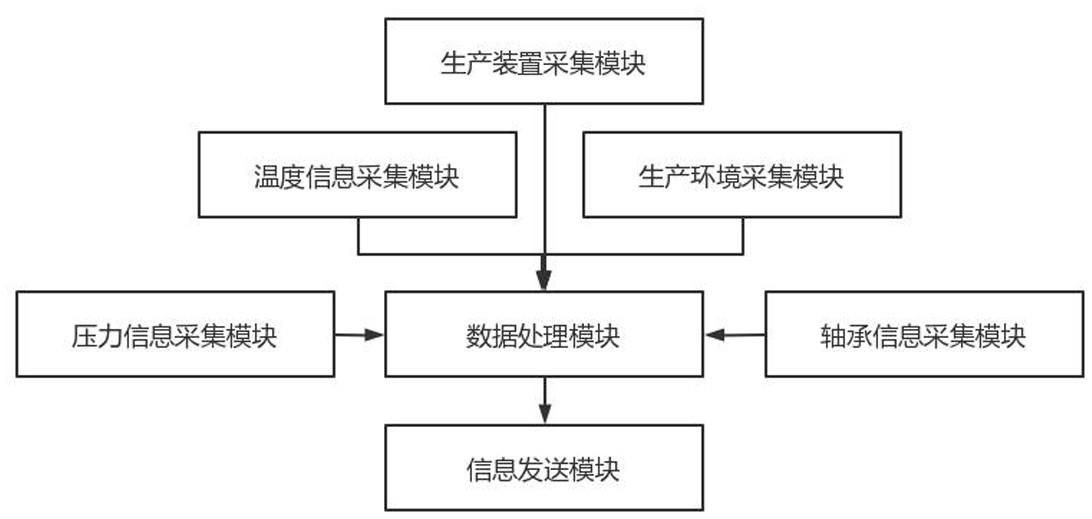
2、本发明是通过以下技术方案解决上述技术问题的,本发明包括生产装置采集模块、温度信息采集模块、生产环境采集模块、压力信息采集模块、轴承信息采集模块、数据处理模块与信息发送模块;
3、所述生产装置采集模块用于采集精萘生产装置的装置信息,所述温度信息采集模块用于采集精萘生产装置的温度信息,所述生产环境采集模块用于采集精萘生产装置所在环境信息;
4、所述压力信息采集模块用于采集精萘生产装置内的压力信息,所述轴承信息采集模块用于采集精萘生产装置的轴承信息;
5、所述数据处理模块用于对装置信息、生产装置的温度信息、精萘生产装置所在环境信息、精萘生产装置内的压力信息与精萘生产装置的轴承信息进行处理,获取到第一设备控制信息、第二设备控制信息、第三设备控制信息、第四设备控制信息与第五设备控制信息;
6、所述信息发送模块用于在第一设备控制信息、第二设备控制信息、第三设备控制信息、第四设备控制信息与第五设备控制信息生成后,将上述信息发送到预设接收终端。
7、进一步在于,所述第一设备控制信息的具体处理过程如下:提取出采集到的装置信息,装置信息为设置在精萘生产装置底座上预设值的六个水平度传感器采集的水平度信息,包括第一水平度、第二水平度、第三水平度、第四水平度、第五水平度和第六水平度;
8、其中,第一水平度、第二水平度为第三水平度在同一侧,第四水平度、第五水平度和第六水平度在同一侧;
9、对第一水平度、第二水平度为第三水平度进行处理获取到第一参数信息与第二参数信息,对第四水平度、第五水平度和第六水平度在同一侧进行处理获取到第三参数信息与第三参数信息,当第一参数信息、第二参数信息、第三参数信息与第三参数信息中任意一个异常时,即生成第一设备控制信息。
10、进一步在于,所述精萘生产装置底座上预设值的六个水平度传感器的位置分别在底座右侧的两边角位置与中间位置和底座左侧的两边角位置与中间位置;
11、通过设置在底座右侧的两边角位置的水平传感器采集第一水平度与第三水平度,通过设置在底座右侧的中间位置的水平传感器采集第二水平度;
12、通过设置在底座左侧的两边角位置的水平传感器采集第四水平度与第六水平度,通过设置在底座右侧的中间位置的水平传感器采集第五水平度。
13、进一步在于,所述第一参数信息与第二参数信息的获取过程如下:提取出第一水平度、第二水平度与第三水平度,计算出第一水平度与第二水平度的差值即获取到第一参数信息,计算出第三水平度与第二水平度的差值即获取到第二参数信息;
14、第三参数信息与第四参数信息的获取过程如下:提取出第四水平度、第五水平度与第六水平度,计算出第四水平度与第五水平度的差值即获取到第三参数信息,计算出第六水平度与第四水平度的差值即获取到第二参数信息;
15、第一参数信息、第二参数信息、第三参数信息与第四参数信息中任意一个大于预设值时,即表示其存在异常。
16、进一步在于,所述第二设备控制信息的具体处理过程如下:提取出采集到的精萘生产装置的温度信息,精萘生产装置的温度信息为单个生产过程中相同采集间隔采集的m次温度信息,m≥5,以采集间隔为x轴,以温度信息的大小为y轴,建立平面直角坐标系k,之后将采集到的m次温度信息导入到平面直角坐标系k中,并按照采集顺序进行连线获取到评估折线,对评估折线进行获取到评估系统,当评估系数大于预设值时,即生成第二设备控制信息。
17、进一步在于,所述评估系数的获取过程如下:提取出获取到的评估折线,采集评估折线中各段与x轴的夹角信息,以评估折线中的最高的点为分界,将其分为第一判定区域与第二判定区域,提取出评估折线在第一判定区域的折线段中与x轴夹角大于预设值的数量,将其标记为a1,再提取出评估折线在第二判定区域的折线段中与x轴夹角小于预设值的数量,将其标记为a2,计算a1与a2的和即获取到评估系数。
18、进一步在于,所述第三设备控制信息的具体处理过程如下:提取出采集到精萘生产装置内的压力信息,当装置压力信息超出预设范围超过预设值时长,即生成第三设备控制信息。
19、进一步在于,第四设备控制信息的具体处理过程如下:提取出采集到的精萘生产装置所在环境信息,环境信息包括环境温度、环境中腐蚀气体浓度信息与环境震动力大小信息;
20、当环境温度信息超过预设范围大于预设值时长,即生成第四设备控制信息,当环境中腐蚀气体浓度信息大于预设值超过预设时长,即生成第四设备控制信息;
21、当环境震动力大小信息大于预设值超过预设次数时,即生成第四设备控制信息。
22、进一步在于,所述第五设备控制信息的具体处理过程如下:提取出采集到的轴承信息,轴承信息包括轴承润滑油更换信息与轴承温度信息,轴承润滑油更换信息为上次轴承润滑油更换信息时间点信息,提取出当前时间点信息,计算出当前时间点信息与上次轴承润滑油更换信息时间点信息的差值,获取到评估时间差,当评估时间差大于预设值,即生成第五设备控制信息;
23、提取出轴承温度信息,在预设时长每隔预设间隔采集一次轴承温度信息,连续采集z次,当z次轴承温度信息中大于预设值的数量超过预设值时,即生成第五设备控制信息。
24、进一步在于,一种精萘生产装置的自动化控制方法,所述方法包括以下步骤:
25、步骤一:通过设置在精萘生产装置上的水平传感器采集装置信息;
26、步骤二:再采集精萘生产装置的温度信息与采集精萘生产装置内的压力信息;
27、步骤三:之后采集精萘生产装置所在环境信息与精萘生产装置的轴承信息;
28、步骤四:对装置信息、生产装置的温度信息、精萘生产装置所在环境信息、精萘生产装置内的压力信息与精萘生产装置的轴承信息进行处理,获取到第一设备控制信息、第二设备控制信息、第三设备控制信息、第四设备控制信息与第五设备控制信息;
29、步骤五:将第一设备控制信息、第二设备控制信息、第三设备控制信息、第四设备控制信息与第五设备控制信息发送到预设接收终端。
30、本发明相比现有技术具有以下优点:该精萘生产装置的自动化控制方法及系统,通过实时监测精萘生产装置的水平状态,能够了解到精萘生产装置是否发生了倾斜,从而及时的生成第一设备控制信息控制设备调整回水平状态,避免设备倾斜导致的进行精萘生产时原料堆积的状况发生,通过对精萘生产装置的温度进行监测,实时的了解到其升温和降温是否缓慢匀速,其升温降温异常时及时的控制,避免意外发生,通过对精萘生产装置内的压力的状况进行监测,在其异常时,进及时的管控避免压力异常导致的生产事故发生,通过对生产设备的所在环境信息进行处理了解到生产设备环境状态,在发现生产环境异常时生成第四设备控制信息,进行环境的调控,保证生产环境的稳定,通过对生产设备的轴承信息进行处理,及时的发现异常生成第五设备控制信息进行调控,保证设备运行稳定,从而实现了更加智能化的,让该系统更加值得推广使用。
- 还没有人留言评论。精彩留言会获得点赞!